
Cina Produttori di colate di alluminio - Guida (2026)
Pubblicato il:2026-03-19 Categoria:informazioni al pubblico Visualizzazioni:3703
Catalogo degli articoli
- Panoramica dei produttori cinesi di fusioni in alluminio: panorama industriale 2026
- Confronto tra i principali processi e tecnologie di produzione dei getti di alluminio in Cina
- Integrazione della tecnologia di pressofusione (Mega Casting) nello status quo dello sviluppo cinese
- Cluster industriali principali e distribuzione regionale dei getti di alluminio in Cina
- Inventario approfondito dei produttori cinesi di fusioni in alluminio di testa
- Aree di applicazione principali della colata di alluminio e analisi del mercato a valle
- Come valutare e selezionare i produttori cinesi di fusioni in alluminio
- Guida pratica alle ispezioni in fabbrica: 12 punti di controllo chiave per le visite in loco
- Analisi delle esportazioni cinesi e della competitività internazionale dei getti di alluminio
- Sfide e tendenze di sviluppo dell'industria cinese della colata di alluminio
- Produzione intelligente e trasformazione digitale: un percorso di aggiornamento per le fabbriche di colata di alluminio
- Domande frequenti (FAQ) per i produttori di fusioni in alluminio in Cina
- Sommario: Raccomandazioni fondamentali per la scelta di un produttore cinese di getti di alluminio nel 2026
L'industria cinese della colata di alluminio ha contribuito a circa 65% della produzione globale di colata di alluminio nel 2026, con un valore di produzione annuale superiore a 580 miliardi di RMB.Che siate ingegneri di sourcing per una multinazionale del settore automobilistico o leader della supply chain per un marchio di elettronica di consumo, la comprensione della stratificazione tecnologica, delle caratteristiche regionali e della logica di selezione degli stabilimenti dei produttori cinesi di getti di alluminio determina direttamente il costo e la qualità dei vostri pezzi. Questa guida smonterà sistematicamente l'intero quadro della produzione cinese di getti di alluminio nel 2026, dalla tecnologia di processo, ai cluster industriali, alla valutazione dei fornitori, al commercio di esportazione.(sul disco rigido del computer)
- Panoramica dei produttori cinesi di fusioni in alluminio: panorama industriale 2026
- Confronto tra i principali processi e tecnologie di produzione dei getti di alluminio in Cina
- Integrazione della tecnologia di pressofusione (Mega Casting) nello status quo dello sviluppo cinese
- Cluster industriali principali e distribuzione regionale dei getti di alluminio in Cina
- Inventario approfondito dei produttori cinesi di fusioni in alluminio di testa
- Aree di applicazione principali della colata di alluminio e analisi del mercato a valle
- Come valutare e selezionare i produttori cinesi di fusioni in alluminio
- Guida pratica alle ispezioni in fabbrica: 12 punti di controllo chiave per le visite in loco
- Analisi delle esportazioni cinesi e della competitività internazionale dei getti di alluminio
- Sfide e tendenze di sviluppo dell'industria cinese della colata di alluminio
- Produzione intelligente e trasformazione digitale: un percorso di aggiornamento per le fabbriche di colata di alluminio
- Domande frequenti (FAQ) per i produttori di fusioni in alluminio in Cina
- Sommario: Raccomandazioni fondamentali per la scelta di un produttore cinese di getti di alluminio nel 2026
Panoramica dei produttori cinesi di fusioni in alluminio: panorama industriale 2026
Prima di tutto un numero: la produzione totale cinese di colate di alluminio nel 2025 è di circa 9,8 milioni di tonnellate, mentre le previsioni del settore per il 2026 si avvicinano già a 10,5 milioni di tonnellate. Il principale motore di questo incremento non sono i veicoli a carburante tradizionali: al contrario, il consumo di alluminio per singolo veicolo dei nuovi veicoli energetici è balzato dai 120 kg dei veicoli a carburante a una media di 250 kg o più, trainando direttamente la domanda di getti di alluminio a un nuovo ordine di grandezza.
La quota globale dell'industria cinese della colata di alluminio si è stabilizzata nell'intervallo 60%-65%. Secondo Pianeta Fonderia Secondo il Global Foundry Industry Report, la Cina è rimasta il più grande produttore di getti al mondo per 18 anni consecutivi, con un tasso di crescita dei getti in alluminio di gran lunga superiore a quello della ghisa e dell'acciaio.
Ma "grande" non significa "forte". L'industria cinese dei getti di alluminio mostra una chiara struttura piramidale:
- Punta della torre (circa 5% imprese)--Con capacità di pressofusione integrata, fornisce direttamente Tesla, Azera, BYD e altri OEM, con un fatturato annuo di oltre 1 miliardo di RMB.
- Vita (circa 15% impresa)--Certificazione IATF 16949, in grado di gestire ordini di parti strutturali e funzionali per il settore automobilistico, con un fatturato annuo di 1-1 miliardi di RMB.
- Base (circa 80% imprese)-Basato su parti industriali generiche e ferramenta, con una forte concorrenza sui prezzi e basse soglie tecnologiche.
Un cambiamento degno di nota nel 2026: il continuo inasprimento delle politiche ambientali sta accelerando la riorganizzazione del settore. I nuovi standard per le emissioni inquinanti nell'industria della fonderia, rilasciati dal Ministero dell'Ecologia e dell'Ambiente alla fine del 2025, hanno lasciato un certo numero di piccole fonderie prive di impianti di trattamento dei gas di scarico a rischio di chiusura o consolidamento. Si tratta di una notizia piuttosto positiva per gli acquirenti: i fornitori sopravvissuti hanno fondamentali più solidi.
In termini di layout industriale, i produttori cinesi di getti di alluminio sono concentrati in cinque grandi regioni: il corridoio Foshan-Dongguan nel Guangdong, la cintura Ningbo-Taizhou nello Zhejiang, la regione Suzhou-Nantong nello Jiangsu, il cluster Binzhou-Yantai nello Shandong e la Liangjiang New Area a Chongqing. Ognuno di questi cluster ha un proprio "carattere", di cui si parlerà più avanti.

Confronto tra i principali processi e tecnologie di produzione dei getti di alluminio in Cina
Prima di scegliere un produttore di colate di alluminio, dovete innanzitutto porvi una domanda fondamentale: quale processo di colata è adatto ai vostri pezzi? Molti acquirenti considerano la "colata di alluminio" come un concetto generale e, di conseguenza, trovano un impianto di pressofusione ad alta pressione per richiedere lavori di colata a bassa pressione, perdendo due settimane di tempo.
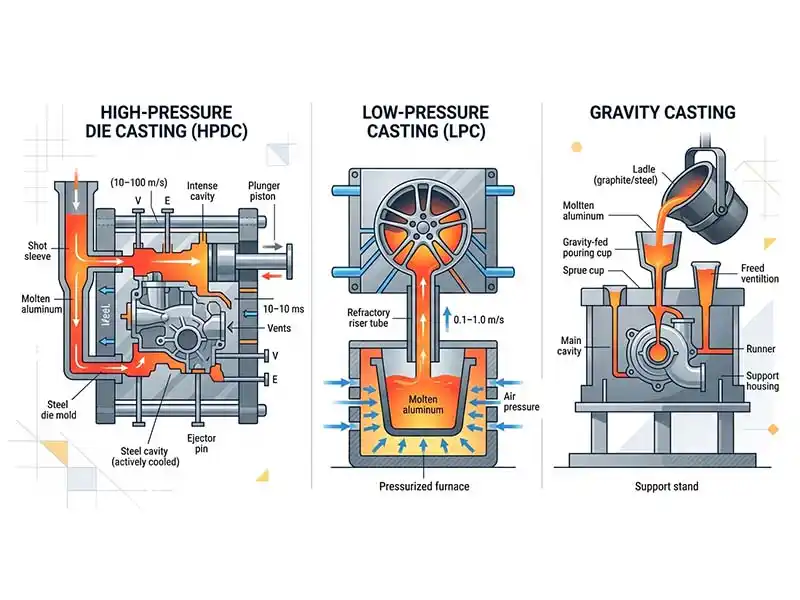
Pressofusione ad alta pressione (HPDC)
La pressofusione ad alta pressione è il più grande processo di fusione dell'alluminio in Cina, con una produzione complessiva di circa 551TP3 T. Il principio è semplice: l'alluminio fuso viene iniettato nelle cavità dello stampo in acciaio ad alta pressione (70-100MPa) e ad altissima velocità (30-100 m/s di velocità del gate). L'intero processo di riempimento viene completato in genere in 0,01-0,2 secondi.
Punti di forza fondamentali:L'efficienza produttiva è estremamente elevata, una macchina per pressofusione da 800 tonnellate può eseguire 800-1200 stampi al giorno; lo spessore delle pareti può essere di 1,5 mm o anche più sottile; la finitura superficiale è buona, la quantità di post-lavorazioni è ridotta.
Limitazioni:Il riempimento ad alta velocità comporta inevitabilmente difetti di gas e porosità all'interno della colata, pertanto le pressofusioni ad alta pressione non sono solitamente adatte a scenari che richiedono un trattamento termico T6. Tuttavia, la popolarità della pressofusione sotto vuoto e della tecnologia di estrusione locale nel 2026 ha compresso la porosità dai tradizionali 3%-5% a meno di 0,5%.
Applicazioni tipiche: alloggiamenti per scatole di trasmissione, alloggiamenti per motori, blocchi motore, alloggiamenti per dissipatori di calore di stazioni base 5G, telai centrali di computer portatili.
Getto a bassa pressione (LPDC)
La colata a bassa pressione è uno dei processi principali di Ningbo Hexin, che si concentra sui componenti auto. Con la pressofusione ad alta pressione l""infusione violenta" è diversa, la fusione a bassa pressione attraverso la bassa pressione del gas di 0,02-0,06MPa sarà spinta dal fondo del liquido di alluminio lentamente nello stampo - la velocità di riempimento è solo l'uno per cento della pressofusione ad alta pressione.
La lentezza ha il vantaggio di essere lenta. L'alluminio liquido nel riempimento dello stato di flusso laminare a bassa velocità, quasi senza aria nel rullo, la densità di colata può raggiungere 97% sopra. Ciò significa che i getti a bassa pressione possono essere sottoposti a trattamento termico T6 e le proprietà meccaniche sono di gran lunga migliori rispetto ai normali getti ad alta pressione.
La colata a bassa pressione è particolarmente adatta per l'uniformità dello spessore delle pareti, la simmetria strutturale delle parti del corpo rotante. 2026 nuovo campo automobilistico di energia della domanda per l'impennata di colata a bassa pressione - guscio del sistema di azionamento elettrico, piastra terminale del pacco batteria, modulo di dissipazione del calore della pila di carica, queste parti della tenuta dell'aria e delle proprietà meccaniche dei requisiti del molto alto, la colata a bassa pressione è quasi la soluzione ottimale.
Un dettaglio spesso trascurato:La durata degli stampi di colata a bassa pressione è di solito 3-5 volte superiore a quella degli stampi di pressofusione ad alta pressione, perché gli stampi sono sottoposti a forze d'urto molto più basse. Per un utilizzo annuale di 5000-50000 pezzi di media grandezza, il costo complessivo della colata a bassa pressione è inferiore a quello della pressofusione ad alta pressione.
Colata a gravità
La colata per gravità si basa sulla gravità del liquido di alluminio stesso per riempire lo stampo, che sembra essere la soglia tecnica più bassa, ma non è facile da realizzare bene. La velocità di riempimento è completamente controllata dalla progettazione del sistema di colata e l'uniformità del campo di temperatura dello stampo determina direttamente la qualità della colata.
Il vantaggio principale della colata a gravità è il basso costo degli stampi (di solito solo 30%-50% degli stampi per la pressofusione ad alta pressione), adatto a getti di piccole e medie dimensioni e di struttura complessa. Lo svantaggio è che il ritmo di produzione è lento, il costo di un singolo pezzo con l'aumento dei lotti non è competitivo come la pressofusione ad alta pressione.
Colata in sabbia e microfusione
La colata in sabbia è adatta a fusioni di grandi dimensioni (oltre 50 kg) e a piccoli lotti di prova, con il costo dello stampo più basso ma la peggiore rugosità superficiale e precisione dimensionale. La colata di precisione (microfusione) si colloca all'altro estremo: può raggiungere la tolleranza CT4, la rugosità superficiale Ra 3,2 o inferiore, ma il costo per pezzo è elevato, adatto per i dispositivi aerospaziali e medici.
Riferimento rapido al confronto dei processi
| Tipo di processo | Gamma di spessori delle pareti | Precisione dimensionale | Costo dello stampo | lotto economico | omogeneità | applicazione tipica |
|---|---|---|---|---|---|---|
| Pressofusione ad alta pressione | 1,0-6 mm | CT5-CT7 | $150,000-$800,000 | >10.000 pezzi | 92%-96% | Parti a guscio per autoveicoli, parti strutturali 3C |
| colata a bassa pressione | 4-25 mm | CT6-CT8 | $80,000-$300,000 | 3.000-50.000 articoli | 97%+ | Mozzo, azionamento elettrico alloggiamento, corpo valvola |
| colata gravitazionale | 5-30 mm | CT7-CT9 | $50,000 - $200,000 | 500-20.000 pezzi | 95%-97% | Raccordi per tubi, involucro della pompa, staffe |
| colata in sabbia | 8-100 mm+ | CT9-CT12 | 0.5-$50,000 | 1-5.000 pezzi | 90%-94% | Telai di grandi dimensioni, parti di prototipi |
| colata di precisione | 1,0-10 mm | CT4-CT6 | $30,000-$150,000 | 500-10.000 pezzi | 96%+ | Lame aerospaziali, dispositivi medici |
Un suggerimento pratico: se avete una richiesta annuale di pezzi di circa 5.000 unità, uno spessore di parete superiore a 5 mm e un requisito di proprietà meccaniche, non precipitatevi ancora in un impianto di pressofusione ad alta pressione: la colata a bassa pressione o la colata a gravità possono essere un'opzione più economica.
Integrazione della tecnologia di pressofusione (Mega Casting) nello status quo dello sviluppo cinese
Se nel 2024 la pressofusione integrata è ancora "hot concept, landing less", nel 2026 la situazione è completamente diversa.
Entro l'inizio del 2026, in Cina sono state messe in funzione più di 120 macchine di pressofusione ultra-grandi con peso superiore a 9.000 tonnellate, tra cui più di 15 modelli con peso superiore a 16.000 tonnellate. Lijin Technology, Haitian metal, IZP e tre fornitori di attrezzature occupano la quota di mercato globale delle macchine di pressofusione ultra-grandi di oltre 80%. Non si tratta di un caso: la catena dell'industria automobilistica cinese, caratterizzata da nuove energie e dalla domanda di pressofusione integrata, ha generato direttamente la fine dell'esplosione tecnologica delle attrezzature.
Perché la pressofusione integrata è un "game changer"
I pianali posteriori automobilistici convenzionali sono costituiti da 70-80 parti stampate e saldate tra loro; la pressofusione integrata li riduce a un'unica fusione. Il pianale posteriore integrato della Tesla Model Y pesa circa 55 kg e sostituisce i 79 pezzi originali e le centinaia di giunzioni saldate.
Ciò comporta non solo una riduzione dei costi di produzione (circa 40% in meno), ma soprattutto una compressione dei tempi di produzione dell'intero reparto posteriore da 2 ore a meno di 2 minuti. Per l'OEM, questo significa meno robot di saldatura, meno spazio in officina e linee di produzione più brevi.
Gli ultimi progressi della pressofusione integrata in Cina nel 2026
Alla fine del 2025 Xiaopeng Auto ha prodotto in serie la prima carlinga anteriore integrata pressofusa al mondo, utilizzando una macchina di pressofusione da 12.000 tonnellate. La carlinga anteriore è molto più difficile del pianale posteriore: dovendo resistere ai carichi d'urto, il requisito di allungamento del materiale è stato aumentato da 8% per il pianale posteriore a oltre 12%.
La lega di alluminio esente da trattamenti termici è il materiale "di punta" per la pressofusione integrata. Tesla utilizza una lega sviluppata in proprio e i fornitori cinesi, il gruppo Lizhong e la lega priva di trattamento termico di Handsome Wing Chi, hanno superato la verifica di numerosi OEM. 2026 un'importante scoperta: il costo della lega priva di trattamento termico nazionale è stato ridotto alla lega importata di 60%-70%, riducendo in modo significativo la soglia del materiale per la pressofusione integrata.
Ma la pressofusione integrata non è tutto. La forza di serraggio di 9000 tonnellate sopra la macchina di pressofusione singola investe 30-50 milioni di yuan, più il sistema di vuoto di supporto, il sistema di spruzzatura, i pezzi di robot di raccolta, una linea di produzione dell'investimento totale facilmente oltre 100 milioni. Ciò significa che solo la produzione annuale di oltre 100.000 pezzi del progetto, l'economia della pressofusione integrata può essere riflessa.
Per i progetti di volume medio-piccolo, con una domanda annuale compresa tra le migliaia e le decine di migliaia di pezzi, la pressofusione a bassa pressione e la tradizionale pressofusione ad alta pressione sono ancora scelte più pragmatiche. Il dividendo della pressofusione integrata, attualmente, appartiene principalmente alla capacità di produzione annuale di oltre 100.000 veicoli OEM e dei loro fornitori di primo livello.

Cluster industriali principali e distribuzione regionale dei getti di alluminio in Cina
La distribuzione geografica dell'industria cinese della colata di alluminio non è casuale. La formazione di ogni cluster ha una sua logica storica e una sua base di filiera industriale, per capire la quale non si potrà fare una "selezione alla cieca" nella scelta dei fornitori.
Ningbo-Taizhou, Zhejiang: gene di fusione nella città natale degli stampi
Ningbo Beilun è conosciuta come la "città natale degli stampi cinesi", e questo titolo non è falso. Ningbo e le aree circostanti hanno riunito più di 3.000 imprese di stampi e colate, formando un ciclo chiuso completo che va dalla progettazione degli stampi, alla produzione di colate.
I vantaggi principali delle imprese di fonderia di Ningbo sonoFormare la capacità di autosviluppoL'intera catena è completata in modo indipendente. Come le imprese di Ningbo He Xin, dalla progettazione dello stampo per la colata a bassa pressione all'analisi della formatura del prodotto, fino alla produzione in serie, l'intera catena viene completata in modo indipendente. Questo modello integrato "stampo + colata", nello sviluppo dell'efficienza e del controllo dei costi, ha un vantaggio naturale: la modifica dello stampo non richiede una comunicazione tra aziende, un team di ingegneri sarà in grado di gestire l'intero processo, dall'analisi del flusso dello stampo alla verifica dello stampo di prova.
Un'altra caratteristica del cluster di Ningbo è l'alta percentuale di componenti auto. Beneficiando dell'effetto di irradiazione di Geely, SAIC e altri OEM, le imprese di fusione di Ningbo nel campo delle parti e dei componenti in lega di alluminio per autoveicoli hanno accumulato una profonda esperienza nel funzionamento del sistema IATF 16949. 2026, con lo scoppio dei veicoli a nuova energia sulla domanda di parti di fusione a bassa pressione, la capacità di produzione di fusione a bassa pressione a Ningbo è in rapida espansione.
Foshan, Guangdong - Dongguan: industria della pressofusione, "fabbrica del mondo"."
Il Guangdong è la città assoluta della pressofusione ad alta pressione in Cina e il numero di imprese di pressofusione in un solo distretto, il distretto di Nanhai di Foshan, supera le 800 unità. Il vantaggio qui è l'effetto di scala e la densità della catena di fornitura: è possibile trovare produttori di macchine per la pressofusione, fabbriche di stampi, fornitori di lingotti di alluminio, fabbriche di trattamenti superficiali, centri di lavorazione CNC nel raggio di 20 km, e tutte le strutture di supporto sono disponibili.
La struttura dei prodotti delle imprese di pressofusione del Guangdong è orientata verso l'elettronica di consumo e le apparecchiature di comunicazione: telaio centrale del telefono cellulare, guscio del notebook, radiatore della stazione base 5G, guscio della lampada LED. Negli ultimi due anni, la percentuale di componenti automobilistici è aumentata, ma i tradizionali componenti 3C e per elettrodomestici sono ancora la piastra di base.
Jiangsu Suzhou-Nantong: l'altopiano della fusione di precisione
Suzhou e le aree circostanti delle imprese di fonderia, prendono la strada della "precisione, ad alto valore aggiunto". Qui si sono riuniti una serie di servizi Bosch, Continental, ZF e altri fornitori internazionali di colate di alluminio Tier 1, la precisione dei prodotti e il livello di controllo della qualità sono generalmente superiori alla media nazionale.
Anche il prezzo è elevato. Le aziende di fusione di Suzhou offrono solitamente prezzi 15%-25% più alti rispetto a Ningbo e Foshan, ma se le tolleranze dei vostri pezzi devono essere entro ±0,1 mm o se dovete superare le verifiche di processo VDA 6.3 dell'OEM tedesco, vale la pena dare la priorità ai fornitori di Suzhou.
Shandong Binzhou-Yantai: vantaggi a monte della catena industriale dell'alluminio
Lo Shandong è la più grande provincia cinese per la produzione di alluminio elettrolitico, il gruppo Weiqiao Chuangye ha una capacità produttiva di alluminio elettrolitico pari a 15% nel Paese. Grazie ai vantaggi delle materie prime, Binzhou e Yantai hanno formato una catena industriale verticale "alluminio elettrolitico - lega di alluminio - fusioni di alluminio".
Le imprese di fusione dello Shandong hanno costi delle materie prime inferiori alle loro controparti meridionali 5%-8%, il che rappresenta una competitività molto reale nel settore delle fusioni in alluminio, in quanto le materie prime rappresentano più di 60% del costo dell'industria. Tuttavia, il cluster dello Shandong nella lavorazione di precisione e nella tecnologia degli stampi e Ningbo, Suzhou, presentano ancora un divario.
Chongqing Liangjiang New Area: l'ascesa della base di fusione di automobili in Occidente
Negli ultimi cinque anni, Chongqing ha quasi raddoppiato la sua capacità di fusione dell'alluminio, basandosi sulla domanda locale di OEM come Changan Automobile e Sailis. Il vantaggio di Chongqing è il basso costo della manodopera (inferiore a quello delle zone costiere) e la capacità di irradiazione della logistica interna - servendo i mercati del sud-ovest e del nord-ovest rispetto alle imprese costiere hanno un vantaggio geografico.

Inventario approfondito dei produttori cinesi di fusioni in alluminio di testa
I produttori cinesi di colate di alluminio sono decine di migliaia, ma vale davvero la pena di prestare attenzione alle imprese che possono essere "leader quotate" e "nuove imprese private speciali".
Echelon di società quotate in borsa
Wencan (603348)-Una delle principali aziende di pressofusione di leghe di alluminio in Cina, è il fornitore principale del pianale posteriore integrato di Tesla. Il fatturato del 2025 supera gli 8 miliardi di yuan, dispone di molte macchine di pressofusione di dimensioni super-grandi e ha basi di produzione in Messico e in Europa. Se il vostro progetto prevede la pressofusione integrata, Wenchan è il nome da cui non si può prescindere.
Gruppo TOP (601689)--Dalle parti del telaio al campo della pressofusione integrata, la 2026 ha una capacità di produzione di massa di pressofusione integrata della carlinga anteriore, del pavimento posteriore e del vassoio della batteria. Toppan si distingue per la consegna in un'unica soluzione "fusione + lavorazione + assemblaggio".
Acordi (600933)--Concentrandosi sulle pressofusioni di precisione di piccole e medie dimensioni, i clienti principali includono Bosch, Valeo, Continental. Il tasso di automazione di Acuity Brands è leader nel settore, con un'efficienza di produzione da parte di una sola persona più che doppia rispetto alla media del settore.
Gruppo Sunrise (603305)-Fornitore iniziale di Tesla, con una profonda esperienza nel campo delle parti di precisione in lega di alluminio per i veicoli a nuova energia. I prodotti coprono il sistema di trazione elettrica, il sistema di batterie e il sistema del telaio.
Imprese private specializzate e nuove
Le società quotate in borsa hanno una soglia elevata, una grande quantità di ordini, che non è adatta a tutti gli acquirenti. L'industria cinese della colata di alluminio, la vera "forza vitale" è costituita da un gruppo di imprese private che si concentrano su settori di nicchia.
Ningbo Hexin Moulding Co.--Fondata nel 2010 e situata a Beilun, Ningbo, Hersin si concentra sulla ricerca e lo sviluppo di stampi per la colata di leghe di alluminio e sulla produzione di colate. La differenziazione di Hersin risiede nella copertura simultanea della colata a bassa pressione, della colata a gravità e della colata ad alta pressione, con l'intera catena che va dalla progettazione dello stampo alla consegna del prodotto finito completata in modo indipendente. 2026, Hersin si sta concentrando sull'espansione dell'applicazione della colata a bassa pressione nel campo delle applicazioni automobilistiche per le nuove energie, compresi i gusci delle trasmissioni elettriche e le parti strutturali della pila di ricarica. Per una domanda annuale di diverse migliaia o decine di migliaia di pezzi, la necessità di capacità di sviluppo autonomo di stampi per il progetto di ricambi auto, questo tipo di integrazione "stampo + colata" delle medie imprese tende a fornire un tempo di risposta più flessibile e un costo più ragionevole.
Imprese specializzate simili sono distribuite in tutta Ningbo, Foshan e Suzhou. Le loro caratteristiche comuni sono: piccola scala ma focalizzata sulla tecnologia, il proprietario stesso ha spesso una formazione tecnica e una profonda conoscenza dei processi specifici.
Scegliere la testa o la vita?
Dipende dalle caratteristiche del progetto. Per volumi elevati (più di 100.000 pezzi all'anno) e pezzi altamente standardizzati, è preferibile cercare leader quotati in borsa con capacità più affidabili e sicurezza del sistema. Per i progetti di volume medio-piccolo e altamente personalizzati, con frequenti iterazioni di utensili, le aziende quotate in borsa hanno di solito un rapporto prezzo/prestazioni e una flessibilità migliori.
Un'idea sbagliata comune è che le società quotate in borsa siano "necessariamente migliori" delle piccole fabbriche. Non è così. Le società quotate in borsa hanno molti livelli di gestione e lunghi processi interni, e i loro tempi di risposta ai piccoli ordini spesso non sono così rapidi come quelli delle medie imprese private. Ho visto molti casi: l'acquirente ha passato tre mesi ad aspettare che la società quotata in borsa programmasse la produzione, e alla fine ha trovato una fabbrica di medie dimensioni a Ningbo che ha completato l'intero processo, dall'apertura dello stampo al primo pezzo, in due mesi.
Aree di applicazione principali della colata di alluminio e analisi del mercato a valle
Le applicazioni a valle dei getti di alluminio subiscono un cambiamento strutturale nel 2026. Il settore automobilistico rimane il primo mercato, ma la struttura della domanda di getti di alluminio per i veicoli a nuova energia è molto diversa da quella dei veicoli a carburante tradizionale.
Veicoli a nuova energia: il più grande mercato incrementale
Nel 2026, il tasso di penetrazione dei veicoli a nuova energia in Cina dovrebbe superare le 55%, con una produzione annuale di oltre 15 milioni di veicoli. Ogni veicolo a nuova energia utilizza 80-130 kg di getti di alluminio in più rispetto ai veicoli a combustibile, con l'incremento principale derivante da:
- Sistemi di azionamento elettrico--Guscio del motore, guscio del riduttore, guscio del controllo elettronico, questi tre insieme chiamati "guscio di trazione elettrica tre in uno", una singola auto con circa 25-35 kg di alluminio.
- Sistema a batteria--Coperchio superiore del pacco batteria, cassa inferiore, piastre terminali, piastra di raffreddamento del liquido, 40-60 kg di alluminio per un singolo veicolo.
- Componenti del telaio e della carrozzeria--Telaio, snodo dello sterzo, braccio di comando, parti della carrozzeria pressofuse integrate, 50-80 kg di alluminio per veicolo.
Esiste un'importante differenziazione di processo: la scocca del motore elettrico, a causa degli elevatissimi requisiti di ermeticità (i requisiti di tenuta sono di solito inferiori a 1 × 10-⁷ Pa-m³/s), la fusione a bassa pressione è il processo principale; il contenitore del pacco batteria, a causa delle grandi dimensioni e dello spessore sottile delle pareti, è più adatto alla pressofusione ad alta pressione o all'estrusione + schema di saldatura; i componenti strutturali del telaio sono integrati. La pressofusione è il principale campo di battaglia.
Veicoli a combustibile tradizionale: il mercato delle scorte rimane resistente
Anche se i veicoli a nuova energia stanno intaccando la quota dei veicoli a combustibile, nel 2026 la produzione cinese di veicoli a combustibile sarà ancora di circa 12 milioni di unità. La domanda di blocchi motore, testate cilindri, scatole del cambio e di queste tradizionali fusioni in alluminio è ancora considerevole. E con la crescente pressione dei veicoli a combustibile leggeri (le normative sulle emissioni sono sempre più severe), la tendenza della lega di alluminio a sostituire la ghisa sta accelerando.
Comunicazioni 5G ed elettronica di consumo: la patria della pressofusione di alta precisione
La distribuzione su larga scala delle stazioni base 5G entrerà nella fase "cieca" nel 2026, estendendosi dal centro urbano alle periferie, ai parchi industriali e alle arterie stradali. Ogni macro-stazione base 5G richiede 3-5 alloggiamenti per dissipatori di calore in lega di alluminio, che pesano singolarmente tra gli 8 e i 15 kg, con requisiti estremamente elevati in termini di precisione e qualità superficiale delle alette dei dissipatori di calore. Questo mercato è saldamente controllato dalle aziende di pressofusione di Foshan e Dongguan, nella provincia di Guangdong.
Nell'elettronica di consumo, le parti strutturali delle cerniere dei telefoni cellulari con schermo pieghevole, i gusci in lega di magnesio-alluminio delle cuffie VR e i telai delle fusoliere dei droni sono tutte applicazioni tipiche della pressofusione di precisione in lega di alluminio. Questi componenti sono caratterizzati da spessori sottili (0,6-1,5 mm), elevati requisiti estetici (che richiedono l'ossidazione anodica o il trattamento PVD), tolleranze ristrette (livello di ±0,05 mm) e margini di profitto molto più elevati di quelli dei componenti automobilistici.
Attrezzature industriali e illuminazione a LED
La domanda di getti di alluminio nel settore industriale è relativamente stabile: corpi di valvole idrauliche, alloggiamenti di componenti pneumatici, alloggiamenti di giunti di robot industriali, alloggiamenti di compressori, ecc. Questi pezzi non sono in grandi lotti ma hanno molte varietà e la colata a gravità e la colata a bassa pressione sono i processi principali.
Dopo anni di rimescolamenti nel settore dell'illuminazione a LED, la domanda di getti di alluminio si concentra nelle lampade industriali e minerarie ad alta potenza, nelle lampade stradali e nei radiatori per l'illuminazione commerciale. La concorrenza in questo segmento di mercato si è fatta incandescente, i margini di profitto sono stati compressi all'estremo e non è consigliabile come obiettivo principale per i nuovi fornitori.
Aerospazio: un oceano blu con una soglia alta
La consegna in serie del COMAC C919 e l'avanzamento della ricerca e sviluppo del CR929 stanno aprendo lo spazio per la sostituzione domestica dei getti di alluminio per l'aviazione. I requisiti dei getti di alluminio per l'aviazione relativi al materiale (A356-T6, A357-T6), al processo di colata (colata sotto vuoto a bassa pressione, colata a pressione differenziale) e agli standard di prova (100%X per il rilevamento dei difetti) sono estremamente severi e le aziende che possono entrare in questo circuito sono poche. Tuttavia, una volta ottenuta la certificazione, la stabilità degli ordini e la redditività sono di gran lunga superiori a quelle dei componenti automobilistici.
Come valutare e selezionare i produttori cinesi di fusioni in alluminio
Non è difficile trovare un mucchio di candidati fornitori, ma è difficile selezionare quelli veramente affidabili. L'errore più grande che molti acquirenti commettono in questa fase è quello di affidarsi troppo alle informazioni online e di ignorare le verifiche in loco.
Verso un quadro di valutazione: sei dimensioni fondamentali
Dimensione 1: corrispondenza dei processi
Questo è l'aspetto più elementare e più trascurato. I vostri pezzi hanno bisogno di una fusione a bassa pressione, non rivolgetevi a una fabbrica che dispone solo di attrezzature per la pressofusione ad alta pressione. Sembra un'assurdità? Ma in pratica, alcune fabbriche per ricevere ordini dicono "possiamo anche farlo", e poi usano un processo inadatto e difficile, e alla fine la qualità è un disastro.
Il metodo di conferma è semplice: chiedete al fornitore di fornire casi di produzione di pezzi simili, comprese le registrazioni dei parametri di processo e i rapporti di prova. Se non è in grado di produrli, significa che non è il suo punto di forza.
Dimensione II: Sistema di gestione della qualità
La certificazione IATF 16949 è la soglia di base per i fornitori di componenti automobilistici, mentre la ISO 9001 è il requisito minimo per i componenti industriali generici. Ma il certificato in sé non dice molto: la chiave è vedere se il sistema funziona davvero.
C'è un modo rapido per determinarlo: porre a caso agli operai dell'officina una domanda relativa all'SPC, come "Qual è il valore target Cpk per questa stazione?". Se l'operaio è in grado di rispondere, significa che il sistema è vivo; se sembra confuso, è molto probabile che il certificato sia stato appeso al muro per fare bella figura.
Dimensione 3: Capacità di sviluppo stampi
La qualità delle fusioni di alluminio 70% dipende dallo stampo. Un'eccellente azienda di fusione deve avere:
- Capacità di analisi del flusso di modalità (utilizzando software di simulazione come MAGMAsoft, ProCAST o AnyCasting)
- Capacità di progettazione e produzione di stampi in-house (non assemblati dopo la lavorazione esterna)
- Esperienza nel debugging e nell'ottimizzazione degli stampi (in grado di raggiungere una percentuale di passaggio al primo pezzo di 85% o superiore)
Ningbo Hexin come stampo R & S per avviare l'impresa, in questa dimensione ha un vantaggio naturale - analisi della struttura dello stampo e l'analisi di modellazione del prodotto è la loro competenza di base, i problemi di stampo può essere interno rapida iterazione, non c'è bisogno di aspettare per la programmazione di fabbrica stampo esterno.
Dimensione 4: Capacità e affidabilità di fornitura
Non limitatevi a considerare la "capacità massima" indicata dal fornitore.Capacità effettiva disponibile. Una fabbrica dispone di 10 macchine per la pressofusione, ma con 3 di esse in riparazione e 2 occupate da grandi clienti per lunghi periodi di tempo, potrebbe averne solo 5 effettivamente utilizzabili.
I fornitori devono fornire i dati relativi all'utilizzo della capacità e al tasso di consegna puntuale degli ultimi 6 mesi. I tassi di consegna puntuale inferiori a 90% devono essere considerati con cautela.
Dimensione V: Capacità di controllo dei materiali
Il grado della lega di alluminio determina direttamente le prestazioni della colata. La differenza di proprietà meccaniche tra A356.2 e ADC12 è enorme e le conseguenze dell'uso del materiale sbagliato sono gravi. I fornitori qualificati devono avere:
- Test di analisi spettrale in ingresso (obbligatorio per ogni forno)
- Rilevazione del contenuto di gas nell'alluminio liquido (metodo di solidificazione per decompressione o metodo della densità quantitativa)
- Tabella di controllo SPC per la composizione delle leghe
- File di tracciabilità dei fornitori di materiali
Dimensione 6: Capacità ESG e di conformità
Il peso di questa voce nel 2026 è in rapido aumento. Il Carbon Border Adjustment Mechanism (CBAM) dell'UE ha già introdotto tariffe sul carbonio per i prodotti in alluminio e i getti di alluminio esportati in Europa sono tenuti a fornire un rapporto sull'impronta di carbonio. Se i vostri clienti finali sono in Europa, i dati sulle emissioni di carbonio e la percentuale di alluminio riciclato utilizzata dai vostri fornitori sono un requisito obbligatorio, non un "plus".
Guida pratica alle ispezioni in fabbrica: 12 punti di controllo chiave per le visite in loco
Non c'è modo migliore di leggere online che camminare in una fabbrica. Ma un'ispezione in fabbrica non è un "tour": è necessario andare con una lista di controllo e tornare con un punteggio. I 12 punti di controllo che seguono sono classificati in ordine di importanza, con ogni voce che deve essere valutata su una scala da 1 a 5.
Apparecchiature e hardware (peso 30%)
Punto di controllo 1: marca, tonnellaggio ed età delle attrezzature per la colata di anime
La macchina per la pressofusione dipende dalla marca (Lijin, Bühler, Toyo, Ube) e dall'età di utilizzo. Se l'attrezzatura ha più di 15 anni, il decadimento della forza di serraggio e l'accuratezza del controllo sono inevitabili. La macchina per colata a bassa pressione si concentra sul materiale del tubo liquido di sollevamento e sulle prestazioni di tenuta, mentre la colata a gravità si concentra sulla scorrevolezza del meccanismo di inclinazione.
Punto di controllo 2: Completezza del pacchetto di attrezzature accessorie
L'accuratezza del controllo della temperatura del forno di fusione (entro ±5℃), la capacità di controllo della temperatura del termoregolatore dello stampo, il grado di vuoto del sistema di vuoto (la pressofusione ad alta pressione dovrebbe raggiungere meno di 50mbar), l'uniformità di copertura del robot di spruzzatura. Il livello delle attrezzature ausiliarie spesso riflette la volontà della fabbrica di investire di più rispetto alla macchina principale.
Punto di controllo 3: Numero e precisione dei centri di lavoro CNC
Le fusioni di alluminio richiedono spesso una lavorazione secondaria. Una capacità di lavorazione CNC di proprietà della fabbrica significa tempi di consegna più brevi e una chiusura di qualità migliore. Concentratevi sulle marche di macchine (Fanuc, Mazak, Haitian Precision, ecc.) e sulle regolari registrazioni di calibrazione della precisione.
Controllo di processo (peso 30%)
Punto di controllo 4: vero stato operativo del controllo di processo SPC
Non limitatevi a guardare le carte di controllo appese alla parete, ma verificate se i dati sono aggiornati in tempo reale e se ci sono registrazioni delle azioni correttive intraprese quando i limiti di controllo vengono superati. Selezionate a caso la tabella di controllo di una postazione di lavoro e chiedete all'operatore "quando è stata l'ultima volta che il limite è stato superato e come è stato gestito".
Punto di controllo 5: Registrazioni dell'ispezione del primo articolo e delle ispezioni di processo
La registrazione dell'ispezione del primo articolo è completa per ogni avvio di turno? Qual è la frequenza delle ispezioni di processo? Qual è il processo di gestione dei problemi riscontrati durante l'ispezione? Questi dettagli possono dire se il sistema di qualità è "realmente funzionante" o "di facciata".
Punto di controllo 6: registri di manutenzione degli stampi
Le forme sono il bene più costoso di una fonderia. Controllate il registro degli stampi: il numero di stampi prodotti, i registri di manutenzione e i cicli di sostituzione delle parti soggette a usura per ogni serie di stampi. Un impianto ben gestito sarà preciso nella curva di vita di ogni stampo. Stabilimenti mal gestiti? Il magazzino stampi è arrugginito e il registro non è disponibile o non viene aggiornato per sei mesi.
Capacità di rilevamento (peso 20%)
Punto di controllo 7: Configurazione delle attrezzature di laboratorio
Configurazione di base: analizzatore di spettro, macchina di misura a coordinate (CMM), tester di durezza, macchina per prove di trazione, microscopio metallografico. Punti extra: rilevatore di difetti a raggi X (DR o CT), apparecchiatura per prove di tenuta all'aria, macchina per prove di fatica. Se la fabbrica non dispone nemmeno di uno spettrometro, è praticamente impossibile parlare di controllo dei materiali.
Punto di controllo 8: Stato di calibrazione dell'apparecchiatura di prova
Ogni apparecchiatura di prova deve avere un certificato di calibrazione con un periodo di validità. Il periodo di calibrazione è solitamente di un anno per le CMM e di sei mesi per gli spettrometri. Le apparecchiature che non sono state calibrate dopo la data di scadenza non hanno alcuna credibilità nei dati di ispezione.
Gestione e ambiente (peso 20%)
Punto di controllo 9: Livello di gestione delle 5S nell'officina
Le 5S non sono un progetto per salvare la faccia. Se il pavimento è pulito, se i materiali sono disposti in modo ordinato, se i corridoi sono sgombri, se gli utensili sono rimessi al loro posto: questi dettagli riflettono direttamente l'atteggiamento del management nei confronti della qualità. L'ambiente naturale della fonderia è povero (alta temperatura, polvere), se si riesce a mantenere in tali condizioni una fabbrica ordinata, la capacità di gestione non sarà male.
Punto di controllo 10: Gestione del magazzino
Le materie prime (lingotti di alluminio) sono immagazzinate ed etichettate in base al grado? I prodotti finiti sono imballati con protezione e gestiti secondo il metodo FIFO? L'area di segregazione per i prodotti non conformi è chiaramente delineata? Nelle fabbriche con magazzini caotici, il rischio di inviare materiali sbagliati o di mescolarli è estremamente elevato.
Punto di controllo 11: Stato operativo delle strutture di protezione ambientale
Il sistema di trattamento dei fumi di fusione funziona correttamente? L'impianto di trattamento delle acque reflue è a norma? Lo stoccaggio dei rifiuti pericolosi è a norma? Nel 2026, l'applicazione della tutela ambientale è senza precedenti e le fabbriche che non rispettano gli standard ambientali possono essere sospese in qualsiasi momento, il che minaccia direttamente la sicurezza della vostra catena di approvvigionamento.
Punto di controllo 12: stabilità del personale e livelli di competenza
Parlate con i supervisori e i tecnici dell'officina per capire la stabilità del team principale. La fusione è un'industria ad alta intensità di esperienza: il divario tra un ingegnere di pressofusione con 10 anni di esperienza e un novizio che ha appena iniziato a lavorare nel settore è enorme in termini di debugging degli stampi e ottimizzazione dei processi. Con un tasso di turnover del personale superiore a 30%, è difficile garantire la stabilità della qualità.
Raccomandazioni sul punteggio delle ispezioni in fabbrica:Punteggio totale 60 su 60. 45 punti o più possono essere classificati come fornitori qualificati; 35-44 punti devono essere rettificati e poi rivisti; 35 punti o meno sono direttamente eliminati. Ogni punto di controllo da 1 a 5 punti, ponderati per il calcolo del punteggio totale.
Analisi delle esportazioni cinesi e della competitività internazionale dei getti di alluminio
Le esportazioni cinesi di getti di alluminio hanno raggiunto circa 3,2 milioni di tonnellate nel 2025, con un valore di esportazione di oltre 18 miliardi di dollari. Ma il contesto commerciale nel 2026 è più complesso che mai.
Modelli dei principali mercati di esportazione
In ordine di valore delle esportazioni, le prime cinque destinazioni dei getti di alluminio cinesi sono: Stati Uniti (circa 25%), Unione Europea (circa 22%), Giappone (circa 10%), Sud-Est asiatico (circa 12%), Messico (circa 8%).
Un cambiamento notevole nel 2026 è che la quota del Messico sta aumentando rapidamente. A causa degli attriti commerciali tra Cina e Stati Uniti, sempre più imprese cinesi di fonderia hanno scelto di creare impianti di assemblaggio o di finitura in Messico, esportando prodotti semilavorati dalla Cina al Messico per completare la lavorazione finale, per poi entrare nel mercato statunitense con tariffe preferenziali nel quadro dell'USMCA. Le azioni Wencan, Guangdong Hongtu e altre imprese principali sono state messe in produzione in Messico.
Competitività dei prezzi: il vantaggio si sta riducendo ma è ancora significativo
Il prezzo FOB dei getti di alluminio cinesi è solitamente 30%-45% inferiore a quello di prodotti simili in Europa e negli Stati Uniti, e 10%-20% inferiore a quello del Sud-Est asiatico (Vietnam, Thailandia):
- Densità della catena di approvvigionamento-Estrema compressione dei costi lungo l'intera catena, dal lingotto al prodotto finito
- effetto scala-Le fonderie cinesi hanno un tasso medio di utilizzo della capacità di circa 75%, con una sufficiente diluizione dei costi fissi.
- costo del lavoro--Anche se in aumento, i salari mensili dei lavoratori delle fonderie (6.000-10.000 dollari) sono ancora molto inferiori a quelli europei e statunitensi.
Il costo della manodopera è aumentato di circa 8% su base annua, i prezzi dell'elettricità sono aumentati di 15%-20% in alcune province e, con il costo aggiuntivo delle tariffe sul carbonio, il costo combinato dell'esportazione di getti di alluminio in Cina è aumentato di circa 12% rispetto a due anni fa.
CBAM Carbon Border Adjustment Mechanism: la più grande variabile commerciale nel 2026
Dal 1° gennaio 2026, il CBAM dell'UE è entrato ufficialmente nella fase di raccolta sostanziale. I getti di alluminio rientrano nell'ambito di copertura del CBAM, le imprese cinesi di getti di alluminio che esportano nell'UE devono:
- Fornire dati sulle emissioni di carbonio per l'intero ciclo di vita del prodotto (comprese le emissioni di carbonio derivanti dall'elettrolisi dell'alluminio a monte)
- Acquisto di certificati CBAM al prezzo del mercato del carbonio dell'UE (circa 85-95 EUR/tCO₂ all'inizio del 2026).
- Se si utilizza l'elettrolisi dell'alluminio alimentata a carbone (circa 60% dell'elettrolisi dell'alluminio cinese è alimentata a carbone), il costo del carbonio sarà significativamente più elevato.
terra Pagina ufficiale della Commissione europea CBAM Secondo le stime preliminari, ogni tonnellata di getti di alluminio esportata nell'UE comporterà un aumento del costo delle tariffe sul carbonio di 800-1200 RMB. Si tratta di una pressione non da poco per le imprese di fusione, i cui margini di profitto non sono elevati.
Le strategie di risposta stanno già divergendo: le aziende principali stanno iniziando a rifornirsi di alluminio idroelettrico dallo Yunnan e dal Sichuan (con emissioni di carbonio pari solo a 1/4 di quelle dell'alluminio alimentato a carbone) e a investire nella produzione di energia fotovoltaica per ridurre le proprie emissioni di carbonio; le PMI si affidano maggiormente all'aumento della percentuale di alluminio riciclato che utilizzano (le emissioni di carbonio dell'alluminio riciclato sono pari solo a 5% di quelle dell'alluminio primario) per ridurre le proprie impronte di carbonio.
Requisiti per la certificazione internazionale
L'esportazione in mercati diversi richiede certificazioni diverse:
| mercato di riferimento | Certificazioni richieste | Certificazione di credito extra |
|---|---|---|
| Auto europea | IATF 16949 + VDA 6.3 | Rapporto sull'impronta di carbonio ISO 14001 + CBAM |
| Auto nordamericana | IATF 16949 + CQI-9 | AIAG-VDA FMEA |
| Auto giapponese | IATF 16949 | Rapporto di prova standard JIS |
| Industrie generali (globale) | ISO 9001 | ISO 14001 + RoHS/REACH |
| aerospaziale | AS9100D + Nadcap | Certificazione di processo speciale |
Sfide e tendenze di sviluppo dell'industria cinese della colata di alluminio
L'industria dei getti di alluminio non è mai a corto di opportunità, ma le sfide del 2026 sono anche più complesse che mai. Osservando insieme le sfide e le tendenze si può avere un quadro più chiaro della direzione che il settore sta prendendo.
Volatilità dei prezzi delle materie prime: il più grande killer di profitti per le imprese di fonderia
I prezzi dei lingotti di alluminio nel 2025 hanno subito forti fluttuazioni: dall'inizio dell'anno 19.500 yuan/tonnellata fino a 22.800 yuan/tonnellata a metà anno, per poi scendere a 20.500 yuan/tonnellata nel quarto trimestre. Per le imprese di fusione dell'alluminio, le materie prime rappresentano il 55%-65% dei costi, le fluttuazioni dei prezzi dell'alluminio ogni 1.000 yuan / tonnellata, i margini di profitto cambiano di 2-3 punti percentuali.
Le aziende più importanti hanno risposto stipulando lock-up a lungo termine sui lingotti o utilizzando coperture a termine, ma la maggior parte delle PMI non ha la capacità e il capitale per farlo. Nel 2026 si assisterà alla tendenza di un maggior numero di fonderie a stipulare clausole di "collegamento del prezzo dell'alluminio" con i propri clienti, in base alle quali il rischio di fluttuazioni del prezzo delle materie prime sarà condiviso con il cliente. Se siete acquirenti, tenetene conto durante le trattative: un'unica compressione dei prezzi potrebbe indurre i fornitori a tagliare gli angoli quando i prezzi dell'alluminio aumentano.
Le politiche ambientali continuano ad inasprirsi
Nel 2026, il Ministero dell'Ecologia e dell'Ambiente ha nuovamente inasprito gli standard di emissione dell'industria della fonderia: i limiti di emissione del particolato sono stati ridotti da 30mg/m³ a 20mg/m³, mentre i limiti di emissione dei COV sono stati ridotti da 120mg/m³ a 80mg/m³. Ciò significa che un gran numero di aziende di pressofusione che utilizzano distaccanti tradizionali devono passare a distaccanti a base d'acqua o alla tecnologia di distacco a secco, con un investimento per la trasformazione di 50-2 milioni di yuan.
La protezione ambientale non è un "costo", ma un "biglietto". Le imprese che non rispettano gli standard saranno limitate o addirittura chiuse, mentre l'ambiente competitivo per le aziende che rispettano gli standard è migliorato. Dal punto di vista dell'acquirente, scegliere fornitori rispettosi dell'ambiente significa proteggere la stabilità della propria catena di approvvigionamento.
Aumento della percentuale di alluminio riciclato: da "facoltativo" a "obbligatorio"
Si prevede che la produzione cinese di alluminio riciclato supererà i 10 milioni di tonnellate nel 2026, rappresentando più di 30% dell'offerta totale di alluminio. la forza trainante proviene da due direzioni: in primo luogo, le indicazioni politiche nell'ambito dell'obiettivo di neutralità del carbonio (le emissioni di carbonio dell'alluminio riciclato sono solo 5% di quelle dell'alluminio primario), e in secondo luogo, i costi (il prezzo dell'alluminio riciclato è inferiore a quello dell'alluminio primario di 15%-20%).
Tuttavia, l'uso dell'alluminio riciclato ha una soglia tecnica. L'alluminio riciclato ha un elevato contenuto di ferro, silicio e altre impurità; se il processo di selezione e raffinazione non è all'altezza, le proprietà meccaniche dei getti saranno notevolmente ridotte. L'utilizzo stabile di un'alta percentuale di alluminio riciclato (50% o più) sta diventando un nuovo indicatore per distinguere il livello tecnico delle imprese di fonderia.
Cinque tendenze previste per il 2026-2030
- La pressofusione integrata si espande dal pianale posteriore alla carrozzeria completaIl modello di produzione con copertura completa delle quattro parti pressofuse integrate "carrozzeria superiore e inferiore + pavimento anteriore e posteriore" sarà disponibile entro il 2028.
- Applicazione accelerata della colata a bassa pressione nel settore delle nuove energieGli alloggiamenti degli azionamenti elettrici, i componenti strutturali delle pile di ricarica e gli alloggiamenti dei sistemi di accumulo dell'energia sono diventati nuovi punti di crescita.
- La quota di utilizzo di alluminio riciclato raggiungerà le 50% entro il 2030Le fusioni di alluminio verde diventano uno standard per l'esportazione in Europa
- La concentrazione del settore continua a crescereLa quota di mercato delle prime 20 aziende passerà dall'attuale livello di circa 251 TP3T a più di 351 TP3T.
- L'ondata di costruzioni di fabbriche all'estero acceleraMessico, Ungheria e Thailandia diventano le tre principali destinazioni delle imprese cinesi di fonderia all'estero
Produzione intelligente e trasformazione digitale: un percorso di aggiornamento per le fabbriche di colata di alluminio
L'industria della fonderia è sempre stata considerata sinonimo di "produzione tradizionale", ma se si entra in alcune delle fonderie principali nel 2026 si scopre che il quadro è cambiato.
Controllo di qualità visiva AI: sostituire l'occhio umano con qualcosa di più della velocità
L'ispezione tradizionale dell'aspetto della colata di alluminio si basa sull'ispezione visiva manuale, un ispettore esperto può ispezionare 800-1000 pezzi al giorno, il tasso di perdita è compreso tra 2%-5%. La velocità di ispezione del sistema di ispezione della qualità di visione AI è 5-8 volte più veloce di quella dell'ispezione manuale e il tasso di perdita può essere controllato sotto 0,3%.
L'aspetto più critico è che l'intelligenza artificiale può rilevare modelli di difetti che l'occhio umano non è in grado di rilevare. Ad esempio, quando iniziano a comparire microfratture in una determinata parte di uno stampo, il sistema di intelligenza artificiale può fornire un avviso precoce attraverso l'analisi statistica della posizione del difetto, attivando la manutenzione dello stampo prima che si verifichi il difetto in massa. Questo tipo di "controllo di qualità predittivo" non può essere effettuato con un'ispezione manuale.
L'investimento per una serie di sistemi di ispezione della qualità AI per una linea di produzione di pressofusione è di circa 800.000-1.500.000 dollari, con un periodo di ammortamento di 12-18 mesi. Per le linee di produzione con una produzione annua superiore a 500.000 pezzi, questo investimento è conveniente.
Gemelli digitali: la messa a punto di stampi in un mondo virtuale
Il debugging dello stampo è la parte più costosa della produzione di colata. Il metodo tradizionale consiste nel provare ripetutamente lo stampo, vedere il campione, cambiare lo stampo; un ciclo di debug di uno stampo complesso può durare fino a 4-8 settimane, il costo dei rifiuti dello stampo di prova può facilmente essere di decine di migliaia o addirittura centinaia di migliaia di yuan.
La tecnologia del gemello digitale prevede in anticipo la posizione e la gravità di difetti quali ritiro, porosità, segregazione a freddo, ecc. costruendo un modello virtuale dello stampo e del processo di colata e simulando al computer l'intero processo di riempimento, solidificazione e raffreddamento. I risultati della simulazione guidano il piano di modifica dello stampo, che può ridurre il numero di stampi di prova dalle tradizionali 5-8 volte a 2-3 volte.
MAGMAsoft e ProCAST sono attualmente i software di simulazione di colata più diffusi, anche AnyCasting e China casting CAE stanno rapidamente recuperando terreno. Ningbo He Xin si concentra sulla ricerca e lo sviluppo di stampi delle imprese, è stata l'analisi di stampaggio del prodotto come un processo standard di sviluppo di stampi - prima nel software "cast" di nuovo, per confermare che non vi è alcun rischio evidente di difetti e poi aprire lo stampo, riducendo significativamente il costo di sviluppo e il ciclo.
Sistemi MES e linee di produzione automatizzate
La penetrazione del MES (Manufacturing Execution System) nell'industria della fonderia è in rapido aumento. Un sistema MES completo per la fusione può raggiungere:
- Registrazione e tracciamento automatico dei parametri di processo (velocità di iniezione, pressione, temperatura dello stampo, temperatura di colata) per ogni sessione di stampaggio.
- Monitoraggio in tempo reale dell'OEE (Overall Equipment Effectiveness) delle apparecchiature e classificazione automatica dei motivi dei fermi macchina.
- Analisi di correlazione dei dati sulla qualità e dei parametri di processo per individuare rapidamente la causa dei difetti
- Ottimizzazione della programmazione della produzione per ridurre i tempi di attesa per il cambio stampo
In termini di automazione, i robot per il pick-up e la sbavatura sono già abbastanza comuni, e la nuova tendenza per il 2026 è la "linea a luce nera": dal versamento al pick-up, al raffreddamento, all'ispezione, alla pallettizzazione, tutto automatizzato, e l'officina può essere gestita senza sorveglianza. Acuity Brands si è spinta più avanti in questo senso, con alcune linee di produzione che funzionano già 24 ore su 24 senza operatore.
Considerazioni realistiche sul ritorno dell'investimento
La trasformazione digitale non è un pranzo gratis. L'investimento in una linea di produzione di pressofusione completamente automatizzata rispetto alla linea di produzione tradizionale è superiore a 40%-60%, il ciclo di implementazione del sistema MES è solitamente di 6-12 mesi, durante il periodo di tempo, ma anche per affrontare la resistenza del personale e il dolore dell'integrazione del sistema.
Per le imprese di fusione di medie dimensioni con un fatturato annuo compreso tra i 50 e i 200 milioni di yuan, la mia proposta è di adottare un approccio graduale: il primo anno l'ispezione della qualità AI e il sistema MES (investimento di 1,5-3 milioni di yuan), la qualità dei primi dati e i dati di produzione; il secondo anno, in base al feedback dei dati, si deciderà quali stazioni valgono la pena di essere automatizzate (investimento di 2-5 milioni di yuan); il terzo anno si valuterà la profondità dell'integrazione dei gemelli digitali e il livello della linea di produzione. Una soluzione "chiavi in mano" in un'unica fase sembra ottima, ma il rischio di indigestione è elevato.
Domande frequenti (FAQ) per i produttori di fusioni in alluminio in Cina
Qual è il lead time medio per le fusioni di alluminio in Cina?
Guardate la cosa in due fasi.Fase di sviluppo dello stampo:Gli stampi per la pressofusione ad alta pressione richiedono solitamente 35-60 giorni, gli stampi per la colata a bassa pressione 30-50 giorni e gli stampi per la colata a gravità 25-40 giorni. Maggiore è la complessità e le dimensioni, più lungo è il tempo di ciclo.Fase di produzione di massa:La prima consegna è solitamente di 15-25 giorni dopo l'accettazione dello stampo, mentre i tempi di consegna per i successivi ordini arretrati sono solitamente di 7-15 giorni.
È importante notare che si tratta di tempi di consegna "normali". Se si raggiunge il picco di capacità della fonderia (di solito tra settembre e novembre di ogni anno), i tempi di consegna possono essere prolungati 20%-30% Si consiglia di lasciare un margine di almeno due settimane quando si effettua un ordine.
Come vengono calcolati i costi degli stampi?
I costi degli stampi dipendono da tre variabili fondamentali: dimensioni del getto, complessità strutturale e requisiti di durata dello stampo. Vengono forniti alcuni intervalli di riferimento:
| Tipo di colata | Gamma di costo dello stampo (RMB) | Durata dello stampo |
|---|---|---|
| Piccole fusioni ad alta pressione (<0,5 kg) | 50,000-150,000 | 80.000-150.000 stampi |
| Pressofusioni ad alta pressione di medie dimensioni (0,5-5 kg) | 150,000-500,000 | 80.000-120.000 moduli |
| Pressofusioni ad alta pressione di grandi dimensioni (>5 kg) | 500.000-1,5 milioni | 50.000-100.000 stampi |
| Stampo per colata a bassa pressione | 80,000-300,000 | 30.000-80.000 stampi |
| Stampi per colata a gravità | 50,000-200,000 | 20.000-50.000 stampi |
Molti fornitori ripartiscono il costo dello stampo sul prezzo unitario del pezzo in un ordine ad alto volume: ad esempio, un costo dello stampo di 300.000 dollari, con un accordo contrattuale che prevede l'aggiunta di 3 dollari per pezzo al prezzo unitario per i primi 100.000 pezzi. Questo approccio riduce l'investimento iniziale dell'acquirente, ma occorre prestare attenzione ai termini contrattuali relativi alla proprietà dello stampo.
Qual è la tipica quantità minima d'ordine (MOQ)?
Non esiste una standardizzazione, che dipende dal tipo di processo e dal posizionamento del fornitore. Il MOQ per la pressofusione ad alta pressione è solitamente compreso tra 3.000 e 5.000 pezzi (a causa dell'elevato costo degli scarti e del tempo necessario per la messa in servizio); il MOQ per la colata a bassa pressione e la colata a gravità può essere inferiore a 500-1.000 pezzi; la colata in sabbia accetta anche un singolo pezzo per la produzione di prova.
Se la vostra domanda è piccola (da decine a centinaia di pezzi), privilegiate le fabbriche di colata a gravità o di colata in sabbia, e non fatevi prendere la mano dalle fabbriche di pressofusione: anche se sono disposte ad accettare, il costo per pezzo per un piccolo lotto di pressofusione sarà ridicolmente alto.
Come vengono tutelati i diritti di proprietà intellettuale?
La protezione della proprietà intellettuale è una preoccupazione centrale per molti acquirenti stranieri. Alcuni suggerimenti pratici:
- Firma di un NDA (Non-Disclosure Agreement) in fase di richiesta di offerta, che specifichi l'ambito di riservatezza, la responsabilità in caso di violazione del contratto e la risoluzione delle controversie.
- Nel contratto relativo allo stampo è chiaramente concordato che la proprietà dello stampo appartiene all'acquirente e che il fornitore non deve utilizzare lo stampo dell'acquirente per produrre per conto di terzi.
- I disegni dei progetti chiave vengono suddivisi e inviati: la fabbrica di stampi riceve solo i disegni dello stampo, la fonderia solo i disegni del prodotto e gli standard di ispezione, evitando che l'intero pacchetto tecnico finisca nelle mani di un unico fornitore.
- Scegliete fornitori con esperienza di esportazione: le aziende che esportano da molto tempo sono di solito più consapevoli della protezione e dell'applicazione dei DPI.
- Concordare l'importo dei danni liquidati nel contratto, di solito 200%-300% dell'importo totale del contratto.
È possibile sperimentare la produzione in piccole quantità?
È assolutamente fattibile, ma bisogna scegliere il processo e il fornitore giusto. Se siete nella fase di convalida del prodotto e avete bisogno di 50-200 campioni, il percorso consigliato è il seguente:
- Prototipazione rapida:Con lo stampo in sabbia per la stampa 3D + la colata di alluminio, 5-10 giorni dal campione, il costo di un singolo pezzo di 200-500 yuan, adatto alla verifica delle funzioni.
- Prova di stampaggio morbido:Con stampi in alluminio o in acciaio a basso costo (costo di circa 30%-50% degli stampi ufficiali), è possibile produrre 500-2000 pezzi, adatti a test di mercato in piccoli lotti.
- Stampi formali in piccole quantità:Se confermate la produzione di massa, aprite direttamente lo stampo ufficiale, il primo lotto di 500-1000 pezzi per fare la verifica del cliente.
Ningbo Hexin, come la progettazione di stampi e una varietà di capacità di processo di fusione allo stesso tempo, nella produzione di prova di piccoli lotti ha evidenti vantaggi - dall'analisi della struttura dello stampo alla produzione di prova di parti, un team all'interno dell'intero processo può essere completato all'interno del ciclo chiuso, eliminando i costi di tempo di coordinamento tra più parti.
Come posso reclamare per i problemi di qualità?
Nel contratto devono essere specificate le seguenti clausole:
- Standard di qualità:Standard di ispezione chiaramente riferiti (tolleranze di disegno, gradi di qualità superficiale, requisiti di proprietà meccanica, gradi di ispezione a raggi X, ecc.)
- Tasso massimo di rendimento:Il tasso di difettosità dei lotti normalmente concordato non supera lo 0,5%-2% (a seconda del grado di criticità dei pezzi), oltre il quale il fornitore provvederà a reintegrare gratuitamente la merce.
- Ambito di applicazione del reclamo:Include i costi di spedizione per la restituzione, i costi di ritrattamento e i tempi di inattività della linea di produzione dovuti a problemi di qualità.
- Prescrizione dei reclami:Di solito entro 90 giorni dal ricevimento
- Risoluzione delle controversie:Si raccomanda di concordare un rapporto di prova di un'organizzazione terza (ad es. SGS, TÜV) come base per la decisione finale.
Un suggerimento realistico: invece di concentrarvi sul gioco dei termini della richiesta di risarcimento, fate un buon lavoro di valutazione dei fornitori e di monitoraggio dei processi fin dall'inizio. Il costo della prevenzione è sempre inferiore al costo del fallimento.
Sommario: Raccomandazioni fondamentali per la scelta di un produttore cinese di getti di alluminio nel 2026
Dopo tutto questo lavoro di scrittura, i punti fondamentali sono stati finalmente distillati per fornire strategie di selezione degli impianti differenziate in base ai diversi scenari di approvvigionamento.
Approvvigionamento OEM in grandi volumi (domanda annuale >100.000 pezzi)
La priorità sarà data ai leader quotati in borsa o alle grandi aziende con un fatturato annuo pari o superiore a 500 milioni di dollari. L'attenzione si concentra su: ridondanza della capacità (almeno 30% di capacità di riserva), resilienza della catena di approvvigionamento (disponibilità di forniture di lingotti di alluminio a doppia fonte), completezza della certificazione internazionale ed esperienza nelle consegne all'estero. A questo livello di volume, la stabilità della catena di fornitura è più importante del prezzo del pezzo.
Personalizzazione di piccoli e medi volumi (fabbisogno annuo 1000-50000 pezzi)
È la gamma migliore per le medie imprese specializzate e le nuove imprese. La selezione si concentra su: capacità di autosviluppo dello stampo (se può essere completato in un'unica fase, dall'analisi del flusso dello stampo allo stampo di prova), flessibilità del processo (se può padroneggiare una varietà di processi di fusione allo stesso tempo) e velocità di comunicazione e risposta. Ningbo Hexin, come l'integrazione di "stampo + colata" delle imprese, in questa gamma di costi e flessibilità è di solito migliore delle grandi imprese.
Componenti di alta precisione (aerospaziale, dispositivi medici)
Il pool di fornitori è estremamente ridotto e la soglia di certificazione è estremamente elevata. La priorità è trovare fonderie specializzate nelle regioni di Suzhou e Ningbo che siano certificate AS9100D o ISO 13485. Per questo tipo di progetto, non bisogna farsi condizionare troppo dal prezzo: non ci sono molti fornitori in grado di farlo, e la qualità e la conformità sono gli unici criteri di selezione.
Cinque passi d'azione che possono essere attuati immediatamente
- Definire i requisiti del processo dei pezzi-- In base allo spessore della parete, alle dimensioni del lotto e ai requisiti di prestazione, determinare il processo di colata appropriato (fare riferimento alla tabella di confronto dei processi in questo articolo).
- Cluster industriali mirati--I ricambi per autoveicoli guardano a Ningbo e Suzhou, i ricambi 3C e per le comunicazioni a Foshan, i ricambi di grandi dimensioni a Shandong.
- Screening iniziale di 3-5 fornitori candidati--Attraverso le fiere di settore (ad esempio, la China International Foundry Fair), Made-in-China.com Piattaforme B2B o raccomandazioni di associazioni di settore per entrare in lista d'attesa.
- Inviate una RFQ e chiedete casi comparabili-Non limitatevi a confrontare i prezzi, ma concentratevi sulla profondità di comprensione del vostro pezzo da parte del fornitore e sulla ragionevolezza della soluzione tecnica.
- Organizzazione di ispezioni in fabbrica--Andate sul sito con la lista di controllo in 12 punti di questo articolo, e vedere per credere!
L'industria cinese della colata di alluminio si trova in un periodo critico di transizione da "grandi volumi e basso prezzo" a "alta qualità e forte tecnologia". Il panorama dei fornitori del 2026 è molto più chiaro rispetto a cinque anni fa: le soglie ambientali e tecniche hanno già permesso di eliminare un gran numero di fabbriche non qualificate. Quello che dovete fare è utilizzare metodi di valutazione professionali per trovare quello che meglio risponde alle vostre esigenze tra i fornitori di alta qualità rimasti.























