
Alüminyum döküm kalıp tasarımı ve imalatı
Yayınlanma Tarihi:2024-08-05 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:11881
Makale kataloğu
A. Basınçlı döküm kalıplama teknolojisine giriş
Basınçlı döküm olarak adlandırılan basınçlı döküm, kalıp döküm makinesi basıncının, belirli parçaların yapısına ve proses gereksinimlerine göre tasarım ve kalıp boşluğunun hassas imalatından sonra belirli bir hızda alaşımlı erimiş sıvı ile doldurulması ve alaşımlı erimiş sıvının belirli bir basınç altında tutulması için kullanılmasıdır. kalıp boşluğunun etkisi, soğutma katılaşması ve bir tür yüksek verimli ve yüksek verimli hassas döküm teknolojisinin şekillendirilmesi.
B. Basınçlı döküm kalıplama teknolojisinin özellikleri ve uygulama alanı
1, kalıp döküm kalıplama teknolojisinin özellikleri
Yüksek basınç, yüksek hız, iki ana özelliğin kalıp döküm sıvı veya yarı sıvı metal dolgu kalıplama işlemidir, ancak aynı zamanda kalıp döküm kalıplama teknolojisi ve diğer döküm yöntemi en temel farktır.
2、Döküm kalıplama teknolojisinin uygulama kapsamı
Basınçlı döküm teknolojisi en gelişmiş metal şekillendirme yöntemlerinden biridir ve daha az talaş elde etmenin ve talaşsız üretimin etkili bir yoludur. Şu anda, kalıp döküm için kullanılan alaşım artık sadece çinko, alüminyum, magnezyum ve bakır alaşımlarıyla sınırlı değildir, ancak kalıp döküm üretmek için dökme demir ve dökme çelik ve diğer demir alaşımlarına giderek genişlemektedir.
C. Basınçlı döküm kalıplama teknolojisinin gelişim trendi
Basınçlı döküm kalıplama teknolojisinin kullanımı nedeniyle, işletmeler için olumlu ve belirgin ekonomik faydaları vardır. Gelecekteki kalıp döküm kalıplama
Teknoloji şu yönde ilerliyor:
(1) Basınçlı döküm kalıplama teknolojisi zeka yönünde gelişmektedir.
(2) Endüstriyel teknolojik ilerlemenin ihtiyaçlarını karşılamak üzere kalıp döküm için yeni malzemelerin araştırılması ve geliştirilmesi.
(3) Otomasyon seviyesini iyileştirmek için yeni tip kalıp döküm ekipmanlarının araştırılması ve geliştirilmesi.
(4) Yeni tespit teknolojilerinin geliştirilmesi.
(5) Yeni kalıp döküm teknolojisinin geliştirilmesi ve kalıp döküm sürecinin iyileştirilmesi ve geliştirilmesi.
(6), kalıp döküm kalıp ömrünü iyileştirmek, demirli metal kalıp döküm sorununu çözmek için üretim maliyetlerini azaltmak, kalıp döküm üretmek için kademeli olarak dökme demir ve dökme çelik ve diğer demir alaşımlarına genişletildi.
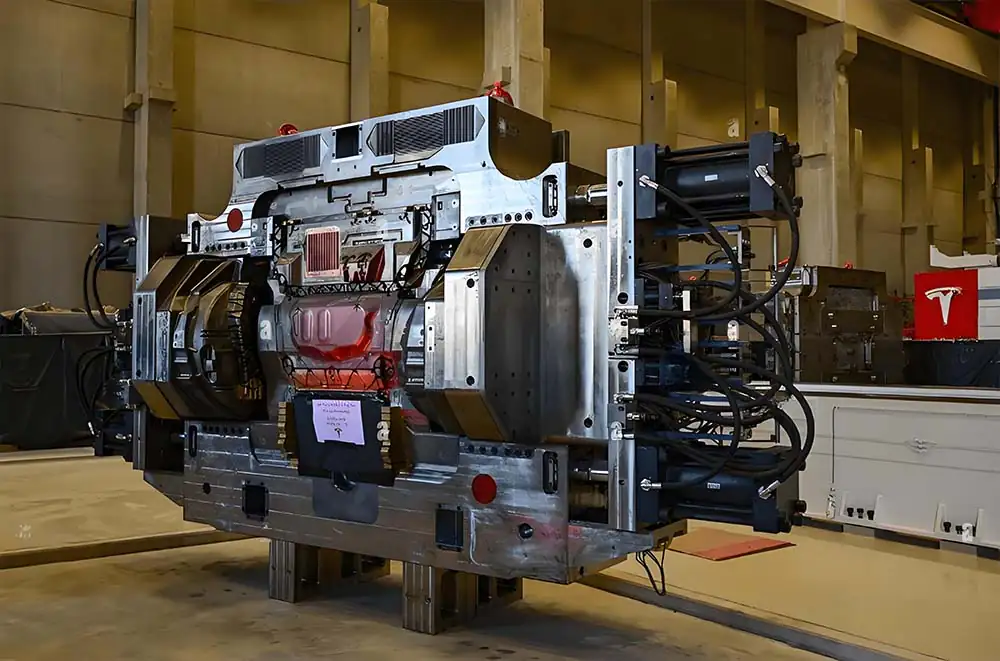
Basınçlı döküm kalıp tasarımı
A. Basınçlı döküm kalıp tasarımına genel bakış
- Basınçlı döküm, basınçlı döküm kalıbı, basınçlı döküm makinesi, basınçlı döküm alaşımı ile basınçlı döküm işlem parametrelerinin birbirine bağlı koordinasyonu, basınçlı döküm kalıplama işleminin ortak tamamlanması. Basınçlı döküm üretim sürecinde basınçlı döküm kalıbı aşağıdaki gibidir:
- ①.Dökme sistemini, özellikle iç kapının konumunu ve infüzyon yönünü ve birlikte erimiş metalin doldurma koşullarını ve kalıplama koşulunu belirleyen taşma sisteminin konumunu belirleyin;
- ②, kalıp döküm kalıbı, kalıp dökümün yeniden üretilmesidir, kalıp dökümün şeklini ve hassasiyetini belirler;
- ③, kalıp şekillendirme yüzeyinin kalitesi, basınçlı dökümün yüzey kalitesini ve kalıptan çıkmaya karşı direncin boyutunu doğrudan etkiler.
- ④, kalıp döküm kalıplamadan sonra, kalıp dökümlerin kalıp döküm kalıbından düzgün bir şekilde ayrıldığından emin olun ve kalıp gövdesini dışarı ittikten sonra herhangi bir değişiklik olmamalıdır.
- Şekillerin, kırılmaların vb. meydana gelmesi;
- ⑤. Kalıbın enjeksiyon kuvvetinin etkisine ve iç kapının kalıp üzerindeki hızına dayanma gücü ve sertliği;
- (vi) Kalıp döküm işlemi sırasında kalıbın ısı alışverişini ve ısı dengesini kontrol etmek ve düzenlemek;
- (vii) Basınçlı döküm makinesinin kalıplama verimliliğini en üst düzeye çıkarmak.
B. Basınçlı döküm kalıp tasarımının temel ilkeleri
(1), basınçlı dökümün ve montaj ilişkisinin diğer yapısal parçalarının kullanımını tam olarak anlamak ve basınçlı dökümün yapısal özelliklerine göre, ana ve ikincil arasında ayrım yapmak için kalıbın tasarımında performansın kullanılması, kalıp yapısının kilit noktalarını vurgulamanın yanı sıra kalıp işleminin işlenmesi, kalıp ayırma yüzeyinin makul seçimi, boşlukların sayısı ve kalıbın yan tarafının formunun başlatılması formunun kalıp döküm formunun düzeni.
(2) Mevcut ekipman gibi saha kalıbının gerçek işleme kapasitesini anlayın ve ünitenin ekipmanının yanı sıra operatörün teknik seviyesi ile birlikte saha işleme kapasitesine uygun olarak kalıp yapısı formunun pratik tasarımı ile işbirliği yapabilir.
(3), kalıp, çeşitli proses gereksinimlerinin kalıp döküm üretimine uyum sağlamalı, dökme sisteminin ve taşma sisteminin kalıp döküm proses gereksinimlerine uygun olarak seçilmeli, özellikle iç kapının konumu, iç kapı hızı ve sıvı akış yönü, iyi bir doldurma etkisi elde etmek ve kalıp dökümde kusur oluşumunu önlemek için sıvı metalin düzgün ve sorunsuz bir şekilde akmasını ve boşluk gazının düzenli olarak boşaltılmasını sağlamalıdır.
(4) Basınçlı dökümlerin istikrarlı kalitesini ve güvenli üretimi sağlamak için basınçlı döküm kalıpları aşağıdaki özelliklere sahip olmalıdır:
①, basit yapı, gelişmiş ve makul, doğru ve güvenilir çalışma, çalışma prosedürünü azaltır.
②, kullanımı kolay, güvenli ve hızlı, aşınan parçaların sökülmesi kolay, bakımı kolay, düşük üretim maliyeti.
(iii) Daha yüksek kalıp döküm verimliliği, hızlı kalıp doldurma, hızlı kalıp açma, esnek ve güvenilir kalıptan çıkarma mekanizması ve yüksek derecede otomasyon.
(5), kalıp yapısal parçaları işleme sürecinin ve ısıl işlem sürecinin gerekliliklerini karşılamalıdır. Uygun malzeme seçimi, özellikle kalıp parçaları ve sıvı metalle doğrudan temas eden diğer parçalar, yüksek kaliteli ısıya dayanıklı çelikten ve sertleştirme işleminden seçilmelidir, böylece termal deformasyona, yorulma mukavemetine ve sertliğe ve diğer kapsamlı mekanik özelliklere ve ayrıca korozyona dayanıklı özelliklere karşı yeterli dirence sahip olur.
(6), darbenin neden olduğu eşleşme doğruluğunun göreceli kayan parçaları üzerindeki kalıp sıcaklığı değişikliklerini tam olarak dikkate almalıdır.
(7) Kalıp tasarımı, ekonominin kapsamlı bir şekilde değerlendirilmesinin fizibilitesine dayanmalıdır.
Kalıbın genel yapısı basit ve pratiktir ve kapsamlı maliyeti düşüktür.
②, ekonomik, pratik boyuta uygun doğrulukta seçilmelidir.
(iii) Döküm sisteminin artık malzeme tüketimini azaltmaya dikkat edin.
Normal tasarımın temel gerekliliklerine ek olarak, özel dikkat gösterilmelidir:
1. İş parçasını doğru ve güvenilir hale getirmek için makul ve gelişmiş basit bir yapı benimseyin ve yapının sertliği iyidir, yani kalıp, kalıbın deformasyonunu ve çatlamasını önlemek için yeterli sertliğe sahip olmasını sağlamak için yeterli kalınlığa sahiptir. Ayrıca, kalıbın sökülmesinin ve değiştirilmesinin kolay olduğunu da göz önünde bulundurmak gerekir, bu da
Kalıbın ömrünü uzatın;
2. Kalıp üzerindeki parçalar, işleme prosesi ve ısıl işlem prosesi gereksinimlerini karşılamalıdır. Sonraki ısıl işlemi kolaylaştırmak ve gerilim yoğunlaşmasını önlemek için keskin köşelerden ve ince duvarlardan mümkün olduğunca kaçının veya azaltın. Yapı keskin köşelerden kaçınamıyorsa, yeterli R açısı ayırmak için kaba işlemede olmalı, ısıl işlem çatlaması riskini önlemek için yerinde işlemeden sonra ısıl işlem yapılmalıdır.
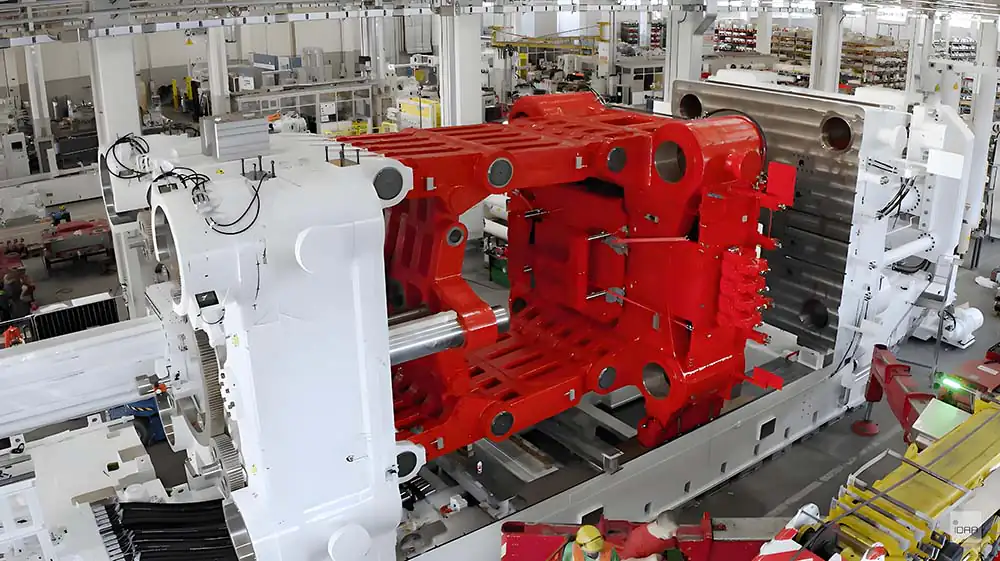
3, büyük kalıp döküm kalıbı (1 metrekareden daha büyük ayırma yüzeyi projeksiyon alanı), büyük farklılıkların termal genleşmesi nedeniyle hareketli ve sabit kalıptan kaçınmak için kare kılavuz sütun kılavuz sistemi kullanmalıdır, bu da kılavuzluk hassasiyetinin düşmesine neden olur;
4, büyük karmaşık kalıp döküm kalıbı dökme sistemi ve egzoz sistemi ve soğutma sisteminin tasarımı için, akış analizi ve ısı dengesi analizi yapmak en iyisidir. Bu yolluk sistemi düzenlemesi (düz yolluk, çapraz yolluk, iç kapı) ve sabit sıcaklık ön ısıtma sistemi konumu, açı boyutu, miktarı vb. makul bir düzen yapacaktır; Hepimizin bildiği gibi, dökme sistemi basınç odasından boşluğa sıvı metaldir, sıvı metal ile boşluk parçalarına, yönüne, akış durumuna yakından ilişkilidir ve doldurma hızını, doldurma süresini, boşluk sıcaklığını ve diğer doldurma koşullarını ayarlayabilir. Basınçlı döküm üretiminde, kalıp döküm kalitesi, kalıp döküm operasyon verimliliği, kalıp ömrü (yüksek sıcaklık, yüksek basınç, kalıp boşluğu duvarında yüksek hızlı sıvı metal, korozyon vb.
tasarım ve önemi;
5. İç kapı tasarımıyla ilgili hususlar:
İç kapıdan boşluğa giren yüksek sıcaklıktaki metal sıvı, boşluğun erken erozyon, kalıp yapışması ve çatlamasını vb. önlemek için dinamik sabit modelin duvarına ve çekirdeğine olumlu bir şekilde girmemelidir; çok telli iç kapı kullanıldığında, sıvı metalin birkaç yolun birleşmesinden boşluğa çarpmasıyla oluşan girdap, gaz sarma ve oksitlenmiş cüruf vb. kusurların önlenmesi düşünülmelidir; iç kapının kalınlığının seçimi genellikle ampirik verilere göre formüle edilir ve aşırı basınçlı enjeksiyon hızının neden olduğu erken erozyon, kalıp yapışması, çukurlaşma ve çatlamayı önlemek için kalıp doldurma koşulu altında mümkün olduğunca daha büyük bir tane seçilmesi önerilir. Dolum tipi koşullarında, kalıbın erken aşamasında erozyon, kalıp yapışması, çukurlaşma ve çatlamaya neden olacak çok büyük sıkıştırma ve enjeksiyon hızının etkisinden kaçınmak için daha büyük bir tane seçmeye çalışın;
6. Taşma ve havalandırma tanklarının tasarımı:
Taşma kanalının rolü, boşluğa ilk giren gazla sarılmış soğuk metal sıvıyı ve metal sıvıyı biriktirmenin yanı sıra, kalıbın hizmet ömrünü uzatmaya yardımcı olan kalıbın termal dengesini iyileştirmek için kalıbın her bir parçasının sıcaklığını düzenlemektir. Genellikle sıvı metal sürecinin sonunda yer alan uygun bir taşma tankı kurmak, doldurma koşullarını iyileştirebilir, döküm kalitesini artırabilir. Egzoz oluğu, konumu iç kapının konumu ve ürün yapısı ile ilgili olan boşluktan hava ve boya buharlaşma gazını boşaltmak için kullanılır. Sıvı metal tahliyesinin kalıp dökümü ile mümkün olduğunca boşluk gazı enjeksiyonunu yapmak için, sıvı metal dolum egzoz oluğunun son kısmına yerleştirilecektir. Egzoz tankı genellikle taşma tankı ile birleştirilir, taşma ve egzoz etkisini güçlendirmek için taşma tankının arka ucunda düzenlenir.

İşlemenin kalıp arızası üzerindeki etkisi
Hepimizin bildiği gibi, kalıp döküm kalıbı üretim döngüsü, tornalama, taşlama, frezeleme, delme, planya işleme ve elektrik deşarjlı işleme (tel kesme, EDM) ve diğer işlemleri içeren uzun, karmaşık bir işlemedir. İşleme kalitesi, özellikle kalıp imalat sürecindeki işleme kalitesinin yüzeyi ve sürecin sonraki kullanımı, kalıbın kırılma direncini, yorulma mukavemetini, termal yorulma direncini ve aşınma direncini, korozyon direncini vb. önemli ölçüde etkileyecektir. İşlemedeki küçük bir hata kalıbın erken arızalanmasına neden olabilir. Örneğin, çatlama ve termal çatlama, kalıbın yüzeyindeki termal yorgunluk, stres, düşük mukavemet ve yüzey pürüzlülüğünün neden olduğu alüminyum alaşımlı kalıp döküm kalıbının yaygın bir başarısızlık olgusudur.
1、 Kesme işleminin etkisi
İşleme kesme işlemindeki modül, iş parçası alt tabakasının orijinal dengesinin tahrip olması nedeniyle stres üretecek, bu iç gerilmeler modül yüzeyinin toplam mukavemetini azaltarak termal yorulma mukavemetinin eksikliğine neden olacak ve bu da köşelerde çatlaklar veya çatlaklar üretecektir. ve küçük yarıçaplı ark geçişi. Bu nedenle, keskin köşelerden mümkün olduğunca kaçınılmalıdır. Keskin köşeler ve işleme kesimleri, özel gereksinimler olmadıkça, önemli ölçüde stres konsantrasyonuna neden olabilir, aksi takdirde, keskin köşelerden ve tamamen büyütülmüş eğrilik yarıçapının köşelerinden kaçınmalıdır, amaç stres konsantrasyonunu önlemek veya azaltmaktır. Örneğin: R yay yarıçapını 1 mm'den 5 mm'ye çıkarın, maksimum iç gerilim yaklaşık 40% azalır ve bu da kalıbın tokluğunu büyük ölçüde artırır. Modül yay yarıçapı 2 mm'den 20 mm'ye çıkarıldığında, darbe tokluğu 4 kat artırılabilir. Benzer şekilde, kalıp ömrü üzerindeki kalıp yüzey pürüzlülüğünün boyutu da daha büyük bir etkiye sahiptir. Belirgin bıçak izlerinin, çatlakların, kesiklerin vb. varlığı gibi, bu işleme kusurları stres yoğunlaşmasına neden olacak ve çatlakların temel nedeni haline gelecektir. Bu nedenle, kalıp gereksinimlerinin yüzey pürüzlülüğünü sağlamak için, boşluk yüzeyi taşlanmalı ve kesik izlerini ve diğer kusurları gidermek için cilalanmalıdır. Soğutma suyu deliği delme işlemi, iki yönlü delme, yanlış hizalama, yerde erken çatlamaya, su sızıntısına neden olacaktır. Kalıp embriyosu kesme payı yeterli değildir, kalıp embriyosunun dövülmesinden ve tavlanmasından sonra veya kalıp embriyosu, çekirdek, hava fırınında ısıtma ve söndürme işleminden sonra, genellikle belirli bir dekarbürizasyon tabakası kalınlığı vardır, kesme işlemi dekarbürize tabakanın tamamı çıkarılmalıdır. Aksi takdirde, kalıbın kullanımında kalan dekarbürizasyon tabakası, kalıbın yüzeyinin termal yorulma direncini azaltacak ve parçanın çatlamasına neden olacaktır.
2. Öğütme işleminin etkisi:
Basınçlı döküm kalıplarının ısıl işleminden sonra, taşlama sırasında (sıkıştırma ve tekerlek taşlama dahil) aşağıdaki sorunlar ortaya çıkabilir:
A. Taşlama taşının çok sert olması, besleme miktarının büyük olması, taşlama hızının yüksek olması, taşlama geriliminin çok büyük olması, soğutmanın yetersiz olması veya soğutucunun uygun seçilmemesi nedeniyle çatlama veya çatlama meydana gelir. Çekme gerilmesinin ürettiği sürtünme ısısının neden olduğu sert taşlama taşının malzemenin kırılma tokluğundan daha büyük olması nedeniyle çatlama meydana gelecektir;
B. Taşlama yanıkları ve yüzey yumuşaması. Erimiş kalıp döküm metali ile temas eden yumuşamış yüzey, nispeten düşük mukavemeti nedeniyle ve termal yorulma mukavemeti de yetersizdir, kolayca çatlamaya, erozyona ve çukurlaşmaya neden olur.
C, taşlama stresi. Kalıp yüzeyinin taşlanması, taşlama stresi vardır, kalıp yüzeyinin mukavemetini ve termal yorulma direncini azaltır, kalıp tipi bit köşesinde ve küçük R ark geçişinde çatlaklara veya çatlaklara yol açacaktır, stresi ortadan kaldırma amacına ulaşmak için bir tavlama işlemi için 20 ~ 30 ℃ sıcaklıktaki tavlama sıcaklığından daha düşük olabilir.
3. Deşarj işleminin etkileri
A. Sertleşmiş parlak beyaz bir tabaka üretir
Kalıp boşluklarının elektrik deşarjıyla işlenmesi (EDM ve WEDM) genellikle kalıbın doğruluğunu sağlamak için kalıp su verildikten sonra gerçekleştirilir. İşleme prosesi sırasında, tek bir deşarj tarafından anlık olarak üretilen yüksek sıcaklıklar (binlerce santigrat dereceye, hatta on binlerce santigrat dereceye kadar) nedeniyle, kalıp yüzeyindeki metal hızla eritilir, buharlaştırılır ve buharlaştırılır. Soğutma sıvısının hızlı soğutma uygulaması, yüzeyden itibaren sırasıyla: yeniden katılaşma tabakası (kaba vuruşta 0,2 mm'ye kadar kalınlık, 0,01 mm'ye kadar hassas vuruş), yeniden su verilmiş sertleştirilmiş tabaka (kalınlığı genellikle 0,05 mm'dir, aşırı ısınmış su verme organizasyonunun en yüzey tarafı, kırılgan ve yüksek çatlak hassasiyeti), yüksek sıcaklıkta temperleme yumuşatılmış tabaka ve normal matris organizasyonu ile sonuçlanır. Bu sertleşmiş tabakanın içinde, özellikle yeniden katılaşma tabakasında birçok ince çatlaklar, çatlaklar oluşur ve hatta yeniden su verilmiş sertleşmiş tabakaya (genellikle beyaz tabaka veya metamorfik tabaka olarak adlandırılır) kadar uzanır. Bu tabakanın varlığı kalıbın erken çatlaması veya çatlaması gibi kazalara neden olabilir. (Örneğin, bu durum genellikle debriyaj muhafazaları ve otomobillerin şanzıman gövdeleri gibi kalıp eklerinde görülür). Bu nedenle, bu deformasyon tabakasını manuel taşlama, kimyasal taşlama veya elektrolitik taşlama ile tamamen ortadan kaldırmak gerekir.
B, EDM yüzey pürüzlülüğü ve elektriksel gösterge parametrelerinin elektrik deşarjı ile işlenmesi arasındaki ilişkinin yorulma mukavemeti, elektrot malzemeleri, işleme ile karşılaştırıldığında, yorulma mukavemeti çok daha düşüktür. Kaba vuruş, yorulma mukavemeti işleme için yaklaşık 60% olduğunda 1050μ s darbe genişliğinde.
C. Koruyucu önlemler
Boşaltma işleminin beyaz tabakasının derinliğine bakılmaksızın, kalıp döküm kalıplarının zayıf çalışma koşulları için bu beyaz tabaka ortadan kaldırılmalıdır (taşlama); 0,01 mm veya daha fazla beyaz tabakayı kontrol etmek için yüksek frekanslı, küçük akımlı işlem parametreleri kullanmak için boşaltma işlemi parametrelerini, tercihen kaba ve ince iki aşamalı boşaltma işlemini mümkün olduğunca ayarlayın; boşaltma işlemi, beyaz tabakayı çıkarmak için zımparalamaya ek olarak, aynı zamanda ikincil işlem için yeterince uzun bir süre boyunca hemen gerçekleştirilmelidir. Temperleme sıcaklığı genellikle nihai temperleme sıcaklığından daha yüksektir. Temperleme sıcaklığı, yüzeydeki gerilme gerilimini tamamen ortadan kaldırmak, yeniden su verilmiş tabakanın temperleme stabilitesini iyileştirmek, kırılganlığı azaltmak için genellikle 20 ~ 30 ℃ veya 30 ~ 50 ℃ nihai temperleme sıcaklığından daha düşüktür.
Genel olarak, kalıp yüzeyindeki kesme, taşlama ve elektrik deşarjı işleme kusurları, kalıp yüzeyinin kalitesini düşürerek stres konsantrasyonuna neden olacaktır. Yüksek sıcaklık ve yüksek basınç çalışma koşullarındaki kalıp döküm kalıbı için, alternatif termal stres ve alternatif mekanik stres rolünü üstlenir, kalıp yüzeyinin çatlama, çatlama ve korozyon üretmesi kolaydır, kalıbın erken arızalanmasına neden olur. (Tabii ki, çelik kalitesi, tasarım, ısıl işlem, kullanım, bakım ve diğer birçok faktörden de etkilenir). Tüm bunlar kalıp tasarım mühendislerinin, teknik ustaların, üretim operatörlerinin ve kalite denetçilerinin büyük ilgisini hak etmektedir. Makul kalıp yüzey kalitesi gerekliliklerini ortaya koyun, parçaların keskin köşelerinden ve küçük yarıçaplı ark geçiş bağlantısından ve belirgin bıçak izlerinden kaçınmaya çalışın, elektrik deşarjlı işleme elektrik göstergesi parametrelerini kontrol edin, beyaz parlak tabakayı ortadan kaldırın, vb. Kesme, elektrik deşarjlı işleme ve kelepçeli taşlama pürüzlülük kabul standardını geliştirmek ve her işlem için denetim sistemini sıkı bir şekilde uygulamak. Bu, yanlış işlemeden kaynaklanan kalıbın erken arızalanmasını etkili bir şekilde önleyecek ve kalıbın hizmet ömrünü uzatacaktır.
Basınçlı döküm kalıplarının ısıl işlemi için önlemler:
İlgili bilgilere göre, uygun olmayan ısıl işlem nedeniyle, döküm kalıbının erken arızalanmasının neden olduğu 44% veya daha fazla döküm kalıbı kazasının tamamını oluşturan kalıp döküm kalıbı hizmet ömrü için ısıl işlem etkisi büyüktür. Üretilen stresi söndüren çelik, aslında, sonuçların örgütsel stres süperpozisyonu, yüksek stres düşük tokluk durumunda çelik söndürme, yüksek sertlik ve mukavemet, daha kırılgan, aslında kullanılamaz olduğunda termal stres ve faz değişiminin soğutma işlemidir. Ve su verme stresi deformasyon çatlamasının nedenidir ve yorulma mukavemeti darbe tokluğunun azalmasına yol açar. Bu nedenle, stresi gidermek için su verme işleminden sonra çelik temperlenmelidir. Organizasyonu stabilize edin ve tokluğu artırın.
1、 Kalıp su verme işleminden önce gerilim giderme tavlama işlemi
Kalıbın işlenmesinin büyük bir iç gerilme üretmesinin bir sonucu olarak, iç gerilme yinelemesinin oluşmasıyla ısıl işlemin kalıbın deformasyonuna ve çatlamasına neden olmasını önlemek için, kalıbın işlemede, bir gerilim giderme tavlama işleminden önce söndürülmesi gerekir. Tavlama sıcaklığı 600 ~ 650 ℃, her 25 mm kalınlığa göre yalıtım süresi, yalıtım 1 saat hesaplama, fırın soğutması ile 300 ℃ (ayrıca 500 ℃'ye kadar soğuk) hava soğutmalı yalıtım.
2, makul bir ısıl işlem sürecinin geliştirilmesi
A. Su verme işlemi çok aşamalı ön ısıtmayı ve sıcaklık artış oranının sıkı kontrolünü benimser 1.2343/44 Tipi çelik orta karbonlu yüksek alaşımlı çeliğe aittir ve termal iletkenliği düşük alaşımlı çelikten daha zayıftır. Bu nedenle, su verme ısıtması 300°C, 650°C ve 850°C için çok aşamalı ön ısıtmayı (2 ila 3 aşama) benimsemelidir. Amaç, sıcaklık farkından kaynaklanan termal gerilmeleri azaltmak için iş parçası kalbinin ve yüzeyinin sıcaklıklarının dengelenme eğiliminde olmasını sağlamaktır. Aynı zamanda, ısıtma işlemi sırasında oluşan termal stresi azaltmak için ısıtma hızı yavaş ısıtma prensibi (100 ila 200 ℃ / s) uygulanmalıdır. Yüksek sıcaklıkta ısıtma aşamasında, tane kabalaşmasını önlemek için yüksek sıcaklıkta ısıtma süresini kısaltmak için daha hızlı ısıtma hızı (10 ~ 15 ℃ / s) kullanılabilir;
B. İş parçalarının aşırı ısınmasının önlenmesi
Isıtma aşaması sıcaklığı normal su verme sıcaklığını aşarsa (alet arızası veya iş parçasının ısıtma elemanının yakınına yerleştirilmesi vb. nedenler dahil), su verme sıcaklığındaki artışla birlikte bekletme süresinin uzaması, taneler genellikle irileşir, kırılganlığın organizasyonu artar, kalıntı östenitte artış, küresel karbürlerin çokgen karbürlere dönüşümü ve ağ benzeri bir doku ortaya çıkar, kalıp kullanım sürecinde çatlamaya eğilimlidir;
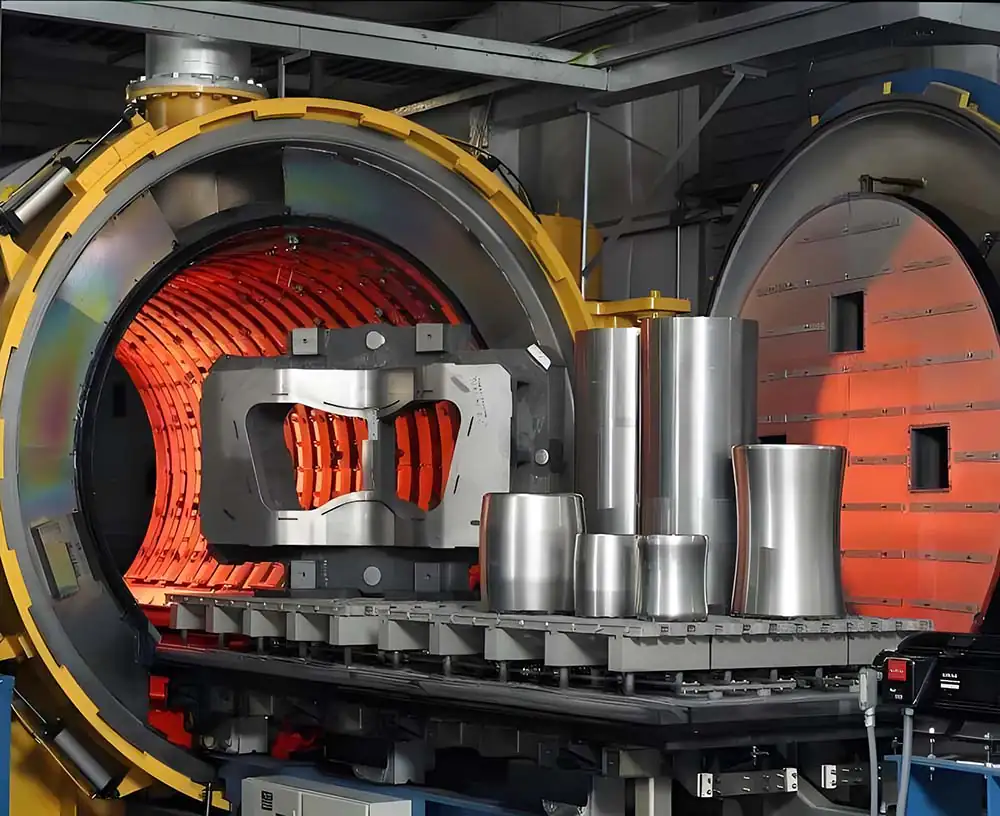
C. Su verme ısıtma ortamının ve soğutma ortamının seçimi
Büyük ve karmaşık hassas kalıplar için günümüz dünyası ve kalıp yüzey oksidasyonunun dekarbürizasyonunu önlemek için vakum veya koruyucu atmosfer ısıl işleminin daha fazla kullanımı, özellikle vakum yüksek basınçlı hava soğutmalı su verme işlemi yaygın olarak kullanılmaktadır. Bununla birlikte, hava soğutma hızının çok düşük olamayacağı, nitrojen basıncı boyutunun yeterli olmasını gerektirdiği, genellikle iş parçasının söndürme sıcaklığından (1020 ~ 1050 ℃) soğuktan 538 ℃'ye kadar gerektirdiği unutulmamalıdır. 28 ℃ / dk'ya eşit veya daha büyük yüzey soğutma hızı sürecinde, 28 ℃ / dk'nın kalbine eşit veya daha büyük iş parçası soğutma hızı için de bir gereklilik vardır. Sıcaklık aralığı, soğutma hızı çok yavaşsa, mikro yapısının söndürülmesi, tane sınırları boyunca çökeltilmiş karbürlere veya diğer dönüşüm ürünlerine sahip olacak, böylece çeliğin tokluğunu azaltacak, kırılganlığı artıracak, işlemin kullanımında erken çatlama olacaktır. Koşullara ek olarak, özellikle karmaşık büyük kalıp döküm kalıpları için kademeli izotermal su verme kullanılabilir, kalıp deformasyonunu etkili bir şekilde azaltabilir ve çatlamayı önleyebilir.
D. Temperleme işlemi
Su verdikten sonra zamanında temperleyin. İş parçası 90 ~ 70 ℃'ye soğutulduktan sonra derhal temperlenmelidir, çünkü söndürmeden sonra iş parçası yüksek gerilimde, düşük plastisite durumundadır, çatlamaya neden olması kolaydır; Temperleme yeterli olacaktır. Söndürmeden sonra büyük karmaşık kalıp döküm kalıbı, genellikle üç kez temperleme, iş parçasının etkili kalınlığına göre her temperleme süresi her 25 mm yalıtım 1 saat hesaplama, ancak 4 saatten az olmamalıdır. Amaç, organizasyonel dönüşüm stresini azaltmak ve boyutu stabilize etmektir.
Basınçlı döküm kalıbı basınçlı döküm üretim ve bakım hususları
1、 Kalıbın iyi ön ısıtması
Deneme veya normal üretimden sonra kalıp montajı, kalıbı önceden ısıtmalı ve kalıp sıcaklığı eşit olmalıdır. Alüminyum-magnezyum alaşımlı kalıp döküm kalıbı ön ısıtma sıcaklığı 250 ~ 320 ℃'de önerilir, kalıp sıcaklığı makine ön ısıtmasının en iyi kullanımı; kalıp ön ısıtma 300 ℃'ye kadar, darbe tokluğu çok hızlı bir şekilde artar, ancak kalıp sıcaklığı 200 ℃'den düşük olduğunda, malzemenin darbe tokluğu çok azalır, kırılganlık artar; kalıbın iyi bir şekilde ön ısıtılmasından sonra, kalıbın iyi bir şekilde ön ısıtılmamasına göre termal iletkenliği yaklaşık 20% yüksektir; kalıp dökme sıcaklığı ve kalıp Yüzey sıcaklığı (ön ısıtma sıcaklığı) farkı ne kadar büyük olursa, termal stres o kadar büyük olur, termal yorgunluğa ve çatlamaya neden olma olasılığı daha yüksektir. Japonya kalıp döküm derneği editoryal bilgileri, kalıp sıcaklığı 250 ℃ ila 350 ℃ arasında, yani dökme sıcaklığı ve kalıp yüzey sıcaklığı farkı 100 ℃ azalır, daha sonra kalıp ömrü neredeyse 10 kat artırılabilir.
2、 Doğru döküm sürecini formüle edin
Dökme sıcaklığı makul olmalı, çok yüksek olmamalıdır. Aksi takdirde, akışkanlık daha iyi olmasına rağmen dökme sıcaklığı çok yüksektir, ancak döküm yoğunlaşma süresi uzundur, büzülme delikleri, hava delikleri üretmek kolaydır, kalıp yüzey sertliğini azaltmak kolaydır, yapışkan bir kalıp vardır, çatlaklar üretir. Kalıp döküm makinesinin sıkıştırma kuvvetini ayarlayın, böylece kalıp kuvveti eşit olur. Doldurma hızını ve doldurma basıncını doğru seçin (veya ayarlayın). Doldurma hızının (fırlatma hızı) çok yüksek olması, erozyon ve yapışma nedeniyle boşluk yüzeyini artıracak ve kalıbın hasar görme olasılığını artıracaktır, çok düşük doldurma hızı, gaz tahliyesine elverişli olmasına rağmen, dökümün mekanik özelliklerini ve yüzey kalitesini bozacaktır. Benzer şekilde, dolum basıncındaki artış da nozul dolum hızını artıracaktır. Kısacası, ılımlı bir değer ayarlamak.
3、 Üretim sırasında soğutma suyunu kapatın
Basınçlı döküm dökme işlemine ara verirken, kalıp sıcaklığının çok fazla düşmemesi için soğutma suyunu kapatmayı unutmayın, böylece dökme işlemine devam ederken döküm kalitesini ve kalıp ömrünü etkiler.
4、 Uygun ayırıcı madde seçimi ve doğru püskürtme yöntemi
Metal çözeltisi temas boşluğu yüzeyine püskürtülecek kalıp döküm, ana rolü boşluk yüzeyinde metal sıvı yapışmasını önlemek ve döküm ve duvar ayrılmasını sağlamak, kalıbın ömrünü uzatmaktır. Kalıp ayırıcı madde su, yağ, son yıllarda da toz ve granül kalıp ayırıcı madde geliştirmiştir. Gereklilikler: Kalıp ayırıcı, dökümün yüzey kalitesi üzerinde olumsuz bir etkiye sahip olamaz, duman kokusu oluşmaz ve kalıntı bırakmaz. Kalıp ayırıcı konsantrasyonu uygun olmalı, sık sık karıştırılmalı, asla çökelmesine izin verilmemelidir, aksi takdirde kalıp boşluğu termal yorulma çatlamasından kaynaklanan aşırı soğuk olacaktır. Püskürtme miktarı az olmalı, püskürtme düzgün olmalı, film oluşumu ince olmalıdır. Çok fazla ve çok kalın püskürtme dökümlerde gevşeme, cüruf, kabarma, gözeneklilik ve diğer kusurlara neden olacaktır. Su bazlı kalıp ayırıcı maddenin püskürtme etkisi iyi değilse, yağ bazlı kalıp ayırıcı madde veya toz bazlı kalıp ayırıcı madde seçmelisiniz. Ancak vakum altında kullanılmalıdır. Döküm kalıptan çıkarma hızlıdır, yüksek üretkenlik, iyi kalite ve kalıp daha az termal stres üretir, bu da kalıbın hizmet ömrünü uzatmaya yardımcı olur.
5. Döküm alüminyum alaşımı kalitesinin alüminyum alaşımının bileşimini garanti ettiğinden emin olun;
Alüminyum alaşım eritme ve bekletme tankı ayrılmalıdır. Merkezi eritme, oksitler gibi gazların içeriğini kesinlikle kontrol etmeli, hurdadan kesinlikle kaçınmalı ve doğrudan tutma fırınına eklenen fırın malzemesine geri dönmelidir, aksi takdirde metal çözeltiyi kirletecek, sadece dökümlerin kalitesini ciddi şekilde düşürmekle kalmayacak, aynı zamanda kalıbın yapışmasına ve korozyonuna neden olması da kolay olacaktır. Alüminyum alaşım çözeltisi Fe içeriği 0.7 ~ 1.3% arasında kontrol edilmelidir, 0.7%'den azsa kalıba yapışma olgusuna neden olmak kolaydır, 1.3%'den büyükse metal bir bileşik sert nokta oluşturacak ve erozyona neden olacaktır.
6、 Kalıbın iyi çalışır durumda olması için iyi bir kalıp bakım sistemi kurun:
A, kalıbın zamanında temizlenmesi ve temizlenmesi, boşluk kalıntılarının ve uçan kenarın giderilmesi; B, hasarlı parçaların değiştirilmesi veya onarılması; C, kalıbın düzenli gerilim giderme işlemi: kalıbın ilk devreye alınması için ilk gerilim giderme işlemi yaklaşık 2000 ~ 5000 kalıp kullanmak için; 10.000 ~ 20.000 kalıp kullanımı için ikinci gerilim giderme işlemi; her gerilim giderme işlemi arasındaki aralığın geri kalanı, yukarıdakiyle aynıdır, maksimum 15.000 kalıbı geçemez. D. Kalıbı bir süre kullandıktan sonra, kalıp yüzeyinin sertliği azaldığında ve kalıba yapışma olgusu meydana geldiğinde, kalıbın yüzeyi pürüzsüz bir şekilde taşlanmalı ve 0,08 ~ 0,12 mm nitrürleme tabakası kalınlığında bir nitrürleme işlemi veya nitrürleme + oksidasyon kompozit işlemi yapılmalıdır, bu da kalıbın hizmet ömrünü etkili bir şekilde artıracaktır.























