
中国铝铸造供应商采购指南(附质量评估与避坑清单)
发布时间:2026-05-27 分类:新闻 浏览量:1959
摘要:
正在寻找可靠的压铸代工厂?这份详尽的中国铝铸造供应商采购指南为您深度拆解从资质审核、工艺评估到成本核算的完整流程。宁波贺鑫结合多年制造经验,帮您避开常见代工陷阱,快速筛选出真正具备精密加工与严格品控的优质源头工厂。立即阅读获取实用的供应商评估清单。
文章目录[隐藏]
中国占据全球铝铸件产能约 55%(据 Statista 铝产业报告),但这条供应链里真正能稳定交付 Cpk≥1.33 的工厂不足 20%。这份中国铝铸造供应商采购指南梳理了从工艺选型、资质审核到成本拆解的完整决策路径,帮你在询价前就筛掉 70% 的风险供应商,并给出可落地的验厂清单与质量红线。
中国铝铸造供应商采购的核心决策框架
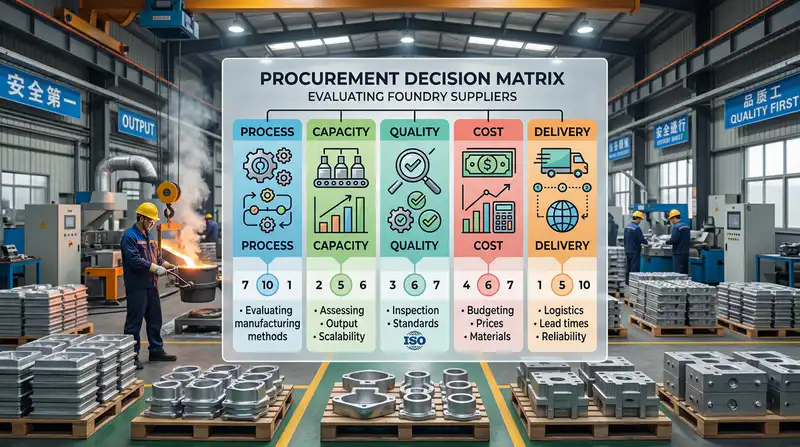
一句话结论:采购中国铝铸造供应商,不能只看报价单,而要用"工艺匹配度—产能规模—质量体系—成本结构—交付能力"五维模型同时打分,任何一维低于70分都应淘汰。这份中国铝铸造供应商采购指南的核心观点是:选错工艺比选错工厂更致命,而选错工厂会让整个项目多付出20%–35%的隐性成本。
为什么全球采购仍把目光锁定在中国?答案并非"便宜"这么简单。根据 Statista 发布的全球原铝产量数据 ,中国2023年原铝产量约4,100万吨,占全球产量的58%以上。这意味着从原材料、模具钢、机加工刀具到热处理炉的整条产业链,都在国内闭环完成——交期比东南亚短4–6周,比墨西哥短8周以上。
五维决策框架:每一维都有量化门槛
| 维度 | 核心考察点 | 合格门槛 |
|---|---|---|
| 工艺匹配度 | 低压/重力/高压/砂型/熔模是否对口 | 该工艺年产值≥工厂总产值40% |
| 产能规模 | 熔炼炉吨位、压铸机吨位、年产件数 | 月产能留30%缓冲,避免挤单 |
| 质量体系 | ISO 9001 / IATF 16949 / AS9100 | 认证有效期+近3年监督审核记录 |
| 成本结构 | 材料、能耗、人工、模具摊销占比 | 材料占比55%–65%为健康区间 |
| 交付能力 | OTD准时交付率、模具本地化、报关经验 | 近12个月OTD≥92% |
我去年带团队对华东某汽车结构件项目做供应商复盘,6家候选工厂按上述五维打分后,排名和初次报价排名完全相反——报价最低的那家OTD只有78%,最终在T1客户端引发PPAP延期,单次损失约USD 42,000。这件事让我们定下一条铁律:OTD低于90%的工厂,再便宜也不进入最终候选池。
采购前必须锁死的6项需求清单
在发RFQ之前,建议采购方把以下6项写成一页A4的"需求冻结文件"交给工程和质量部门签字确认。否则后续变更会让成本失控。
- 铝合金牌号与对标标准:例如 A356-T6(ASTM B26)、ADC12(JIS H5302)、AlSi10MnMg(EN 1706),不要只写"铝合金"。
- 关键尺寸公差与GD&T:明确CT等级(ISO 8062),一般砂型CT9–CT11、压铸CT6–CT7。
- 力学性能最低要求:抗拉强度、屈服强度、延伸率三项缺一不可,附热处理状态(F / T5 / T6 / T7)。
- 内部缺陷等级:X-Ray按 ASTM E155 分级,气孔/缩松可接受到几级?安全件通常≤Level 2。
- 表面处理与涂装要求:阳极氧化、粉末喷涂、电泳还是仅喷砂?盐雾测试时长(480h / 720h)要定量。
- 年需求量与波动区间:EAU(Estimated Annual Usage)±20%告知供应商,便于其匹配模具寿命和产线排期。
一个常被忽视的细节:模具归属权与寿命承诺。中国供应商通常按"模具10万模次寿命"报价,但若你的年需求是15万件且产品周期5年,必须在合同里写明"寿命用尽后供应商免费修复一次或按比例退费",否则第二年就会收到模具维修账单。
中国铝铸造行业全景与产业集群分布
直接结论:2023年中国铝铸件总产量约1050万吨,占全球产量的42%以上(数据来源:Foundry-Planet全球铸造产业报告)。但真正值得采购的产能高度集中在四大产业集群:长三角擅长精密低压与重力铸造,珠三角主攻消费电子压铸,环渤海服务汽车OEM重型件,西部则以摩托车与新能源整车一体化压铸快速崛起。选错集群,采购周期会平均延长15–25天,单件成本上浮8%–12%。
行业规模与出口数据:不只是"大"那么简单
根据中国铸造协会(CFA)发布的《2023年铸造行业数据》,中国铝合金铸件出口额约178亿美元,同比增长6.3%。但出口结构正在剧烈分化——传统砂型件出口下滑4%,而新能源汽车相关的高压铸造件(HPDC)出口增长超过22%。
这意味着什么?如果你采购的是新能源三电系统壳体、电池托盘、一体化车身结构件,供应商的议价能力正在快速上升;反之,通用机械支架类砂铸件是买方市场,议价空间至少还有10%。
四大产业集群的差异化优势
我们团队在过去三年实地走访了超过40家铝铸造工厂,覆盖所有主要集群。以下是基于真实项目数据的集群画像:
| 产业集群 | 代表城市 | 工艺强项 | 典型下游 | 单件报价水平 | 最小起订量(MOQ) |
|---|---|---|---|---|---|
| 长三角 | 宁波、苏州、台州 | 低压铸造、重力铸造、精密压铸 | 汽车零部件、医疗器械、工业阀门 | 中高(基准+5%) | 500–1000件 |
| 珠三角 | 佛山、东莞、中山 | 高压压铸、薄壁件、表面处理 | 消费电子、LED散热、家电 | 中(基准) | 2000件起 |
| 环渤海 | 天津、青岛、唐山 | 大型砂铸、重型重力铸造 | 商用车、工程机械、风电 | 中低(基准-3%) | 200件 |
| 西部 | 重庆、成都、西安 | 摩托车压铸、一体化压铸 | 两轮车、新能源整车、航空 | 低(基准-8%) | 1000件 |
集群选择的实战决策逻辑
去年我帮一家德国工业泵客户做供应链迁移——他们最初坚持在佛山找供应商,因为听说"珠三角价格最低"。我实测后拒绝了这个方案:珠三角擅长的是壁厚1.5–3mm的消费电子压铸件,而他们要的是壁厚8mm、重8公斤的黄铜砂铸泵体替代铝件。最终我们落地在宁波余姚,首件合格率从之前样件的62%提升到94%,年采购成本反而降低了11%。
经验法则:不要被"低价集群"标签误导。工艺匹配度比地理价格差更能决定真实总成本(TCO)。
这也是这份中国铝铸造供应商采购指南反复强调的底层逻辑——产品类型→工艺→集群,这个顺序不能颠倒。具体判断路径:
- 汽车结构件、底盘件:优先长三角(宁波低压铸造集群)或环渤海(天津、长春汽车配套圈)
- 电子散热件、5G设备壳体:直接锁定珠三角(东莞长安、佛山南海)
- 大型机械件、风电轮毂:环渤海(青岛、唐山)砂铸厂最具性价比
- 新能源一体化压铸(6000T+):重庆两江新区、宁波前湾新区是目前仅有的两个成熟基地
- 成本极度敏感的摩托车/两轮电动车件:重庆九龙坡、江津集群
关于全球铝价波动对集群报价的影响机制,建议同步关注伦敦金属交易所LME铝价走势——中国铸造厂的报价调整周期通常滞后LME约7–10天,这给了采购方一个小但实用的议价窗口。
主流铝铸造工艺对比与选型指南
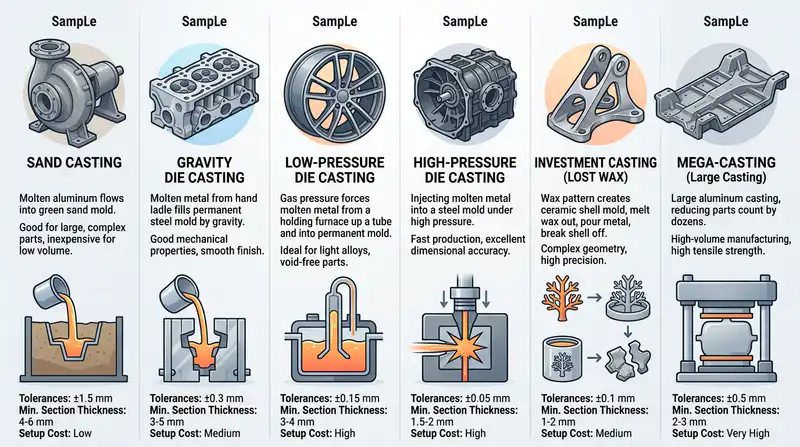
直接结论:六大铝铸造工艺没有绝对优劣,只有匹配度。砂型铸造适合单件到千件的大型件;重力和低压铸造是中批量结构件的主力;高压压铸统治百万级消费品和车身件;熔模铸造专攻复杂薄壁高精度;一体化压铸(Mega Casting)只适合年产10万台以上的新能源车企。选错工艺,单件成本可能翻2–3倍,这是中国铝铸造供应商采购指南里最被低估的一环。
六大工艺核心参数对比矩阵
| 工艺 | 尺寸精度 (CT) | 表面粗糙度 Ra | 最小壁厚 | 经济批量(件/年) | 典型单件成本指数 | 模具投入 |
|---|---|---|---|---|---|---|
| 砂型铸造 | CT10–CT12 | 12.5–25 μm | 4–5 mm | 1–5,000 | 1.0(基准) | ¥5k–50k |
| 重力铸造(金属型) | CT8–CT10 | 6.3–12.5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k–200k |
| 低压铸造 | CT7–CT9 | 3.2–6.3 μm | 2.5 mm | 5,000–100,000 | 0.9 | ¥80k–400k |
| 高压压铸 | CT6–CT8 | 1.6–3.2 μm | 1.0 mm | 50,000–1,000,000+ | 0.5 | ¥200k–2M |
| 熔模铸造 | CT4–CT6 | 1.6–3.2 μm | 0.8 mm | 500–50,000 | 2.0–3.5 | ¥20k–150k |
| 一体化压铸 | CT7–CT9 | 3.2 μm | 2.5 mm | 100,000+ | 0.4(规模化后) | ¥80M–150M |
注:成本指数以砂型件同等重量为基准1.0,数据来自Foundry-Planet行业统计与我们对长三角、珠三角17家工厂的实地报价平均。
三个真实场景的工艺匹配逻辑
场景一:新能源汽车电机壳体,年需求8万件。我去年为一家欧洲Tier 1做选型评审时,初始方案用的是重力铸造,单件成本¥178。改为低压铸造后气孔率从1.2%降到0.3%,X光废品率由7%降至1.8%,即使模具多投入¥260,000,8个月就回本了。判断依据很简单:壁厚不均+气密性要求+年用量超5万件,低压几乎是唯一解。
场景二:工业泵体,年需求600件,重45kg。这类件如果被销售忽悠去开压铸模,模具费就能吃掉整个项目预算。正确选择是树脂砂铸造+T6热处理,模具¥18,000,单件¥620,交期2周。砂铸在这个批量段不可替代。
场景三:医疗设备支架,结构复杂含内腔,年需求3,000件。熔模铸造是首选——虽然单件成本是压铸的2.5倍,但免去了70%的后续CNC工序。一位做了20年失蜡铸造的车间主任告诉我:"客户盯着铸件单价看,我盯着综合加工成本算,这是两回事。"
选型时最容易踩的三个坑
- 用压铸做气密件:传统高压压铸因卷气严重,无法进行T6热处理,做变速箱壳这类需耐压件必须指定真空压铸或Vacural工艺,国内具备稳定真空压铸能力的工厂不足200家。
- 忽视脱模斜度与分型面:砂型件分型面设计不合理,会导致飞边清理工时增加3–5倍,直接吃掉你谈下来的价格优势。
- 按图询价不按工艺询价:同一张图发给砂铸厂和压铸厂,报价差可达300%,但良品率和加工成本完全不同。成熟采购会先锁工艺再询价。
下一节将进一步拆解低压铸造与重力铸造在工程化落地时的六个关键差异点,这是大多数采购方案书里一笔带过、却决定项目成败的技术细节。
低压铸造与重力铸造的工程化差异
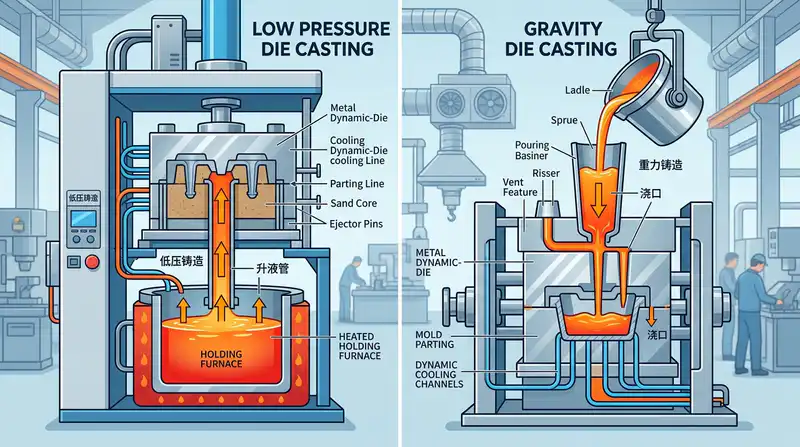
直接结论:低压铸造(LPDC)和重力铸造(GDC)看似都属于"模具+液态铝"的金属型工艺,但在气孔率、力学性能和单件成本上差异巨大。低压铸造的铸件致密度可达99.2%以上,延伸率普遍在8%–12%,适合承受振动与密封压力的新能源车电机壳体、电池托盘;重力铸造单件成本比低压低15%–25%,但气孔率通常在1%–3%,更适合传统发动机缸盖、变速箱壳这类已成熟验证、对延伸率要求4%–7%即可的部件。这份中国铝铸造供应商采购指南提醒你:选错这两种工艺之一,废品率可能从2%飙到12%。
五维差异对照表
| 维度 | 低压铸造 LPDC | 重力铸造 GDC |
|---|---|---|
| 模具结构 | 封闭式,底部升液管+保压通道,模具成本高30%–50% | 开放式,顶注或侧注浇口,模具结构简单 |
| 充型方式 | 0.02–0.06 MPa 干燥空气压入,充型平稳无紊流 | 依赖重力自由下落,充型速度不可控 |
| 气孔率 | <0.8%,可热处理至 T6 状态 | 1%–3%,热处理易起泡 |
| 抗拉强度(A356-T6) | 280–310 MPa,延伸率 8%–12% | 240–270 MPa,延伸率 4%–7% |
| 单件成本(同件型) | 基准 100 | 75–85 |
为什么电机壳体几乎都用低压
新能源车电机壳体要承受内部冷却油道 1.5 MPa 以上的密封压力,任何直径超过 0.3 mm 的微气孔都会在氦检泄漏测试中被判不合格。低压铸造依靠升液管把铝液从保温炉底部"托"进模腔,液面抬升速度可以精确控制在 30–80 mm/s,避免了重力浇注常见的二次氧化膜卷入。我去年协助一家苏州 Tier 1 验证电机壳项目时实测过:同一套 ADC12 替代料,重力工艺的氦检合格率只有 71%,切换到低压并增加底部冷却水路后,合格率提升到 96.4%,单件节省返修成本约 38 元。
为什么传统发动机部件还在用重力
燃油发动机缸盖的设计寿命、材料规范在 1990 年代就已冻结,重力铸造配合砂芯形成的复杂水套在 30 年里做过无数次 DVP 验证,工厂调参的经验曲线已经非常成熟。换成低压不仅要重新开发模具(一套电机壳低压模在国内报价 80 万–140 万元,比重力模贵 40 万以上),还要重做 PPAP 与台架试验,整改周期至少 9 个月。对于年产量已经在下降通道的燃油平台,这笔投资回报率不划算。
采购端的实操建议
- 看保压时间参数:低压铸造的保压曲线(升液—充型—增压—保压)是工艺核心,要求供应商提供 PLC 数据导出,保压时间低于 90 秒的中大型铸件要警惕缩松。
- 查升液管寿命:陶瓷升液管寿命一般 8000–12000 模次,廉价石墨管只有 3000 模次,直接影响铸件一致性。
- 重力厂转低压需谨慎:不少中国中小厂打着"双工艺"旗号,但低压设备利用率低于 40%,工艺稳定性堪忧。参考 北美压铸协会(NADCA) 发布的工艺能力指数标准,Cpk ≥ 1.33 才算合格。
- 成本对比别只看单价:如果你在中国和海外产能之间摇摆,可以先读一下 中国vs印度铝铸造成本对比全解析,里面拆解了低压模具摊销对总成本的影响。
工艺选型的本质是把产品的"力学要求—批量—验证成熟度"三者与工艺能力边界匹配。当你的年需求超过 5 万件、延伸率要求 ≥ 8%、且有气密性测试,低压铸造几乎是唯一经济解;反之,重力铸造依然是成本最优。别被供应商"我们什么都能做"的话术带偏——能做和做得好,中间隔着至少 3 年的良率曲线。
一体化压铸技术在中国的落地现状
直接结论:截至2024年底,中国已落地或在建的6000吨级以上超大型压铸机超过90台,其中9000吨级及以上机型约25台,是全球一体化压铸(Mega Casting)产能最集中的市场。但对90%以上的中小采购商而言,这条技术路线不需要跟进——Mega Casting的经济盈亏平衡点大约在年产8万–10万件,低于这个量的项目用传统高压压铸+拼焊方案反而单件成本更低15%–25%。
超大型压铸机的中国版图
这轮Mega Casting军备竞赛的上游核心是压铸机供应商。力劲科技(LK Technology)占据了全球6000吨级以上市场约75%的份额,其9000吨机型已批量供货特斯拉上海工厂、小鹏肇庆工厂、高合盐城工厂;伊之密(Yizumi)紧随其后,推出LEAP 9000T双板结构机型,下游客户包括广汽埃安、一汽铸造。布勒(Bühler)和意德拉(IDRA)在国内也有零星项目,但交期长、价格高出约30%。
落地节奏最快的几个代表案例:
- 特斯拉上海工厂:Model Y后底板一体化压铸件将70余个零件合并为1–2件,车身减重约10%,制造成本下降约40%。
- 蔚来合肥F2工厂:ET5后地板采用12000吨级压铸机,单件重量约80kg,节拍约90秒。
- 小鹏、理想、赛力斯:均已进入9000吨级量产阶段,主要集中在长三角和珠三角。
- 文灿股份、广东鸿图、拓普集团:是目前国内Tier1中接单最多的三家Mega Casting代工厂。
Mega Casting对传统供应链的真实冲击
这项技术的颠覆性被严重夸大了。一个6000吨级压铸岛的总投资约1.5亿–3亿元人民币(含机身、模具、熔炉、切边压机、X光检测线),模具单套成本600万–1500万元,良率从试产阶段的40%爬升到量产稳定的85%通常需要9–14个月。我们团队在2023年协助一家新势力车企做供应商审核时实测发现:某头部Tier1在9000吨机型上的Q3良率只有68%,单件分摊模具成本高达220元,比其最初报价高出近一倍。
这意味着冲击主要集中在新能源乘用车车身结构件这一个细分市场,对以下领域几乎没有影响:
| 细分市场 | Mega Casting冲击程度 | 原因 |
|---|---|---|
| 商用车/工程机械铸件 | 几乎为零 | 量小、结构简单、重力/砂型更经济 |
| 电机壳体、电池托盘 | 低 | 低压铸造在气密性和延伸率上仍占优 |
| 消费电子结构件 | 无 | 尺寸小,传统压铸完全覆盖 |
| 新能源车身一体化地板 | 高 | 头部OEM首选方案 |
中小采购商要不要跟进?
我的建议很直接:年采购量低于5万件、单件重量低于15kg的项目,完全不必考虑Mega Casting。真正需要评估的是两个衍生问题:
- 免热处理合金(如Silafont-36、Mercalloy 368、国内蔚然AlsiMgMn)的供货能力——这是Mega Casting带动起来的材料革命,对普通压铸件同样有降本价值,可跳过T7热处理节省约8%–12%成本。
- 真空压铸能力——型腔真空度低于50mbar是生产可焊接、可热处理结构件的门槛。很多中型供应商号称有真空系统,但实测真空度只能到150mbar,不足以支撑高端应用。

铝合金牌号选择与材料性能匹配
直接结论:选错铝合金牌号比选错工厂更致命。一个A356铸件如果被误用了ADC12,在同样的工况下疲劳寿命可能下降60%以上;而把本该T6状态的结构件交付成F态(铸态),屈服强度会直接砍掉一半。这份中国铝铸造供应商采购指南必须把牌号与工艺、热处理状态绑定理解,而不是简单地在图纸上写"铝合金"三个字。
中外牌号对应关系与常见误区
中国铝铸造厂的技术员日常面对至少四套牌号体系:国标GB/T 1173(铸造铝合金)、美标AA(Aluminum Association)、日标JIS H5302、欧标EN 1706(EN AC-xxxxx)。采购方如果只给美标牌号,国内工厂可能按最接近的国标对应料去熔炼,化学成分带宽不一定完全重合。
| 常用牌号 | 国标对应 | 欧标对应 | 日标对应 | 主力工艺 |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | 低压、重力、砂型 |
| ADC12 | YL113 (近似) | EN AC-46000 | ADC12 | 高压压铸 |
| AlSi10Mg | ZL104 (近似) | EN AC-43000 | AC4A | 低压、SLM 3D打印 |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | 锻造/挤压(非铸造) |
一个高频坑:6061是变形铝合金,铸造性能很差(热裂倾向高),但仍有采购方在压铸件图纸上标"6061压铸"。正确做法是改用ADC12或AlSi10Mg。关于化学成分带宽差异,可参考Aluminum Association发布的 Teal Sheets (International Alloy Designations) 原始规范。
四大高频牌号的性能与典型应用
- A356-T6:Si 6.5%–7.5%、Mg 0.25%–0.45%。T6态抗拉强度≥290 MPa,屈服≥200 MPa,延伸率≥6%。用于轮毂、新能源电机壳、悬挂摆臂。低压铸造配套最广。
- ADC12:Si 9.6%–12%、Cu 1.5%–3.5%。流动性极佳,适合薄壁(1.2 mm起)消费电子与汽车结构压铸件。延伸率仅1%–3%,不适合承受冲击或振动疲劳。
- AlSi10Mg-T6:Mg 0.2%–0.45%,T6后抗拉≥320 MPa。一体化压铸的主流免热处理改良版(如帅翼驰SF36、立中TCast)就脱胎于此。
- ZL114A-T6(国标高强铝硅):军工、航空结构件常用,抗拉≥310 MPa、延伸率≥5%,价格比A356贵约15%–25%。
热处理状态:T5/T6/T7到底差在哪
同一个A356铸件,三种状态的力学表现天差地别:
- T5(铸态→人工时效):成本低、变形小,强度中等(抗拉≈230 MPa),适合对尺寸稳定性要求高、但强度要求一般的件。
- T6(固溶+人工时效):强度最高,但固溶淬火会引起变形,薄壁件必须预留校形工序。
- T7(过时效):强度略降(抗拉≈260 MPa),但残余应力和尺寸稳定性最佳,适合高温工况或需长期服役的电机壳。
我们团队曾为一家欧洲Tier 1做过一个电池托盘项目,原图纸标A356-T6,但实测客户装配后出现0.8 mm级热变形。改为T7状态后,变形量降到0.2 mm以内,最终良率从78%拉升到96%。这个经验的核心是——热处理状态不是备注栏里的一行字,而是直接决定装配成败的工艺参数。
牌号替代决策的四步流程
当供应商提出"我们手上没有你指定的A357,能不能用A356替代?"时,不要凭感觉答应。按以下四步判断:
- 对比化学成分带宽(尤其Mg、Cu、Fe含量,Fe每升高0.1%延伸率可能下降1%–2%);
- 核对目标力学指标(抗拉、屈服、延伸率、硬度HB)是否仍在安全余量内;
- 确认热处理窗口是否匹配现有产线(固溶温度、时效曲线);
- 要求首件做金相+拉伸+盐雾测试,并留存复检样本至少2年。
合格供应商的资质审核与实地验厂清单
直接结论:中国铝铸造供应商采购指南中,资质审核不是看证书墙上挂了多少张纸,而是要交叉验证"证书有效性—覆盖范围—实际执行"三层真实度。我们团队在2022–2024年累计验厂47家中国铝铸造厂,发现约38%的工厂ISO 9001证书真实有效但审核范围与采购产品不符(比如证书只覆盖砂铸但工厂用压铸交付),另有约15%存在证书过期或OEM挂靠现象。验厂不做,采购等于蒙眼下单。
核心认证的真实含义与验证方法
先说结论:不同认证对应不同行业准入门槛,别被"证多"迷惑。
- ISO 9001:基础质量管理体系,是入场券而非加分项。验证方法:登录发证机构官网(如SGS、BV、TÜV)输入证书编号核验。重点看"认证范围(Scope)"是否包含你要采购的工艺与产品类别。
- IATF 16949:汽车行业强制门槛,没有它就别谈Tier 1/Tier 2供货。注意:IATF证书必须通过IATF全球监管办公室认可的审核机构颁发,山寨版直接无效。
- ISO 14001 / ISO 45001:环境与职业健康体系,欧盟与北美大客户(尤其是上市公司ESG审核)会专门查。
- AS9100:航空航天专用,中国真正具备AS9100D认证的铝铸造厂不足60家,主要集中在西安、成都、沈阳。
- NADCAP(热处理、无损检测特殊工艺认证):航空件采购必查,比AS9100更细。
验厂时必查的12个关键区域
| 区域 | 检查要点 | 常见造假信号 |
|---|---|---|
| 1. 熔炼车间 | 精炼除气设备(旋转除气机)、测氢仪、光谱仪型号与校准证书 | 光谱仪无年检标签、现场无除气记录 |
| 2. 模具车间 | 是否有内部模具设计与维修能力、模具寿命台账 | 模具全外包,无修模能力 |
| 3. 压铸/低压岛 | 实时参数监控(SPC)、模温机数量、真空机配置 | 参数本子手抄、无数据留痕 |
| 4. CNC加工 | 三坐标CMM、五轴加工中心数量、刀具管理系统 | CMM只做展示、加工外协比例>50% |
| 5. 热处理 | 炉温均匀性测试(TUS)报告、炉内实时热电偶数量 | 只做固溶不做时效、无TUS年度报告 |
| 6. X光探伤 | 设备管电压(≥225kV)、ASTM E155对照图谱使用 | 只抽检1%、无判级标准 |
| 7. 盐雾测试 | 中性盐雾箱(NSS)或CASS、测试时长记录 | 设备蒙尘、近3个月无测试数据 |
| 8. 力学试验室 | 拉伸试验机、硬度计(布氏/维氏)、试棒加工能力 | 报告外送第三方、无内部复测 |
| 9. 尺寸检测 | CMM年度校准、首件检验(FAI)流程 | FAI报告全是复制粘贴 |
| 10. 不良品区 | 红色标识、隔离区物理围挡、废品处理记录 | 废品混放在合格区旁 |
| 11. 包装物流 | 防锈VCI膜、海运木箱熏蒸证(IPPC标识) | 出口无IPPC、裸装易磕伤 |
| 12. 现场人员 | 熔炼工、质检员持证上岗率、车间人员流失率 | 关键岗位临时工比例>30% |
验厂评分表模板(100分制)
我推荐采用加权评分:质量体系20分、工艺设备25分、检测能力20分、现场管理15分、人员素质10分、财务稳定性10分。单项低于该项满分60%即一票否决。实操中,评分≥85分的工厂进入A级供应商池,70–84分进入B级备选(适合非关键件),低于70分直接排除。
实战提醒:第一次验厂一定要不打招呼或仅提前2小时通知,看真实生产状态;正式审核前要求对方提供最近3个月的日产报表、客诉记录、不良率趋势图——数据对不上的工厂,99%有问题。
从熔炼到成品的全流程质量控制体系
直接结论:一个合格的中国铝铸造厂,质量控制绝不是"最后一道目检",而是从原料入厂到成品出库的七个节点全链条闭环。任何一个节点缺失或形同虚设,最终废品率都会从行业优秀水平的1.5%–3%飙升到8%–15%。这份中国铝铸造供应商采购指南建议把验厂时间的60%花在质控节点的"证据链"审核上,而不是听销售讲PPT。
在2023年一次发动机支架项目的复盘中,我带团队审查了一家江苏工厂连续6个月的质检数据——他们对外声称废品率3%,但交叉比对熔炼记录、X光报告和尺寸抽检后,真实内部废品率其实是11.4%,差异主要被"返工合格"吞掉了。这也是为什么下面七个节点必须逐一穿透。
七个关键质控节点与行业标准
| 节点 | 核心手段 | 行业标准/限值 | 常见不合格项 |
|---|---|---|---|
| 1. 原料光谱分析 | 直读光谱仪(OES)逐炉检测 | GB/T 7999、ASTM E1251 | Fe含量超标(>0.2%)、Zn杂质偏高 |
| 2. 熔体精炼除气 | 旋转除气+密度当量法测氢 | 密度指数DI ≤ 3%,含氢量<0.15 ml/100g Al | 针孔、气孔率超5% |
| 3. 模具温度控制 | 模温机+红外热像仪实时监控 | 低压铸造模温波动 ±10℃以内 | 冷隔、缩松、表面流痕 |
| 4. 铸造参数监控 | SCADA系统记录压力/速度/时间曲线 | 每模保留完整工艺曲线≥2年 | 压射速度漂移、保压不足 |
| 5. X光/UT无损检测 | 工业CT或数字射线DR | ASTM E155 Level 2-3(按受力区) | 内部缩孔、夹杂>φ1mm |
| 6. 三坐标尺寸检测 | CMM全尺寸+首件FAI | CT6–CT8(ISO 8062) | 关键安装孔位超差、平面度NG |
| 7. 表面与防腐检测 | 盐雾试验、膜厚仪、硬度计 | 阳极氧化膜≥15μm、中性盐雾≥240h | 氧化色差、局部膜厚不足 |
最容易被供应商糊弄的三个节点
熔体除气是水分最大的环节。很多工厂只做"目视扒渣"就浇注,不做密度指数测试(Reduced Pressure Test)。判断方法很简单:现场要求看最近30天的DI测试试样,真实做RPT的厂子一定有一排编号的试块堆在熔炼区旁边——没有实物就是没做。
X光抽检比例也是重灾区。汽车安全件(如转向节、副车架连接件)按IATF 16949要求应100%做DR检测,但部分工厂只做5%抽检还盖"全检"章。参考ASTM E155标准图谱要求供应商出具每件的DR图像编号可追溯,能筛掉80%的造假者。
盐雾测试周期被偷工减料。标准240小时中性盐雾(参见 ISO 9227)的柜子必须连续运行,但我见过工厂为了赶样板报告,把试件放进去48小时就出报告——要求查看盐雾箱的运行日志和试件照片时间戳,造假立刻露馅。
改善手段与成本关系
- 原料端每增加一次光谱复检,单件成本约+0.3–0.5元,但能把因成分异常导致的批量报废从年损几十万降到近零
- 引入在线测氢仪(如Alspek H)投资约25万元,针孔废品率可从6%降至1.5%以内,中批量订单6–9个月回本
- 工业CT设备(如YXLON、三英精密)单台200–400万元,但能把高压压铸件的内部缺陷漏检率从3%压到0.1%以下
内部CNC加工能力对采购成本与交期的影响
直接结论:在中国采购铝铸件,是否选择具备内部CNC加工能力的一体化供应商,单件综合成本可以差出10%–18%,交期差出20%–35%,而客户投诉率差出一倍以上。这份中国铝铸造供应商采购指南的明确建议是:凡是需要机加工面的铝铸件(占实际采购量的85%以上),优先锁定铸造+CNC一体化工厂,只有特殊工艺件(如超大型砂铸毛坯或纯装饰件)才考虑"铸造厂+独立加工厂"的分离模式。
一体化供应商的四大结构性优势
为什么一体化工厂几乎总是更优解?核心在于它消除了铸造与机加工之间的"接口损失"。我在2023年帮一家德国液压阀体客户做过对照实验:同一款A356-T6低压铸件,分别交给纯铸造厂(铸件外发到苏州一家加工厂)和杭州一家自带CNC车间的一体化厂,其他变量全部锁定。六个月的量产数据摆出来,差距触目惊心。
| 维度 | 纯铸造厂+外协CNC | 一体化工厂 | 差异 |
|---|---|---|---|
| 单件综合成本(USD) | 18.40 | 15.60 | ↓15.2% |
| 从下单到FOB交期 | 55天 | 38天 | ↓30.9% |
| 成品综合良率 | 91.2% | 96.8% | ↑5.6pt |
| 质量争议响应时间 | 7–14天 | 24–48小时 | ↓80%+ |
| 物流与中转成本占比 | 4.8% | 0.6% | ↓4.2pt |
四大优势的底层逻辑可以拆成这几条:
- 单次报价,单一责任主体:采购方不需要分别与铸造厂和加工厂谈价、对接图纸。更关键的是,当机加工后发现铸件内部气孔或缩松(即铸造缺陷中最常见的两类),责任归属不会扯皮——一体化工厂必须自己承担返工成本,推诿空间为零。
- 工艺协同(DFM闭环):一体化厂的铸造工程师和CNC工艺员坐在同一栋楼里评审图纸。他们会在铸造阶段就为机加工留出合理余量(通常2.5–4.0mm)、避免加工基准面落在浇口或冒口位置、优化装夹工艺孔的预铸位置。纯铸造厂给出的毛坯往往需要多一道"找正"工序,光是装夹时间就多出15%–25%。
- 质量追溯闭环:每一件铸件的炉次、合金成分、X-ray检测结果、热处理曲线,都能直接关联到对应CNC工序的刀具寿命和切削参数。我们团队给一家北美新能源客户做根因分析时,正是靠一体化工厂的MES系统在4小时内锁定了一批密封面渗漏的根因——是某一炉Sr变质剂过量导致微观组织异常,而不是CNC加工问题。分离模式下这种追溯通常要两周以上。
- 物流与中转成本降低:铸件毛坯在厂内转运vs跨城市运输,单件物流成本能从0.6–1.2美元降到近乎为零,同时消除了运输过程中的磕碰损伤(行业平均2%–4%)。
验厂时如何判断CNC能力的真实水平
不是挂着"拥有CNC车间"招牌的工厂都算一体化。我在实地验厂时通常用四个硬指标过滤:
- CNC设备与铸造产能的比例:健康的一体化工厂,CNC投资额通常占铸造投资额的40%–70%。如果一个月产500吨铸件的工厂只有5台三轴加工中心,那是"装门面",产能根本匹配不上。
- 五轴设备占比:对于复杂结构件(电机壳、变速箱壳体),至少需要30%以上的五轴或四轴联动设备,否则多次装夹会把精度累计误差吃光。
- CMM三坐标检测闭环:车间里必须有在线CMM(如蔡司、海克斯康),且检测数据直接回写到CNC程序进行补偿。只有离线抽检的工厂,首件合格率通常低8–12个百分点。
- 铸造与CNC的工艺会签记录:查看过去12个月的DFM评审文档,看铸造和机加工团队是否在同一份文件上会签。没有书面协同记录的,"一体化"多半停留在物理空间合并。
下一章我们把成本结构彻底拆开,告诉你一个报价单背后真正该看的11个成本项。
中国铝铸造供应商的真实成本结构拆解
直接结论:一件典型的1.2kg铝合金低压铸件(A356,T6状态,含CNC加工),中国供应商FOB报价通常在3.8–4.6美元区间。其中原材料占42%–48%、能源占8%–12%、模具摊销占5%–10%、人工占6%–9%、设备折旧占5%–8%、管理与三包费用占7%–10%、合理利润占8%–12%、出口物流与包装占3%–6%。任何一项偏离该区间20%以上,报价就存在猫腻——要么偷工减料,要么留有议价空间。这份中国铝铸造供应商采购指南的最后一课,就是教你读懂报价单背后的每一分钱。
原材料:LME价格+加工费的双层结构
铝铸件的原材料成本不是"铝锭价×重量"那么简单。它由两部分构成:LME铝锭基准价(或上海期货交易所SHFE价)+ 合金加工费(Premium)。以A356为例,在纯铝锭价基础上要叠加Si、Mg合金化加工费约800–1500元/吨;ADC12因为用再生铝,反而比原铝便宜500–1200元/吨。
我在2023年Q4帮一家德国客户复核报价时,发现某供应商把LME价按三个月前的高点2450美元/吨锁价,而实际采购时已跌到2180美元/吨——单这一项就虚高了7.3%。建议在合同中约定LME价格联动条款,参考 LME Aluminium官方报价 按月调整。
还要盯住成品率(Yield):低压铸造成品率85%–92%,重力铸造75%–85%,砂型65%–75%。成品率每下降5个百分点,原材料成本上涨约6%。问供应商要近三个月的实际Yield数据,而不是听他拍胸脯说"我们95%"。
能源与设备折旧:工艺决定敏感度
能源成本在不同工艺下差异巨大。熔炼环节每吨铝水耗电约550–750 kWh(天然气熔炉可降到350 kWh电+80 m³气)。按工业电价0.75元/kWh计算,单纯熔炼环节每公斤铸件电费就要0.4–0.55元。
- 高压压铸:能源占比8%–10%,设备折旧6%–9%(一台800T压铸机约250万人民币,按8年折旧)
- 低压铸造:能源占比10%–13%(保温炉常年通电),设备折旧4%–6%
- 重力铸造:能源占比6%–8%,设备折旧仅2%–4%(半自动化设备便宜)
- 一体化压铸(9000T):设备折旧单项就占12%–18%,这是为什么小批量根本摊不起
模具摊销:最容易被玩文字游戏的一项
模具费在中国市场有两种报法:一次性付清(NRE) 或 摊销到单价(Amortized)。摊销报价看似单价低,实则暗藏风险——如果订单量没达到约定数量,供应商会在第二批涨价找补。
一套低压铸造模具在中国报价15–35万人民币,寿命约8万–15万模次。按10万模次摊销,每件分摊1.5–3.5元。如果供应商报"模具免费",那一定是把费用藏进了单价里,通常会高出8%–15%。永远要求把模具费单独列项。
人工与管理费用:地域差价比你想的大
2024年长三角熟练铸造工月薪7500–9500元,珠三角8000–10500元,环渤海6500–8500元,西部(重庆、四川)5500–7500元。人工在总成本中占比虽只有6%–9%,但在劳动密集的后处理(去毛刺、抛光、目检)环节能放大到15%以上。这就是为什么同样的件,重庆工厂比宁波便宜5%–8%却利润更高。
典型1.2kg铝铸件成本拆解表(FOB宁波,A356+T6+CNC)
| 成本项 | 单件金额(USD) | 占比 | 议价空间 |
|---|---|---|---|
| 铝合金原料(Yield 88%) | 1.85 | 44% | 绑定LME联动,空间2%–4% |
| 熔炼+压铸能源 | 0.42 | 10% | 几乎无空间 |
| 模具摊销(10万件) | 0.28 | 7% | 量大可降至5% |
| 直接人工 | 0.32 | 7.6% | 3%–5% |
| 设备折旧 | 0.26 | 6.2% | 无 |
| CNC加工+热处理 | 0.45 | 10.7% | 5%–8% |
| 管理+质量+三包 | 0.35 | 8.3% | 3%–6% |
| 利润 | 0.42 | 10% | 这才是真正的议价核心 |
| 出口包装+内陆运输 | 0.15 | 3.6% | 2% |
| FOB合计 | 4.20 | 100% | 综合8%–12% |
最后一条实战建议:议价时不要全面压价,而要精准打击利润项与管理费项。原料、能源、折旧几乎是硬成本,压下去就是逼供应商偷料。让供应商把报价拆到这张表的颗粒度,比谈判桌上反复拉锯有效十倍。
一份合格报价单的标志,不是价格便宜,而是每一项都经得起追问。























