
Китайские производители алюминиевого литья - справочник (2026)
Дата публикации:2026-03-19 Категория:общественная информация Просмотры:3749
Каталог статей
- Обзор производителей алюминиевого литья в Китае: отраслевая панорама на 2026 год
- Сравнение основных производственных процессов и технологий для алюминиевого литья в Китае
- Интеграция технологии литья под давлением (Mega Casting) в статус-кво развития Китая
- Основные отраслевые кластеры и региональное распределение алюминиевого литья в Китае
- Подробный перечень китайских производителей алюминиевого литья головки
- Основные области применения алюминиевого литья и анализ рынка переработки и сбыта
- Как оценивать и выбирать китайских производителей алюминиевого литья
- Практическое руководство по проведению заводской инспекции: 12 ключевых контрольных точек для посещения объектов
- Анализ экспортной торговли Китая и международной конкурентоспособности алюминиевых отливок
- Проблемы и тенденции развития китайской промышленности алюминиевого литья
- Интеллектуальное производство и цифровая трансформация: путь обновления для заводов по литью алюминия
- Часто задаваемые вопросы (FAQ) для производителей алюминиевого литья в Китае
- Резюме: Основные рекомендации по выбору китайского производителя алюминиевого литья в 2026 году
В 2026 году на долю китайской отрасли алюминиевого литья придется около 65% мирового производства алюминиевого литья, а годовая стоимость продукции превысит 580 млрд юаней.Независимо от того, являетесь ли вы инженером по поиску поставщиков в транснациональной автомобильной компании или руководителем цепочки поставок в бренде бытовой электроники, понимание технологического расслоения, региональных особенностей и логики выбора заводов-производителей алюминиевого литья в Китае напрямую определяет стоимость и качество ваших деталей. В этом руководстве систематически рассматривается вся картина производства алюминиевого литья в Китае в 2026 году, начиная с технологии производства, промышленных кластеров, оценки поставщиков и заканчивая экспортной торговлей.каталог (на жестком диске компьютера)
- Обзор производителей алюминиевого литья в Китае: отраслевая панорама на 2026 год
- Сравнение основных производственных процессов и технологий для алюминиевого литья в Китае
- Интеграция технологии литья под давлением (Mega Casting) в статус-кво развития Китая
- Основные отраслевые кластеры и региональное распределение алюминиевого литья в Китае
- Подробный перечень китайских производителей алюминиевого литья головки
- Основные области применения алюминиевого литья и анализ рынка переработки и сбыта
- Как оценивать и выбирать китайских производителей алюминиевого литья
- Практическое руководство по проведению заводской инспекции: 12 ключевых контрольных точек для посещения объектов
- Анализ экспортной торговли Китая и международной конкурентоспособности алюминиевых отливок
- Проблемы и тенденции развития китайской промышленности алюминиевого литья
- Интеллектуальное производство и цифровая трансформация: путь обновления для заводов по литью алюминия
- Часто задаваемые вопросы (FAQ) для производителей алюминиевого литья в Китае
- Резюме: Основные рекомендации по выбору китайского производителя алюминиевого литья в 2026 году
Обзор производителей алюминиевого литья в Китае: отраслевая панорама на 2026 год
Сначала о цифрах: общий объем производства алюминиевого литья в Китае в 2025 году составит около 9,8 млн тонн, а прогноз на 2026 год уже приближается к 10,5 млн тонн. Главной движущей силой этого роста являются не традиционные топливные автомобили - напротив, потребление алюминия одним автомобилем в новых энергетических транспортных средствах подскочило со 120 кг до 250 кг и более, что напрямую подтягивает спрос на алюминиевое литье к новому порядку величины.
Мировая доля китайской алюминиевой литейной промышленности стабилизировалась в диапазоне 60%-65%. По данным Литейная планета Согласно опубликованному отчету Global Foundry Industry Report, Китай остается крупнейшим в мире производителем литья уже 18 лет подряд, причем темпы роста алюминиевого литья значительно превышают темпы роста чугунного и стального литья.
Но "большой" не равно "сильный". Китайская индустрия алюминиевого литья демонстрирует четкую пирамидальную структуру:
- Наконечник башни (около 51ТП3Т предприятий)--С интегрированной возможностью литья под давлением, напрямую поставляется Tesla, Azera, BYD и другим OEM-производителям, с годовым доходом более 1 миллиарда юаней.
- Талия (прибл. предприятие 15%)--Компания сертифицирована по стандарту IATF 16949, способна выполнять заказы на изготовление конструктивных и функциональных деталей для автомобилей, с годовым доходом от 1 до 1 млрд. юаней.
- База (около 80% предприятий)-Основаны на общепромышленных деталях и фурнитуре, с жесткой ценовой конкуренцией и низким технологическим порогом
Заметные изменения в 2026 году: продолжающееся ужесточение экологической политики ускоряет перестановки в отрасли. Новые стандарты выбросов загрязняющих веществ в литейной промышленности, опубликованные Министерством экологии и охраны окружающей среды в конце 2025 года, привели к тому, что ряд небольших литейных предприятий, не имеющих установок по очистке выхлопных газов, оказались под угрозой закрытия или консолидации. Это скорее хорошая новость для покупателей - у выживших поставщиков более прочные фундаментальные показатели.
С точки зрения промышленной планировки, китайские производители алюминиевого литья сосредоточены в пяти основных регионах: коридор Фошань-Дунгуань в Гуандуне, пояс Нинбо-Тайчжоу в Чжэцзяне, регион Сучжоу-Наньтун в Цзянсу, кластер Бинчжоу-Яньтай в Шаньдуне и новый район Лянцзян в Чунцине. Каждый из этих кластеров имеет свой собственный "характер" - подробнее об этом в следующем разделе.

Сравнение основных производственных процессов и технологий для алюминиевого литья в Китае
Прежде чем выбрать производителя алюминиевого литья, необходимо выяснить основной вопрос: какой процесс литья подходит для ваших деталей? Многие покупатели воспринимают "алюминиевое литье" как общее понятие, и в результате находят завод по литью под высоким давлением, чтобы подать заявку на литье под низким давлением, теряя две недели времени.
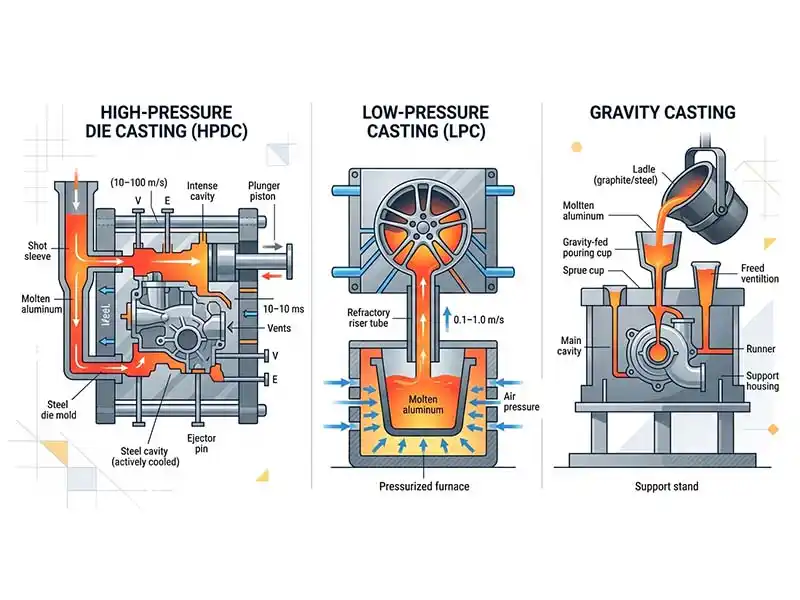
Литье под высоким давлением (HPDC)
Литье под высоким давлением - крупнейший процесс производства алюминиевых отливок в Китае, общий объем производства которого составляет около 551TP3 Т. Принцип работы прост: расплавленный алюминий впрыскивается в полости стальной формы под высоким давлением 70-100 МПа и с очень высокой скоростью (скорость литья 30-100 м/с). Весь процесс заполнения обычно завершается за 0,01-0,2 секунды.
Основные достоинства:Эффективность производства чрезвычайно высока, 800-тонная машина для литья под давлением может работать 800-1200 раз в день; толщина стенок может составлять 1,5 мм или даже меньше; хорошая обработка поверхности, небольшое количество последующей обработки.
Ограничения:Высокоскоростная заливка неизбежно приводит к образованию газа и дефектов пористости внутри отливки, поэтому литье под высоким давлением обычно не подходит для сценариев, требующих термообработки T6. Однако популярность вакуумного литья под давлением и технологии локальной экструзии в 2026 году позволила снизить пористость с традиционных 3%-5% до уровня менее 0,5%.
Типичные области применения: корпуса коробок передач, корпуса двигателей, блоки двигателей, корпуса радиаторов базовых станций 5G, центральные рамы ноутбуков.
Литье под низким давлением (LPDC)
Литье под низким давлением является одним из основных процессов Ningbo Hexin, который фокусируется на автомобильных деталях. С литьем под высоким давлением "насильственная инфузия" отличается, литье под низким давлением через 0,02-0,06MPa низкое давление газа будет толкать в форму снизу медленно алюминиевой жидкости - скорость заполнения составляет всего один процент от литья под высоким давлением.
Медленный имеет преимущество медленного. Алюминиевая жидкость в низкоскоростном ламинарном потоке заполняет состояние, почти нет воздуха в ролике, плотность отливки может достигать 97% выше. Это означает, что отливки под низким давлением могут быть T6 термообработки, механические свойства гораздо лучше, чем обычные литья под высоким давлением.
Литье под низким давлением особенно подходит для равномерной толщины стенок, структурной симметрии вращающихся частей тела. 2026 новая энергия автомобильной области спроса на литье под низким давлением всплеск - электрический привод системы оболочки, блок батареи концевой пластины, зарядки свайный модуль рассеивания тепла, эти части герметичности и механические свойства требования очень высоки, литье под низким давлением является почти оптимальным решением.
Часто упускаемая из виду деталь:Срок службы форм для литья под низким давлением обычно в 3-5 раз больше, чем у форм для литья под высоким давлением, поскольку формы подвергаются гораздо меньшим ударным нагрузкам. При ежегодном использовании 5000-50000 штук деталей среднего объема комплексные затраты на литье под низким давлением ниже, чем на литье под высоким давлением.
Гравитационное литье
Гравитационное литье полагается на силу тяжести самой алюминиевой жидкости для заполнения формы, что кажется самым низким техническим порогом, но его нелегко сделать хорошо. Скорость заполнения полностью контролируется конструкцией системы заливки, а равномерность температурного поля формы напрямую определяет качество литья.
Самым большим преимуществом гравитационного литья является низкая стоимость форм (обычно только 30%-50% от форм для литья под высоким давлением), подходит для малых и средних партий, сложных структурных отливок. Недостатком является медленный темп производства, стоимость одной детали при увеличении партии не так конкурентоспособна, как при литье под высоким давлением.
Литье в песчаные формы и литье по выплавляемым моделям
Литье в песчаные формы подходит для крупных отливок (более 50 кг) и небольших пробных партий, с самой низкой стоимостью формы, но худшей шероховатостью поверхности и точностью размеров. Точное литье (литье по выплавляемым моделям) впадает в другую крайность - оно позволяет достичь допуска CT4, шероховатости поверхности Ra 3,2 или менее, но стоимость одной детали высока, подходит для аэрокосмической промышленности и медицинского оборудования.
Краткий справочник по сравнению процессов
| Тип процесса | Диапазон толщины стенок | Точность размеров | Стоимость пресс-формы | экономическая партия | однородность | типичное применение |
|---|---|---|---|---|---|---|
| Литье под высоким давлением | 1,0-6 мм | CT5-CT7 | $150,000-$800,000 | >10,000 шт. | 92%-96% | Автомобильные детали корпуса, структурные детали 3C |
| литье под низким давлением | 4-25 мм | CT6-CT8 | $80,000-$300,000 | 3,000-50,000 шт. | 97%+ | Ступица, корпус электропривода, корпус клапана |
| гравитационное литьё | 5-30 мм | CT7-CT9 | $50,000 - $200,000 | 500-20,000 шт. | 95%-97% | Трубная арматура, корпус насоса, кронштейны |
| песчаное литьё | 8-100 мм+ | CT9-CT12 | 0.5-$50,000 | 1-5,000 шт. | 90%-94% | Большие рамы, детали для прототипов |
| точное литьё | 1,0-10 мм | CT4-CT6 | $30,000-$150,000 | 500-10,000 шт. | 96%+ | Аэрокосмические лопасти, медицинские приборы |
Практический совет: если годовая потребность в деталях составляет около 5 000 штук, толщина стенок превышает 5 мм, а требования к механическим свойствам высоки, не спешите сразу переходить на литье под высоким давлением - литье под низким давлением или гравитационное литье может оказаться более экономичным вариантом.
Интеграция технологии литья под давлением (Mega Casting) в статус-кво развития Китая
Если в 2024 году интегрированное литье под давлением все еще остается "горячей концепцией, посадка меньше", то в 2026 году ситуация уже совершенно иная.
К началу 2026 года в Китае будет введено в эксплуатацию более 120 сверхбольших машин для литья под давлением весом более 9 000 тонн, в том числе более 15 моделей весом более 16 000 тонн. Три поставщика оборудования - Lijin Technology, Haitian metal, IZP - занимают на мировом рынке сверхкрупных машин для литья под давлением долю более 80%. Это не случайно - новая энергия Китая автомобильной промышленности цепи на спрос на интегрированные литья под давлением, непосредственно породило оборудование конца технологического взрыва.
Почему интегрированное литье под давлением - это "изменение игры"
Обычные узлы заднего пола автомобилей состоят из 70-80 штампованных деталей, сваренных друг с другом; интегральное литье под давлением сокращает этот процесс до одной отливки. Интегрированный литой задний пол Tesla Model Y весит около 55 кг, заменяя собой оригинальные 79 деталей и сотни сварных соединений.
Это не только снижает производственные затраты (примерно на 40% меньше), но и, что более важно, сокращает время производства всей задней стенки с 2 часов до менее чем 2 минут. Для OEM-производителя это означает меньшее количество сварочных роботов, меньшую площадь цеха и более короткие производственные линии.
Последние достижения в области комплексного литья под давлением в Китае в 2026 году
В конце 2025 года компания Xiaopeng Auto выпустила первую в мире интегрированную литую переднюю мотогондолу, используя 12 000-тонную литейную машину. Передняя мотогондола намного сложнее заднего пола - поскольку она должна выдерживать нагрузки при столкновении, требования к удлинению материала были повышены с 8% для заднего пола до более чем 12%.
Алюминиевый сплав, не требующий термической обработки, является "дроссельной точкой" в производстве материалов для комплексного литья под давлением. Tesla использует сплав собственной разработки, а китайские поставщики, Lizhong group и handsome wing Chi's, сплав без термической обработки прошел проверку ряда OEM-производителей. 2026 год стал важным прорывом: стоимость отечественного сплава без термической обработки была снижена до импортного сплава 60%-70%, что значительно снижает порог материала для интегрированного литья под давлением.
Но интегрированное литье под давлением - это еще не все. Усилие смыкания 9000 тонн над машиной для литья под давлением одиночные инвестиции в 30-50 миллионов юаней, плюс поддержка вакуумной системы, системы распыления, подобрать куски робота, производственная линия общих инвестиций легко более 100 миллионов. Это означает, что только годовой объем производства более чем 100 000 штук проекта, экономика интегрированного литья под давлением может быть отражена.
Для проектов малого и среднего объема с годовым спросом в тысячи-десятки тысяч штук литье под низким давлением и традиционное литье под высоким давлением по-прежнему являются более прагматичными вариантами. В настоящее время дивиденды от интегрированного литья под давлением в основном приходятся на годовую производственную мощность более 100 000 автомобилей OEM-производителей и их поставщиков Tier 1.

Основные отраслевые кластеры и региональное распределение алюминиевого литья в Китае
Географическое распределение китайской индустрии алюминиевого литья не случайно. Формирование каждого кластера имеет свою историческую логику и основу промышленной цепочки, выяснив которые, вы не будете проводить "слепой отбор" при выборе поставщиков.
Нинбо-Тайчжоу, Чжэцзян: ген литья в родном городе форм
Нинбо Бэйлун известен как "родной город китайских пресс-форм", и это название не является ложным. В Нинбо и прилегающих районах собрано более 3 000 предприятий по производству пресс-форм и литья, образующих полный замкнутый цикл от разработки пресс-формы, производства до выпуска отливок.
Основными преимуществами литейных предприятий Нинбо являютсяФормировать способность к саморазвитию. Подобно Ningbo He Xin такие предприятия, от проектирования формы для литья под низким давлением до анализа формообразования изделия, а затем до массового производства, всю цепочку завершают самостоятельно. Такая интегрированная модель "форма + литье", в развитии эффективности и контроле затрат имеет естественное преимущество - модификация формы не требует межфирменного общения, команда инженеров сможет заниматься всем процессом от анализа потока формы до проверки пробной формы.
Еще одна особенность кластера Нинбо - высокая доля автокомпонентов. Пользуясь эффектом излучения Geely, SAIC и других OEM-производителей, литейные предприятия Нинбо в области автомобильных деталей и компонентов из алюминиевых сплавов накопили глубокий опыт в эксплуатации системы IATF 16949. 2026 год, с появлением новых энергетических транспортных средств на спрос на детали литья низкого давления, производственные мощности литья низкого давления в Нинбо быстро расширяются.
Фошань, Гуандун - Дунгуань: литейная промышленность, "мировая фабрика"."
Гуандун - абсолютный город литья под высоким давлением в Китае, а количество предприятий литья под давлением в одном районе, районе Наньхай в Фошане, составляет более 800. Преимуществом здесь является эффект масштаба и плотность цепочки поставок - в радиусе 20 км можно найти производителей машин для литья под давлением, заводы по производству форм, поставщиков алюминиевых слитков, заводы по обработке поверхности, обрабатывающие центры с ЧПУ, а также все вспомогательные объекты.
Структура продукции литейных предприятий Гуандуна ориентирована на бытовую электронику и коммуникационное оборудование: средняя рамка мобильного телефона, корпус ноутбука, радиатор базовой станции 5G, корпус светодиодной лампы. В последние два года растет доля автомобильных деталей, но традиционные детали 3C и бытовой техники по-прежнему остаются основными.
Цзянсу-Сучжоу-Наньтун: горная местность точного литья
Сучжоу и близлежащие районы литейных предприятий, принять "точность, высокая добавленная стоимость" маршрут. Здесь собраны ряд услуг Bosch, Continental, ZF и других международных поставщиков алюминиевого литья уровня Tier 1, точность продукции и уровень контроля качества в целом выше, чем в среднем по стране.
Цена также высока. Литейные компании Сучжоу обычно предлагают 15%-25% более высокие цены, чем Нинбо и Фошань, но если допуски ваших деталей должны быть в пределах ±0,1 мм, или если вам необходимо пройти технологический аудит VDA 6.3 для немецких OEM-производителей, поставщикам Сучжоу стоит отдать предпочтение.
Шаньдун Бинчжоу-Яньтай: преимущества цепочки алюминиевой промышленности в верхнем течении
Шаньдун - крупнейшая в Китае провинция по производству электролитического алюминия, Weiqiao Chuangye Group, мощности по производству электролитического алюминия составляют 15% в стране. Опираясь на сырьевые преимущества, Биньчжоу и Яньтай сформировали вертикальную промышленную цепочку "электролитический алюминий - алюминиевый сплав - алюминиевые отливки".
Шаньдунские литейные предприятия по стоимости сырья ниже своих южных коллег на 5%-8%, что является очень реальной конкурентоспособностью в алюминиевом литье, так как на сырье приходится более 60% от стоимости отрасли. Тем не менее, кластер Шаньдун в области точной обработки и технологии пресс-форм, а также Нинбо, Сучжоу, все еще существует разрыв.
Новый район Чунцин-Лянцзян: подъем автомобильной литейной базы на Западе
За последние пять лет Чунцин почти удвоил свои мощности по литью алюминия, опираясь на местный спрос со стороны таких OEM-производителей, как Changan Automobile и Sailis. Преимуществом Чунцина является низкая стоимость рабочей силы (ниже, чем в прибрежных районах 20%-30%) и внутренняя логистическая мощность - обслуживая юго-западные и северо-западные рынки, прибрежные предприятия имеют географическое преимущество.

Подробный перечень китайских производителей алюминиевого литья головки
Китайские производители алюминиевого литья десятки тысяч, но действительно стоит обратить внимание на предприятие может быть "перечисленных ведущих" и "специальность специальные новые частные предприятия" две линии, чтобы разобраться.
Эшелон листинговых компаний
Венсан (603348)-Одна из ведущих компаний по литью алюминиевых сплавов в Китае, основной поставщик интегрированного литья под давлением заднего пола Tesla. 2025 год принес компании доход более 8 миллиардов юаней, она располагает множеством сверхкрупных машин для литья под давлением, а также имеет производственные базы в Мексике и Европе. Если ваш проект связан с интегрированным литьем под давлением, Wencan - это имя, которое нельзя обойти стороной.
TOP Group (601689)--Начиная с деталей шасси и заканчивая интегрированным литьем под давлением, 2026 имеет возможность массового производства передней части мотогондолы, заднего пола, интегрированного литья поддона аккумулятора под давлением. Toppan характеризуется системой "литье + обработка + сборка".
Акорди (600933)--Компания специализируется на прецизионном литье малых и средних размеров, основными клиентами являются Bosch, Valeo, Continental. Уровень автоматизации Acuity Brands лидирует в отрасли, а эффективность работы одного человека более чем в два раза превышает средний показатель по отрасли.
Группа "Санрайз" (603305)-первый поставщик компании Tesla, обладающий глубокими знаниями в области прецизионных деталей из алюминиевого сплава для новых энергетических транспортных средств. Продукция охватывает систему электропривода, аккумуляторную систему и систему шасси.
Специализированные, специализированные и новые частные предприятия
Глава перечисленных компаний имеет высокий порог, большое количество заказов, что подходит не всем покупателям. Китайская индустрия алюминиевого литья является реальной "талией силы" - это группа частных предприятий, сосредоточенных на нишевых областях.
Ningbo Hexin Moulding Co.--Основанная в 2010 году и расположенная в Бэйлуне, Нинбо, компания Hersin специализируется на исследованиях и разработке форм для литья алюминиевых сплавов и производстве отливок. Отличительной особенностью компании Hersin является одновременный охват литья под низким давлением, гравитационного литья и литья под высоким давлением, при этом вся цепочка от разработки формы до поставки готовой продукции выполняется независимо. 2026 год, Hersin фокусируется на расширении применения литья под низким давлением в области новых энергетических автомобильных приложений, включая оболочки электроприводов и структурные части зарядных свай. При годовом спросе от нескольких тысяч до десятков тысяч штук, необходимости самостоятельной разработки форм для проекта автозапчастей, такой вид интеграции "форма + литье" на средних предприятиях, как правило, обеспечивает более гибкое время реагирования и более разумную стоимость.
Подобные специализированные предприятия распространены в Нинбо, Фошане и Сучжоу. Их общие черты: небольшие масштабы, но ориентированность на технологии, часто сам владелец имеет техническое образование, а также глубокое понимание специфических процессов.
Выбрать голову или талию?
Это зависит от характеристик вашего проекта. При больших объемах производства (более 100 000 штук в год) и высокой стандартизации деталей предпочтительнее искать лидеров листинга с более надежными мощностями и системной безопасностью. Для малых и средних объемов, проектов с высокой степенью кастомизации и частыми итерациями оснастки компании, входящие в листинг, обычно имеют лучшее соотношение цена/качество и гибкость.
Распространенное заблуждение заключается в том, что публично торгуемые компании "обязательно лучше", чем небольшие заводы. Это не так. У зарегистрированных на бирже компаний много уровней управления и длинные внутренние процессы, и их время реагирования на небольшие заказы часто не такое быстрое, как у средних частных компаний. Я видел много случаев, когда покупатель три месяца ждал, пока зарегистрированные на бирже компании составят график производства, и в итоге нашел среднюю фабрику в Нинбо, которая завершила весь процесс от открытия формы до выпуска первого изделия за два месяца.
Основные области применения алюминиевого литья и анализ рынка переработки и сбыта
В 2026 году сфера применения алюминиевых отливок претерпит структурные изменения. Автомобильная промышленность по-прежнему остается рынком номер один, но структура спроса на алюминиевые отливки для автомобилей, работающих на новых источниках энергии, сильно отличается от структуры спроса на автомобили, работающие на традиционном топливе.
Транспортные средства на новых источниках энергии: самый большой прирост рынка
Ожидается, что в 2026 году уровень проникновения новых энергетических автомобилей в Китае превысит 55%, а ежегодный объем производства составит более 15 миллионов автомобилей. Каждый новый энергетический автомобиль использует на 80-130 кг больше алюминиевых отливок, чем топливные автомобили, причем основной прирост происходит за счет:
- Системы электропривода-Моторная оболочка, редукторная оболочка, электронная оболочка управления, эти три вместе называются "три-в-одном электроприводной оболочкой", одна машина содержит около 25-35 кг алюминия.
- Аккумуляторная система-Верхняя крышка батарейного блока, нижний корпус, торцевые пластины, пластина жидкостного охлаждения - 40-60 кг алюминия для одного автомобиля.
- Шасси и компоненты кузова-Подрамник, рулевой кулак, рычаг управления, интегрированные литые детали кузова, 50-80 кг алюминия на автомобиль
Существует важная дифференциация процессов: корпус электропривода из-за чрезвычайно высоких требований к герметичности (требования к скорости утечки обычно ниже 1 × 10-⁷ Па-м³/с), основным процессом является литье под низким давлением; корпус блока батарей из-за большого размера и тонкой толщины стенок - литье под высоким давлением или экструзия + схема сварки; структурные компоненты шасси интегрированы. Литье под давлением является основным полем боя.
Автомобили на традиционном топливе: рынок инвентаря остается устойчивым
Несмотря на то, что доля топливных автомобилей сокращается за счет новых энергоносителей, в 2026 году производство топливных автомобилей в Китае все еще будет составлять около 12 миллионов единиц. Спрос на блок двигателя, головку блока цилиндров, корпус коробки передач и другие традиционные алюминиевые отливки по-прежнему велик. А в связи с растущим давлением на легкие топливные автомобили (ужесточаются нормы выбросов), тенденция замены чугуна алюминиевым сплавом ускоряется.
Связь 5G и бытовая электроника: родина высокоточного литья под давлением
Масштабное развертывание базовых станций 5G вступает в "слепую" стадию в 2026 году, распространяясь от городского ядра до пригородов, промышленных парков и транспортных магистралей. Для каждой макробазовой станции 5G требуется 3-5 корпусов теплоотводов из алюминиевого сплава, весом 8-15 кг каждый, с чрезвычайно высокими требованиями к точности и качеству поверхности ребер теплоотвода. Этот рынок прочно контролируется литейными предприятиями в Фошане и Дунгуане, провинция Гуандун.
В бытовой электронике типичными областями применения точного литья под давлением из алюминиевых сплавов являются шарнирные детали мобильных телефонов с откидным экраном, корпус гарнитуры виртуальной реальности из магниево-алюминиевого сплава и каркас фюзеляжа беспилотников. Эти детали характеризуются тонкой толщиной стенок (0,6-1,5 мм), высокими требованиями к внешнему виду (требующими анодного оксидирования или PVD-обработки), жесткими допусками (уровень ±0,05 мм) и нормой прибыли, которая гораздо выше, чем у автомобильных деталей.
Промышленное оборудование и светодиодное освещение
Спрос на алюминиевое литье в промышленном секторе относительно стабилен: корпуса гидравлических клапанов, корпуса пневматических компонентов, корпуса шарниров промышленных роботов, корпуса компрессоров и т.д.. Эти детали не выпускаются большими партиями, но имеют множество разновидностей, и основными технологическими процессами являются гравитационное литье и литье под низким давлением.
После нескольких лет перестановок в отрасли светодиодного освещения спрос на алюминиевое литье сосредоточился на мощных промышленных и шахтных лампах, уличных фонарях и радиаторах коммерческого освещения. Конкуренция в этом сегменте рынка накалена до предела, маржа прибыли сжата до предела, и его не рекомендуется рассматривать в качестве основного направления для новых поставщиков.
Аэрокосмическая отрасль: голубой океан с высоким порогом
Серийная поставка COMAC C919 и продвижение НИОКР по CR929 открывают возможности для замены авиационного алюминиевого литья на внутреннем рынке. К авиационному алюминиевому литью по материалу (A356-T6, A357-T6), процессу литья (вакуумное литье под низким давлением, литье под дифференциальным давлением) и стандартам испытаний (100%X-рентгеновская дефектоскопия) предъявляются чрезвычайно жесткие требования, и вступить на этот путь могут немногие литейные компании. Однако после получения сертификата стабильность заказов и прибыльность намного выше, чем у автомобильных деталей.
Как оценивать и выбирать китайских производителей алюминиевого литья
Найти множество поставщиков-кандидатов несложно, но отсеять действительно надежных - очень трудно. Самая большая ошибка, которую допускают многие покупатели на этом этапе, заключается в том, что они слишком полагаются на информацию в Интернете и игнорируют проверку на месте.
На пути к системе оценки: шесть основных параметров
Измерение 1: соответствие процессов
Это самое основное и самое упускаемое из виду. Ваши детали нуждаются в литье под низким давлением, не обращайтесь на завод, где есть только оборудование для литья под высоким давлением. Звучит как нонсенс? Но на практике некоторые заводы, чтобы получить заказ, говорят "мы тоже можем", а потом используют неподходящий процесс на харде, и в итоге качество получается никудышным.
Метод подтверждения прост: попросите поставщика предоставить примеры производства аналогичных деталей, включая записи технологических параметров и протоколы испытаний. Если они не могут их предоставить, значит, это не их сильная сторона.
Измерение II: Система менеджмента качества
Сертификат IATF 16949 - это базовый порог для поставщиков автомобильных деталей, а ISO 9001 - минимальное требование для общепромышленных деталей. Но сам по себе сертификат мало что говорит - главное, чтобы система действительно работала.
Есть быстрый способ определить это: задайте случайно работникам цеха вопрос, связанный с SPC, например "Каково целевое значение Cpk для этой станции?". Если работник сможет ответить, значит, система жива; если он или она выглядит растерянным, то, скорее всего, сертификат повесили на стену, чтобы он выглядел хорошо.
Измерение 3: Возможность разработки пресс-форм
Качество алюминиевого литья, 70% зависит от формы. Отличная литейная компания должна иметь:
- Возможность анализа потока режимов (с использованием программного обеспечения для моделирования, такого как MAGMAsoft, ProCAST или AnyCasting)
- Собственная разработка и производство пресс-форм (не собираемых после внешней обработки)
- Опыт отладки и оптимизации пресс-форм (способный достичь уровня сдачи первой детали 85% или выше)
Нинбо Hexin таких как плесень R & D, чтобы начать предприятие, в этом измерении имеет естественное преимущество - анализ структуры плесени и анализ формы продукта является их основной компетенцией, плесень проблемы могут быть внутренние быстрые итерации, не нужно ждать внешнего плесень завода планирования.
Измерение 4: Пропускная способность и надежность поставок
Не просто смотрите на "максимальную емкость", указанную поставщиком.Фактическая доступная мощность. На заводе имеется 10 машин для литья под давлением, но если 3 из них находятся в ремонте, а 2 заняты крупными заказчиками на длительный срок, то реально можно использовать только 5.
Поставщики должны предоставить данные о загрузке производственных мощностей и коэффициентах своевременности поставок за последние 6 месяцев. Показатели своевременной поставки ниже 90% следует рассматривать с осторожностью.
Измерение V: Способность контролировать материалы
Марка алюминиевого сплава напрямую определяет характеристики литья. Разница в механических свойствах между A356.2 и ADC12 огромна, и последствия использования неправильного материала очень серьезны. Квалифицированные поставщики должны иметь:
- Входящий тест спектрального анализа (обязательно для каждой печи)
- Определение содержания газа в жидком алюминии (метод декомпрессионной кристаллизации или метод количественной плотности)
- Контрольная диаграмма SPC для состава сплава
- Файлы прослеживаемости поставщиков материалов
Измерение 6: Возможности в области ESG и соответствия нормативным требованиям
Вес этого товара в 2026 году стремительно растет. Механизм пограничной корректировки выбросов углерода (CBAM) ЕС уже ввел тарифы на выбросы углерода в отношении алюминиевой продукции, и алюминиевые отливки, экспортируемые в Европу, должны предоставлять отчет об углеродном следе. Если ваши конечные клиенты находятся в Европе, данные об углеродном следе и процентном содержании переработанного алюминия, используемого вашими поставщиками, являются обязательным требованием, а не "плюсом".
Практическое руководство по проведению заводской инспекции: 12 ключевых контрольных точек для посещения объектов
Никакая информация в Интернете не сравнится с прогулкой по заводу. Но заводская инспекция - это не "экскурсия": вам нужно отправиться с контрольным списком и вернуться с оценкой. Следующие 12 контрольных пунктов расположены в порядке важности, и каждый из них рекомендуется оценивать по шкале от 1 до 5.
Оборудование и аппаратура (Вес 30%)
Контрольная точка 1: Марка, тоннаж и возраст оборудования для литья стержней
Литейная машина зависит от марки (Lijin, Bühler, Toyo, Ube) и возраста использования. Более чем 15 лет старого оборудования, сила зажима распада и точность управления неизбежно. Литейная машина низкого давления фокусируется на материале подъемной жидкостной трубы и производительности уплотнения, гравитационное литье смотрит на плавность механизма опрокидывания.
Контрольная точка 2: Полнота комплекта дополнительного оборудования
Точность контроля температуры плавильной печи (в пределах ±5℃), способность контроля температуры контроллера температуры формы, степень вакуума вакуумной системы (литье под высоким давлением должно достигать менее 50 мбар), равномерность покрытия робота-распылителя. Уровень вспомогательного оборудования часто отражает готовность завода инвестировать больше, чем в основную машину.
Контрольная точка 3: Количество и точность обрабатывающих центров с ЧПУ
Алюминиевые отливки часто требуют вторичной обработки. Принадлежащие заводу возможности обработки на станках с ЧПУ означают сокращение сроков выполнения заказа и более высокое качество закрытия. Обратите внимание на марки станков (Fanuc, Mazak, Haitian Precision и т. д.) и регулярные записи о калибровке точности.
Управление технологическими процессами (Вес 30%)
Контрольная точка 4: Истинное рабочее состояние управления процессом SPC
Не просто смотрите на контрольные карты на стене, а проверьте, обновляются ли данные в режиме реального времени и есть ли записи о корректирующих действиях, предпринятых при превышении контрольных пределов. Случайно выберите контрольную карту рабочего места и спросите оператора: "Когда в последний раз был превышен предел и как это было устранено".
Контрольная точка 5: Записи о проверке первого изделия и инспекции процесса
Заполнены ли записи о проверке первого изделия при запуске каждой смены? Какова периодичность проверки технологического процесса? Каков процесс решения проблем, обнаруженных в ходе проверки? Эти детали могут сказать, работает ли система качества "на самом деле" или "для показухи".
Контрольная точка 6: Записи о техническом обслуживании пресс-формы
Формы - самый дорогой актив в литейном производстве. Проверьте журнал учета форм - количество произведенных форм, записи о техническом обслуживании и циклы замены изнашиваемых деталей для каждого комплекта форм. Хорошо управляемый завод будет точно соответствовать кривой срока службы каждой формы. Плохо управляемые заводы? Склад пресс-форм ржавеет, а бухгалтерская книга либо отсутствует, либо не обновляется в течение шести месяцев.
Обнаружительная способность (вес 20%)
Контрольная точка 7: Конфигурация лабораторного оборудования
Базовая конфигурация: спектральный анализатор, координатно-измерительная машина (КИМ), твердомер, машина для испытаний на растяжение, металлографический микроскоп. Дополнительные пункты: рентгеновский дефектоскоп (DR или CT), оборудование для проверки герметичности, машина для усталостных испытаний. Если на заводе нет даже спектрометра, о контроле материалов говорить не приходится.
Контрольная точка 8: Состояние калибровки испытательного оборудования
Каждый экземпляр испытательного оборудования должен иметь сертификат калибровки с указанием срока действия. Срок калибровки обычно составляет один год для КИМ и шесть месяцев для спектрометров. Оборудование, не прошедшее калибровку по истечении срока годности, не заслуживает доверия при проверке.
Менеджмент и окружающая среда (вес 20%)
Контрольная точка 9: Уровень управления 5S в мастерской
5S - это не проект по спасению лица. Чистый ли пол, упорядоченно ли разложены материалы, свободны ли проходы, возвращены ли инструменты на свои места - эти детали напрямую отражают отношение руководства к качеству. Природная среда литейного цеха плохая (высокая температура, пыль), можно поддерживать в таких условиях чистоту на заводе, управленческие способности будут неплохими.
Контрольная точка 10: Управление складом
Хранится ли сырье (алюминиевые слитки) и маркируется ли оно в соответствии с сортом? Готовая продукция упакована с соблюдением мер предосторожности и управляется по принципу FIFO? Четко ли определена зона сортировки несоответствующей продукции? На предприятиях с хаотичным складированием чрезвычайно высок риск отправки не тех материалов и смешивания материалов.
Контрольная точка 11: Рабочее состояние природоохранных объектов
Правильно ли работает система очистки дымовых газов при плавке? Соответствует ли стандартам очистное сооружение? Стандартизировано ли хранение опасных отходов? В 2026 году контроль за соблюдением экологических норм станет беспрецедентным, и работа заводов, не соответствующих экологическим стандартам, может быть приостановлена в любой момент, что напрямую угрожает безопасности вашей цепочки поставок.
Контрольная точка 12: Стабильность персонала и уровень квалификации
Поговорите с начальниками цехов и техническими специалистами, чтобы понять, насколько стабильна основная команда. Литье - отрасль, требующая большого опыта. Разрыв между инженером по литью с 10-летним стажем и новичком, только начинающим работать в этой отрасли, огромен с точки зрения отладки форм и оптимизации процессов. Текучесть кадров на заводе составляет более 30%, стабильность качества трудно гарантировать.
Рекомендации по выставлению оценок при заводском контроле:Общая оценка 60 из 60. 45 баллов и более могут быть классифицированы как квалифицированные поставщики; 35-44 балла должны быть исправлены и затем рассмотрены; 35 баллов и менее напрямую исключены. Каждая контрольная точка 1-5 баллов, взвешенных по весу для расчета общей оценки.
Анализ экспортной торговли Китая и международной конкурентоспособности алюминиевых отливок
В 2025 году объем экспорта алюминиевых отливок из Китая составил около 3,2 млн тонн, а стоимость экспорта превысила 18 млрд долларов. Однако торговая обстановка в 2026 году будет сложнее, чем когда-либо.
Структура основных экспортных рынков
В порядке убывания стоимости экспорта в пятерку ведущих стран назначения китайского алюминиевого литья входят: США (около 25%), Европейский Союз (около 22%), Япония (около 10%), Юго-Восточная Азия (около 12%), Мексика (около 8%).
В 2026 году заметным изменением стало то, что доля Мексики стремительно растет. Под влиянием торговых противоречий между Китаем и США все больше китайских литейных предприятий предпочитают открывать сборочные или отделочные заводы в Мексике, экспортируя полуфабрикаты из Китая в Мексику для окончательной обработки, а затем выходя на американский рынок по льготным тарифам в рамках USMCA. Акции Wencan, Guangdong Hongtu и других головных предприятий были запущены в производство в Мексике.
Ценовая конкурентоспособность: преимущество сужается, но все еще очевидно
Цена FOB на китайские алюминиевые отливки обычно на 30%-45% ниже, чем на аналогичную продукцию в Европе и США, и на 10%-20% ниже, чем в Юго-Восточной Азии (Вьетнам, Таиланд). Эта разница в цене в основном обусловлена тремя аспектами:
- Плотность цепи поставок-Чрезвычайное сжатие затрат по всей цепочке от слитка до готового продукта
- эффект масштаба-Китайские литейные заводы имеют средний уровень загрузки мощностей около 75%, при этом они достаточно разбавлены постоянными затратами.
- стоимость рабочей силы-Несмотря на рост, месячная зарплата рабочих литейного производства ($6 000 - $10 000) все еще намного ниже, чем в Европе и США.
Но это преимущество сокращается.2026 Стоимость рабочей силы выросла примерно на 8% в годовом исчислении, цены на электроэнергию увеличились на 15%-20% в некоторых провинциях, а с учетом дополнительных расходов на тарифы на выбросы углерода совокупная стоимость экспорта алюминиевых отливок в Китай выросла примерно на 12% по сравнению с тем, что было два года назад.
Механизм корректировки углеродных границ CBAM: самая большая торговая переменная в 2026 году
С 1 января 2026 года CBAM ЕС официально вступил в фазу сбора существенной информации. Алюминиевые отливки входят в сферу действия CBAM, китайские предприятия, экспортирующие алюминиевые отливки в ЕС, должны:
- Предоставить данные о выбросах углерода за весь жизненный цикл продукта (включая выбросы углерода при электролизе алюминия)
- Покупка сертификатов CBAM по цене углеродного рынка ЕС (около 85-95 евро/тCO₂ в начале 2026 года)
- Если использовать электролиз алюминия, работающий на угле (около 60% китайского электролиза алюминия работает на угле), стоимость углерода будет значительно выше
земля Официальная страница Европейской комиссии CBAM По предварительным оценкам, каждая тонна алюминиевого литья, экспортируемая в ЕС, увеличит стоимость углеродных тарифов на 800-1200 юаней. Это не малое давление на литейные предприятия, чья норма прибыли невелика.
Стратегии борьбы уже различаются: крупные компании начинают использовать гидроэлектростанции в Юньнани и Сычуани (выбросы углекислого газа составляют лишь 1/4 выбросов алюминия, производимого на угле) и инвестируют в производство фотоэлектрической энергии, чтобы снизить собственные выбросы углекислого газа; малые и средние предприятия больше полагаются на увеличение доли переработанного алюминия (выбросы углекислого газа переработанного алюминия составляют лишь 5% выбросов первичного алюминия), чтобы снизить свой "углеродный след".
Международные требования к сертификации
Для экспорта на разные рынки требуются разные сертификаты:
| целевой рынок | Необходимые сертификаты | Сертификация дополнительных кредитов |
|---|---|---|
| Европейский автомобиль | IATF 16949 + VDA 6.3 | ISO 14001 + CBAM Отчет об углеродном следе |
| Североамериканский автомобиль | IATF 16949 + CQI-9 | AIAG-VDA FMEA |
| Японский автомобиль | IATF 16949 | Протокол испытаний по стандарту JIS |
| Дженерал Индастриз (Глобал) | ISO 9001 | ISO 14001 + RoHS/REACH |
| аэрокосмическая промышленность | AS9100D + Nadcap | Сертификация специальных процессов |
Проблемы и тенденции развития китайской промышленности алюминиевого литья
Отрасль алюминиевого литья никогда не испытывает недостатка в возможностях, но вызовы 2026 года также сложнее, чем когда-либо. Совместное рассмотрение проблем и тенденций дает более четкое представление о том, куда движется отрасль.
Волатильность цен на сырье: главный убийца прибыли литейных предприятий
Цены на алюминиевые слитки в 2025 году испытывали резкие колебания - с начала года 19 500 юаней/тонна до 22 800 юаней/тонна в середине года, и обратно до 20 500 юаней/тонна в четвертом квартале. Для предприятий алюминиевого литья сырье составляет 55%-65% от себестоимости, цены на алюминий колеблются каждые 1000 юаней/тонну, норма прибыли меняется на 2-3 процентных пункта.
В ответ на это ведущие компании заключают долгосрочные контракты на поставку слитков или используют фьючерсное хеджирование, но у большинства малых и средних предприятий нет для этого ни возможностей, ни капитала. В 2026 году будет наблюдаться тенденция к тому, что все больше литейных заводов будут заключать со своими клиентами соглашения о "привязке цен на алюминий", согласно которым риск колебаний цен на сырье будет распределяться между клиентами. Если вы покупатель, учитывайте это при ведении переговоров - однократное снижение цен может привести к тому, что при росте цен на алюминий поставщики будут сокращать расходы.
Экологическая политика продолжает ужесточаться
В 2026 году Министерство экологии и окружающей среды вновь ужесточило стандарты выбросов в литейной промышленности: предельные нормы выбросов твердых частиц были снижены с 30 мг/м³ до 20 мг/м³, а предельные нормы выбросов летучих органических соединений - со 120 мг/м³ до 80 мг/м³. Это означает, что большое количество литейных предприятий, использующих традиционные разделительные агенты, должны быть переведены на разделительные агенты на водной основе или технологию сухого разделения, причем инвестиции в такое преобразование составят от 50 до 2 миллионов юаней.
Охрана окружающей среды - это не "стоимость", а "билет". Деятельность предприятий, не соответствующих стандартам, будет ограничена или даже прекращена, в то время как конкурентная среда для компаний, соответствующих стандартам, улучшится. С точки зрения покупателя, выбор поставщиков, соблюдающих экологические нормы, - это защита стабильности собственной цепочки поставок.
Увеличение доли переработанного алюминия: от "факультативного" к "обязательному"
Ожидается, что в 2026 году объем производства переработанного алюминия в Китае превысит 10 миллионов тонн, что составит более 30% от общего объема поставок алюминия. Движущей силой являются два направления: во-первых, политические указания в рамках цели углеродной нейтральности (выбросы углерода переработанного алюминия составляют всего 5% от выбросов первичного алюминия), и, во-вторых, затраты (цена переработанного алюминия ниже цены первичного алюминия на 15%-20%).
Однако использование переработанного алюминия имеет технический порог. В переработанном алюминии высокое содержание железа, кремния и других примесей, если процесс сортировки и рафинирования не соответствует требованиям, механические свойства отливок будут значительно снижены. Стабильное использование высокой доли вторичного алюминия (50% и более), становится новым показателем для определения технического уровня литейных предприятий.
Пять тенденций, прогнозируемых на 2026-2030 годы
- Интегрированное литье под давлением расширяется от заднего пола до всего кузоваСерийная модель с полным покрытием из четырех интегрированных литых деталей "верхняя и нижняя части кузова + передний и задний полы" будет доступна к 2028 году.
- Ускоренное применение литья под низким давлением в области новой энергетикиКорпуса электроприводов, структурные компоненты зарядных свай, корпуса систем хранения энергии стали новыми точками роста.
- Доля использования переработанного алюминия достигнет 50% к 2030 годуЗеленые алюминиевые отливки стали стандартом для экспорта в Европу
- Концентрация промышленности продолжает растиДоля рынка 20 крупнейших компаний вырастет с нынешнего уровня около 251 TP3T до более чем 351 TP3T.
- Волна строительства фабрик за рубежом ускоряетсяМексика, Венгрия и Таиланд стали тремя ведущими направлениями для выхода китайских литейных предприятий за рубеж
Интеллектуальное производство и цифровая трансформация: путь обновления для заводов по литью алюминия
Литейная промышленность всегда считалась синонимом "традиционного производства", но зайдите в некоторые главные литейные цеха в 2026 году, и вы увидите, что картина изменилась.
ИИ для визуального контроля качества: замена человеческого глаза с большей скоростью
Традиционный контроль внешнего вида алюминиевого литья основывается на ручном визуальном контроле, опытный инспектор может проверить 800-1000 изделий в день, уровень утечки составляет 2%-5%. Скорость проверки системы контроля качества AI vision в 5-8 раз выше, чем при ручном контроле, а уровень утечки можно контролировать ниже 0,3%.
Что еще более важно, так это то, что ИИ может обнаружить такие дефекты, которые не под силу человеческому глазу. Например, когда в определенной части пресс-формы начинают появляться микротрещины, система искусственного интеллекта может заблаговременно предупредить об этом с помощью статистического анализа местоположения дефекта, инициировав техническое обслуживание пресс-формы до появления объемных дефектов. Такой "предиктивный контроль качества" невозможно осуществить с помощью ручного контроля.
В 2026 году инвестиции в комплект систем контроля качества AI для производственной линии литья под давлением составят около 800 000-1 500 000 долларов США, а срок окупаемости обычно составляет 12-18 месяцев. Для производственных линий с годовым объемом выпуска более 500 000 изделий эти инвестиции являются экономически эффективными.
Цифровые двойники: настройка форм в виртуальном мире
Отладка формы - самая дорогая часть производства литья. Традиционный способ заключается в многократном опробовании формы, просмотре образца, изменении формы, цикл отладки сложной формы может достигать 4-8 недель, стоимость отходов пробной формы может легко составить десятки тысяч или даже сотни тысяч юаней.
Технология Digital Twin заранее предсказывает расположение и степень выраженности таких дефектов, как усадка, пористость и холодная сегрегация, создавая виртуальную модель формы и процесса литья и моделируя на компьютере весь процесс заполнения, затвердевания и охлаждения. Результаты моделирования определяют план модификации формы, что позволяет сократить количество пробных отливок с традиционных 5-8 раз до 2-3 раз.
MAGMAsoft и ProCAST в настоящее время являются наиболее распространенным программным обеспечением для моделирования литья, отечественные AnyCasting и китайские CAE для литья также быстро догоняют. Нинбо Хэ Синь сосредоточился на исследованиях и разработке форм предприятий, был анализ формовки продукта в качестве стандартного процесса разработки формы - сначала в программном обеспечении "литье" снова, чтобы подтвердить, что нет очевидного риска дефектов, а затем открыть форму, значительно сократив стоимость разработки и цикл.
Системы MES и автоматизированные производственные линии
Проникновение MES (Manufacturing Execution System) в литейную промышленность стремительно растет. Комплексная MES-система для литейного производства может обеспечить:
- Автоматическая запись и отслеживание параметров процесса (скорость впрыска, давление, температура формы, температура заливки) для каждого сеанса формования.
- Мониторинг в режиме реального времени общей эффективности оборудования (OEE) и автоматическая классификация причин простоев.
- Корреляционный анализ данных о качестве и параметров процесса для быстрого поиска первопричины дефектов
- Оптимизация производственного расписания для сокращения времени ожидания смены пресс-форм
Что касается автоматизации, то роботы для сбора и удаления заусенцев уже довольно распространены, а новым трендом 2026 года станет "линия черного света" - от разлива до сбора, охлаждения, проверки, укладки на поддоны, все автоматизировано, и цех может работать без присмотра. Компания Acuity Brands пошла дальше всех в этом направлении: некоторые производственные линии уже работают в беспилотном режиме 24 часа в сутки.
Реалистичные соображения о возврате инвестиций
Цифровая трансформация - это не бесплатный обед. Полностью автоматизированная производственная линия литья под давлением инвестиции, чем традиционная производственная линия выше, чем 40%-60%, MES системы цикл внедрения, как правило, 6-12 месяцев, в течение периода времени, но и столкнуться с сопротивлением персонала и болью системной интеграции.
Для средних литейных предприятий с годовым доходом от 50 млн до 200 млн юаней я предлагаю использовать поэтапный подход: первый год на ИИ проверки качества и MES-системе (инвестиции 1,5-3 млн юаней), качество первых данных и производственных данных через; второй год по данным обратной связи решить, какие станции стоит автоматизировать (инвестиции 2-5 млн юаней); третий год и затем рассмотреть глубину интеграции цифрового двойника и уровень производственной линии. Одномоментное решение "под ключ" звучит здорово, но высок риск несварения желудка.
Часто задаваемые вопросы (FAQ) для производителей алюминиевого литья в Китае
Каково среднее время изготовления алюминиевых отливок в Китае?
Посмотрите на это в два этапа.Стадия разработки формы:Изготовление форм для литья под высоким давлением обычно занимает 35-60 дней, форм для литья под низким давлением - 30-50 дней, а форм для гравитационного литья - 25-40 дней. Чем выше сложность и больше размер, тем больше продолжительность цикла.Стадия массового производства:Первая поставка обычно осуществляется через 15-25 дней после принятия формы, а время выполнения последующих заказов обычно составляет 7-15 дней.
Важно отметить, что это "нормальные сроки". Если литейный завод выходит на пиковую мощность (обычно это происходит в сентябре-ноябре каждого года), сроки изготовления могут быть увеличены 20%-30% При размещении заказа рекомендуется оставлять как минимум двухнедельный запас.
Как рассчитывается стоимость формы?
Стоимость пресс-формы зависит от трех основных переменных: размера отливки, сложности конструкции и требований к сроку службы пресс-формы. Приведите несколько эталонных интервалов:
| Тип литья | Диапазон стоимости пресс-формы (RMB) | Срок службы формы |
|---|---|---|
| Небольшие отливки под высоким давлением (<0,5 кг) | 50,000-150,000 | 80,000-150,000 форм |
| Средние по размеру отливки под высоким давлением (0,5-5 кг) | 150,000-500,000 | 80,000-120,000 модулей |
| Крупные отливки под высоким давлением (>5 кг) | 500 000-1,5 млн. | 50,000-100,000 форм |
| Форма для литья под низким давлением | 80,000-300,000 | 30,000-80,000 форм |
| Формы для гравитационного литья | 50,000-200,000 | 20 000-50 000 форм |
Многие поставщики при крупносерийном заказе включают стоимость пресс-формы в цену единицы продукции - например, стоимость пресс-формы составляет 300 000 долларов США, при этом в контракте оговаривается, что первые 100 000 деталей будут стоить 3 доллара США за штуку. Такой подход позволяет сократить первоначальные инвестиции покупателя, но при этом следует помнить о договорных условиях, касающихся права собственности на пресс-форму.
Каково типичное минимальное количество заказа (MOQ)?
Стандартизации не существует, все зависит от типа процесса и позиционирования поставщика. MOQ для литья под высоким давлением обычно составляет 3 000-5 000 штук (из-за высокой стоимости лома и времени на пусконаладочные работы); MOQ для литья под низким давлением и гравитационного литья может составлять 500-1000 штук, а для литья в песчаные формы даже принимается одна деталь для пробного производства.
Если ваш спрос невелик (десятки-сотни штук), отдайте предпочтение заводам гравитационного или песчаного литья, и не усердствуйте с заводами литья под давлением - даже если они готовы взяться за это, стоимость одной штуки для небольшой партии литья под давлением будет смехотворно высокой.
Как защищаются права на интеллектуальную собственность?
Защита интеллектуальной собственности является одной из главных проблем для многих зарубежных покупателей. Несколько практических рекомендаций:
- Подписание NDA (Non-Disclosure Agreement) на этапе запроса котировок, в котором оговаривается объем конфиденциальности, ответственность за нарушение контракта и разрешение споров.
- В контракте на изготовление пресс-формы четко оговорено, что право собственности на пресс-форму принадлежит покупателю, и поставщик не должен использовать пресс-форму покупателя для производства продукции для третьей стороны
- Ключевые проектные чертежи разделяются и рассылаются - завод по производству пресс-форм получает только чертежи пресс-форм, а литейное производство - только чертежи изделий и стандарты контроля, что позволяет избежать попадания всего технического пакета в руки одного поставщика.
- Выбирайте поставщиков с опытом работы на экспорт - компании, которые давно занимаются экспортом, обычно лучше осведомлены о защите и соблюдении ПИС.
- Согласовать в договоре размер неустойки, обычно 200%-300% от общей суммы договора
Возможно ли пробное производство в небольших количествах?
Это вполне осуществимо, но нужно выбрать правильный процесс и поставщика. Если вы находитесь на этапе валидации продукта и вам нужно 50-200 образцов, рекомендуется следующий путь:
- Быстрое прототипирование:С 3D печатью песчаной формы + алюминиевое литье, 5-10 дней из образца, стоимость одного куска 200-500 юаней, подходит для функциональной проверки
- Испытание мягкой формовки:С алюминиевыми или недорогими стальными формами (стоимость около 30%-50% официальных форм), 500-2000 штук могут быть произведены, подходит для тестирования рынка малых партий
- Формальные формы в небольших количествах:Если вы подтверждаете массовое производство, непосредственно открыть официальную форму, первая партия 500-1000 штук, чтобы сделать проверку клиента.
Ningbo Hexin, такие как дизайн формы и различные возможности процесса литья в то же время, в небольшой партии пробного производства имеет очевидные преимущества - от анализа структуры формы до пробного производства деталей, команда в рамках всего процесса может быть завершена в рамках замкнутого цикла, устраняя временные затраты на координацию между несколькими сторонами.
Как я могу предъявить претензии по поводу проблем с качеством?
В договоре должны быть указаны следующие пункты:
- Стандарты качества:Четкие ссылки на стандарты контроля (допуски чертежей, классы качества поверхности, требования к механическим свойствам, классы рентгеновского контроля и т.д.)
- Недействующий лимит ставок:Обычно согласованный уровень брака в партии составляет не более 0,5%-2% (в зависимости от степени критичности деталей), при превышении которого поставщик бесплатно пополняет товар.
- Сфера применения иска:Включая расходы на обратную доставку, переработку и простои производственных линий из-за проблем с качеством.
- Срок исковой давности:Обычно в течение 90 дней с момента получения
- Разрешение споров:В качестве основы для принятия окончательного решения рекомендуется согласовать отчет об испытаниях со сторонней испытательной организацией (например, SGS, TÜV).
Реалистичное предложение: вместо того, чтобы сосредоточиться на игре с условиями претензии, заранее проведите тщательную оценку поставщиков и мониторинг процессов. Стоимость предотвращения всегда ниже, чем стоимость неудачи.
Резюме: Основные рекомендации по выбору китайского производителя алюминиевого литья в 2026 году
После всей этой работы основные положения были сведены воедино, чтобы дать дифференцированные стратегии выбора завода в зависимости от различных сценариев использования источников.
Крупносерийные OEM-закупки (годовой спрос >100,000 штук)
Приоритет будет отдан лидерам листинга или крупным компаниям с годовым доходом от 500 млн долларов США. Основное внимание уделяется резервированию мощностей (не менее 30% резервных мощностей), устойчивости цепочки поставок (наличие двойного источника поставок алюминиевых слитков), полноте международной сертификации и опыту поставок за рубеж. При таком объеме производства стабильность цепочки поставок важнее цены за штуку.
Изготовление на заказ малых и средних объемов (годовая потребность 1000-50000 штук)
Это лучший выбор для средних специализированных и новых предприятий. При выборе основное внимание уделяется: возможности самостоятельной разработки формы (может ли она быть завершена за одну остановку от анализа потока формы до пробной формы), гибкости процесса (может ли она освоить различные процессы литья в одно и то же время), а также скорости связи и реагирования. Нинбо Хексинь, как "форма + литье" интеграции предприятий, в этом диапазоне экономически эффективным и гибким, как правило, лучше, чем крупные предприятия.
Высокоточные детали (аэрокосмическая промышленность, медицинское оборудование)
Пул поставщиков крайне мал, а порог сертификации чрезвычайно высок. Приоритет отдается поиску специализированных литейных предприятий в регионах Сучжоу и Нинбо, сертифицированных по стандартам AS9100D или ISO 13485. Не зацикливайтесь на цене для такого типа проектов - поставщиков, способных сделать это, не так много, и единственными критериями отбора являются качество и соответствие требованиям.
Пять шагов, которые можно выполнить немедленно
- Определите требования к технологическому процессу изготовления деталей-- В соответствии с толщиной стенки, размером партии, требованиями к производительности, чтобы определить подходящий процесс литья (см. таблицу сравнения процессов в этой статье)
- Целевые отраслевые кластеры-Автомобильные детали смотрят на Нинбо и Сучжоу, 3C и коммуникационные детали смотрят на Фошань, крупные детали смотрят на Шаньдун.
- Первоначальный отбор 3-5 поставщиков-кандидатов-На отраслевых выставках (например, Китайская международная литейная ярмарка), Made-in-China.com B2B-платформы или рекомендации от отраслевых ассоциаций, чтобы попасть в лист ожидания
- Отправьте запрос на поставку и попросите предоставить сопоставимые случаи-Не просто сравнивайте цены, сосредоточьтесь на глубине понимания поставщиком вашей детали и разумности технического решения.
- Организация инспекций на месте производства--Зайдите на сайт, используя контрольный список из 12 пунктов, приведенный в этой статье, и вы увидите, что вы верите!
Китайская индустрия алюминиевого литья находится в критическом периоде перехода от "больших объемов и низких цен" к "высокому качеству и сильным технологиям". Ландшафт поставщиков 2026 года намного чище, чем пять лет назад - экологические и технические пороги уже помогли вам отсеять большое количество неквалифицированных заводов. Вам остается только использовать профессиональные методы оценки, чтобы найти среди оставшихся высококачественных поставщиков того, кто лучше всего соответствует вашим потребностям.























