Basınçlı döküm kalıp imalatı
Basınçlı döküm kalıp imalatı, hassas işleme ve ısıl işlem sürecinden geçer, yüksek performanslı kalıp çeliği yüksek basınca, yüksek hızlı metal sıvı darbesine ve sıcak iş kalıbının entegre karmaşık çekirdek çıkarma ve soğutma sistemine dayanabilir.
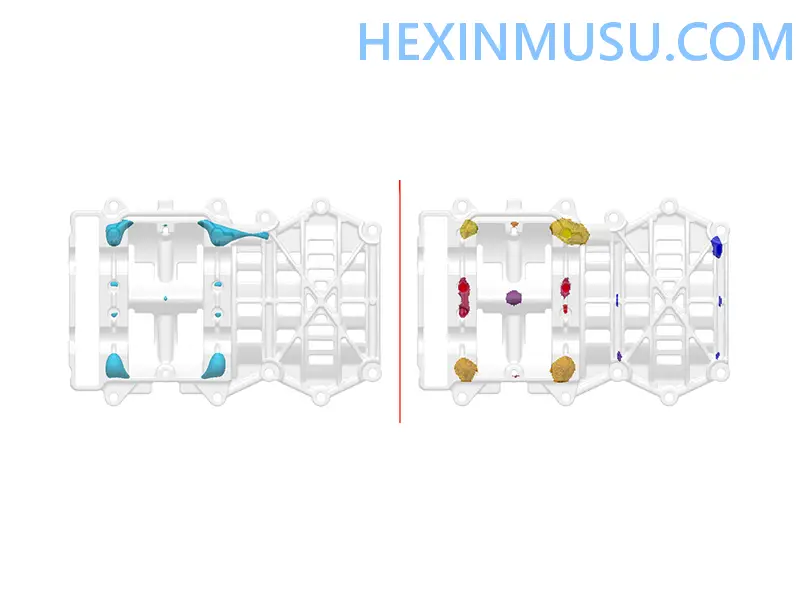
Şimdi bir soruşturma gönderinYüksek basınçlı döküm, kokil döküm ve alçak basınçlı döküm basınçlı kalıp imalatı, esasen metal sıvının boşluğu doldurma dinamiğine ve şekline göre farklı döküm süreçleri için yüksek hassasiyetli metal boşluk araçlarının uyarlanması sürecidir. Bunlar arasındaYüksek Basınçlı DökümKalıplar son derece yüksek enjeksiyon basınçlarına ve yüksek dolum hızlarına maruz kalır ve genellikle milisaniyelik dolum altında ömrü ve ısı dağılımını korumak için tasarlanmış hassas ejektör, maça çıkarma ve soğutma sistemlerine sahip yüksek mukavemetli sıcak iş kalıp çeliğinden yapılır;yerçekimsel dökümKalıp, makul egzoz ve sıralı katılaştırma tasarımına ve daha geniş bir malzeme seçimine odaklanan nispeten basitleştirilmiş bir yapıya sahip sıvı metalin kendi ağırlığıyla doldurulmasına dayanır;düşük basınçlı dökümKalıplar, iş parçasının düşük basınçlı gaz altında aşağıdan yukarıya doğru sorunsuz bir şekilde doldurulduğu sızdırmaz ve yalıtımlı bir dökme sistemi ile yakından entegre edilmiştir ve kalıp tasarımı dikey yönlü katılaşma ve büzülme kanallarına özel önem vermektedir. Farklı güç kaynaklarına rağmen, her üç kalıp tipi de dökümlerin basınç altında, düşük basınçta veya hiç basınç olmadan yoğun bir şekilde paketlenmesini ve net bir şekilde tanımlanmasını sağlamak için boşluk boyutlarında yüksek doğruluk, mükemmel serbest bırakma açıları ve kaplama işlemleri için tasarlanmıştır.
1. Tasarım ve İnceleme3D/2D grafik tasarım
2. Malzemeler ve Kaba İşlemeKalıp maçalarının kaba işlenmesi
3. Son işlem ve özel işlemeIsıl işlem sonrası hassas frezeleme
4. Montaj ve devreye almaKalıp Uydurma Kalıbı
5. Kabul ve teslimatBoyutların incelenmesi, teslimat öncesi bakım