
Delik işleme yöntemlerine giriş - delme, raybalama, havşa açma, raybalama
Yazar:H.K.X Yayın tarihi:2025-06-09 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntüleme sayısı:9630
Makale kataloğu[Gizli]
delinmiş delik
Katı malzemedeki deliklerin burgulu matkap ile işlenmesi yöntemine delme denir. Genel işleme, IT14 ~ IT11 boyutsal tolerans sınıfı, 50 ~ 12.5μm yüzey pürüzlülüğü Ra değeri ile elde edilebilir.
Yaygın olarak kullanılan delme makineleri şunlardır: tezgah üstü delme makineleri, dikey delme makineleri ve külbütörlü delme makineleri.
1. Delme makinesi
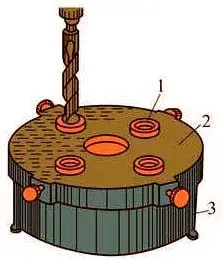
(1) masaüstü matkap olarak adlandırılan masaüstü delme makinesi (Şekil 1), kullanmak için sıkıştırma masasına yerleştirilen küçük bir makine aletidir. Delme çapı genellikle 12 mm'nin altındadır. Esas olarak küçük iş parçalarını çeşitli deliklerde işlemek için kullanılır, en çok kullanılan sıkıştırma.
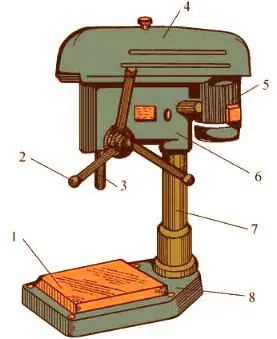
Şekil 1 Tezgah üstü delme makinesi
1-Tabla 2-Besleme kolu 3-Mil 4-Kayış kapağı 5-Motor
6-Mil tutucu 7-Sütun 8-Tutucu
(2) Dikey matkap olarak adlandırılan dikey delme makinesi (Şekil 2), genellikle orta büyüklükteki iş parçalarında delik açmak için kullanılır, özellikleri maksimum delme çapı ile. Yaygın olarak 25 mm, 35 mm, 40 mm, 50 mm ve benzeri kullanılır.
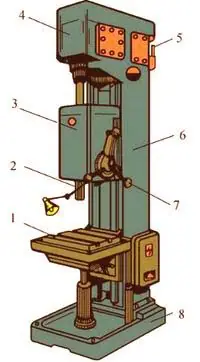
Şekil 2 Dikey delme makinesi
1-Tabla 2-İş mili 3-Besleme kutusu 4-İş mili dişli kutusu
5-Motor 6-Sütun 7-Besleme kolu 8-Makine tabanı
3) Rocker kollu delme makinesi Rocker kollu delme makinesi, kolon etrafında dönebilen bir rocker kola sahiptir (Şekil 3). Mil kutusu kol üzerinde yanal olarak hareket ettirilebilir ve kol ile kolon boyunca yukarı ve aşağı ayarlanabilir, böylece işlem delinecek deliklerin merkezine kolayca ayarlanabilir ve iş parçasının hareket etmesi gerekmez. Rocker kollu delme makinesi geniş bir işleme yelpazesine sahiptir, her türlü vida deliğini, dişli delikleri ve büyük iş parçalarının yağ deliklerini delmek için kullanılabilir.
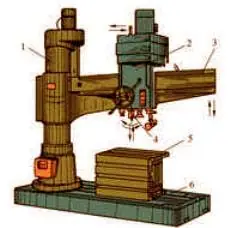
Şekil 3 Salıncak kolu delme makinesi
1-Sütun 2-Mil kutusu 3-Salıncak kolu 4-Mil 5-Tablo 6-Makine tabanı
2、Bükümlü matkap
Bükümlü matkap, Şekil 4'te gösterildiği gibi bir kesme parçası, bir kılavuz parçası ve bir şafttan oluşan delik delmek için kullanılan ana alettir. Çap 12 mm'den az olduğunda genellikle düz şaftlı matkap ve 12 mm'den fazla olduğunda konik şaftlı matkaptır.
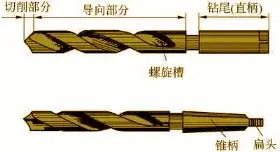
Şekil 4 Bükümlü matkap
Burgulu matkap, kesme kenarını oluşturmak, kesme sıvısını taşımak ve talaş kaldırmak için kullanılan iki simetrik spiral oluğa sahiptir. Ön ucun kesme kısmı (Şekil 5) iki simetrik ana kesme kenarına sahiptir ve iki kenar arasındaki 2φ açısı keskin açı olarak adlandırılır. İki üst yüzeyin kesişme çizgisi enine kenar olarak adlandırılır. Kılavuz parçadaki iki kenarlı bant, kesme işleminde kılavuz rolü oynar ve aynı zamanda matkap ucu ile iş parçasının delik duvarı arasındaki sürtünmeyi azaltır.
3. Sondaj işlemleri
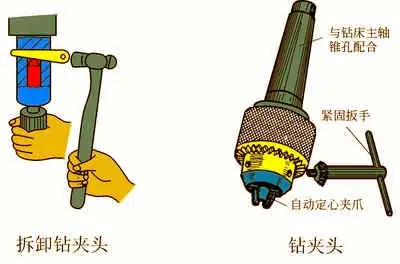
1) Matkap uçlarının bağlanması Matkap uçları için bağlama yöntemleri, saplarının şekline göre değişir. Konik şaftlı matkaplar doğrudan delme makinesinin mil deliğine monte edilebilir, daha küçük matkaplar bir geçiş manşonu ile monte edilebilir (Şekil 6); düz şaftlı matkaplar genellikle bir matkap aynası ile monte edilir (Şekil 7).
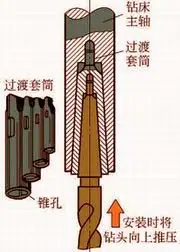
Şekil 6 Konik şaftlı matkabın montajı
Şekil 7 Şekil 8
Matkap aynası veya geçiş kovanı, yuvarlak kenarı yukarı bakacak şekilde kama matkap pres milinin yan tarafındaki konik deliğe sokularak, matkap aynası sol elde tutularak ve matkap aynasını çıkarmak için kama sağ elde bir çekiçle vurularak çıkarılır (Şekil 8).
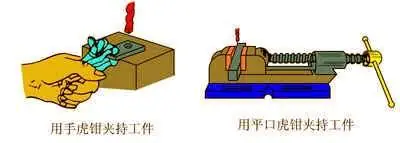
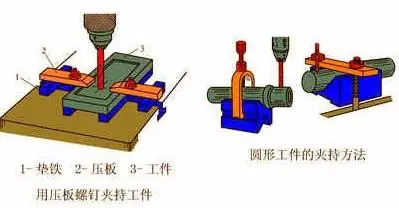
(2) İş parçasının bağlanması Sondajdaki güvenlik kazalarının çoğu iş parçasının yanlış bağlama yönteminden kaynaklanmaktadır. Bu nedenle, iş parçasının bağlanmasına dikkat edilmelidir. Küçük ve ince duvarlı parçaların delinmesinde, iş parçasını bağlamak için el mengenesi kullanılır (Şekil 9). Orta büyüklükteki parçalar için düz bir mengeneye sıkıştırın (Şekil 10). Mengeneye sıkıştırmak için uygun olmayan büyük ve diğer iş parçaları, plaka vidaları ile doğrudan matkap pres tablasına sabitlenebilir (Şekil 11). Yuvarlak millerde veya manşonlarda delik açmak için, iş parçası delikleri açmak üzere bir V-demirine bastırılmalıdır (Şekil 12). Toplu ve seri üretimde, delik delmek için yaygın olarak delme aparatları kullanılır (Şekil 13).
Şekil 9 Şekil 10
Şekil 11 Şekil 12
Şekil 13 Delme kalıbı
1-matkap kovanı; 2-matkap kalıbı; 3-iş parçası
(3) delme işleminden önce hat delme işlemine göre, numune delme gözlerinin merkezinde ön delik açılmalıdır, delme, her şeyden önce, numune delme gözü testi ile hizalanmış, önyargı gibi sığ bir çukur delme, numune delme işlemini düzeltmek için kullanılabilir yeniden delme, aynı zamanda birkaç oluktan çıkan burin burini düzeltmek için de kullanılabilir (Şekil 14). Delme sırasında, ilerleme hızı düzgün olmalı, delinecek, ilerleme miktarı azaltılmalıdır. Sert malzemeleri kesme sıvısı ile delin. Derin delikler açarken (delik derinliği L'nin çap d'ye oranı 5'ten büyüktür), matkap ucu sık sık talaş kaldırmadan çıkmalıdır.
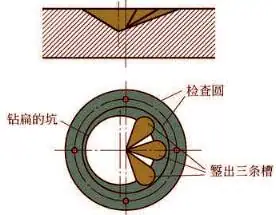
Şekil 14 Delme sapması durumunda burin yiv düzeltmesi
raybalama (yani bir deliği genişletme)
Delinmiş bir deliğin raybalama matkabı ile büyütülmesine raybalama denir (Şekil 1b). Raybalama için kullanılan alet, Şekil 1a'da gösterildiği gibi raybalama matkabıdır. Raybalama matkabı sertliği, enine kenar olmaması, iyi kılavuzluk nedeniyle, raybalanmış delik boyutu tolerans seviyesi IT10 ~ IT9, yüzey pürüzlülüğü Ra değeri 3,2μm'ye kadar iyileşmiştir. raybalama, son işleme olarak kullanılabileceği gibi, ön işlemeden önce deliğin raybalanması olarak da kullanılabilir.
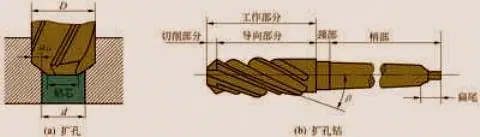
Şekil 1 Raybalama matkabı ve raybalama
havşa açma
Belirli bir şekle sahip bir deliğin veya tırnağın düz bir yüzeyi, deliğin yüzeyinde havşa açılarak işlenir ve buna havşa açma denir. Örnekler arasında silindirik havşaların havşalanması, konik havşaların havşalanması ve bir rondelayı yerleştirmek için kullanılan bir tırnağın düzleminin havşalanması sayılabilir.
raybalama (yani bir delik açma)
Raybalama deliklerin bitirilmesidir. Raybalama kaba raybalama ve ince raybalama olarak ikiye ayrılabilir. Şekil 3a'da gösterildiği gibi ince raybalama, işleme payı küçüktür, sadece 0,05 ~ 0,15 mm, IT8 ~ IT7'ye kadar boyut tolerans seviyesi, 0,8μm'ye kadar yüzey pürüzlülüğü Ra değeri. iş parçası delinmeden önce raybalama bir genişletme (veya delme) ve diğer işlemler yapılmalıdır.
1、Reamer
İki tip rayba vardır: el raybaları ve makine raybaları (Şekil 3b). El raybaları düz şaftlıdır ve uzun bir çalışma parçasına sahiptir. Makine raybaları çoğunlukla konik şaftlıdır ve delik açmak için delme makinelerine, tornalara veya delik işleme makinelerine monte edilebilir. Raybanın çalışma kısmı bir kesme parçası ve bir bitirme parçasından oluşur. Kesme kısmı koniktir ve kesme işinden sorumludur; parlatma kısmı ise kılavuzluk ve parlatma rolünü oynar. Raybanın 6 ila 12 kesme kenarı vardır ve her kenarın kesme yükü hafiftir.
2、Silindirik deliklerin elle raybalanması için adımlar ve yöntemler
(1) Delik çapı ve delik doğruluğu gereksinimlerine göre, delik işleme yöntemini ve işlemler arasındaki işleme payını belirlemek için, örneğin daha yüksek hassasiyetli φ30 delik işleme için Şekil 4.
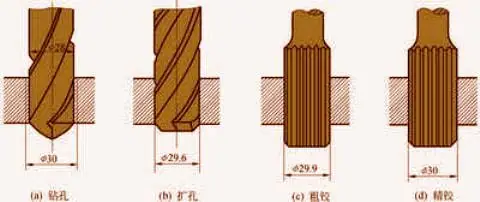
Şekil 4 Delik işleme yöntemi ve işlem ödeneği
2) Delikleri delin veya raybalayın ve ardından raybalayın.
(3) elle raybalama, her iki el, raybanın saat yönünde yönüne göre eşit şekilde kuvvet uygular ve aşağı doğru basıncı hafifçe zorlar, herhangi bir zamanda tersine çevrilemez, aksi takdirde talaşlar kalabalık rayba, delik duvarını çizer, böylece rayba bıçağı yontulur, delikten raybalanır pürüzsüz değil, yuvarlak değil ve yanlış.
(4) Raybalama işlemi sırasında, rayba dönmezse, sert bir şekilde anahtarlamayın, ancak raybayı dikkatlice dışarı çekin ve raybanın talaşlarla sıkışıp sıkışmadığını veya sert bir noktayla karşılaşıp karşılaşmadığını kontrol edin. Aksi takdirde, rayba kırılacak veya kesici kenar yontulacaktır.
(5) Beslemenin boyutu uygun ve eşit olmalı ve sürekli olarak soğutma yağı eklenmelidir.
6) Deliği oyduktan sonra, oyucuyu saat yönünde döndürerek delikten çıkın.























