
Ознакомление с методами обработки отверстий - сверление, развертывание, зенкерование, развертывание
Дата публикации:2025-06-09 Категория:общественная информация Просмотры:8748
Каталог статей
просверленное отверстие
Метод обработки отверстий в твердом материале с помощью спирального сверла называется сверлением. Общая обработка может быть выполнена с классом допуска размеров IT14 ~ IT11, шероховатость поверхности Ra составляет 50 ~ 12,5 мкм.
Обычно используются следующие сверлильные станки: настольные сверлильные станки, вертикальные сверлильные станки и сверлильные станки с коромыслом.
1. сверлильный станок
(1) настольный сверлильный станок, называемый настольной дрелью (рис. 1), представляет собой небольшой станок, помещенный в зажимной стол для использования. Его диаметр сверления обычно не превышает 12 мм. В основном используется для обработки небольших заготовок на различные отверстия, зажим в наиболее используемых.
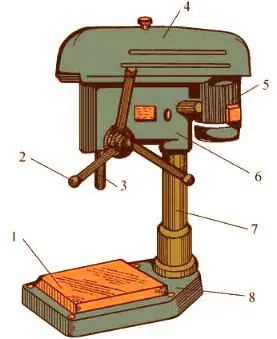
Рисунок 1 Настольный сверлильный станок
1-Стол 2-Ручка подачи 3-Шпиндель 4-Кожух ремня 5-Мотор
6 Держатель шпинделя 7 Колонна 8 Держатель
(2) Вертикально-сверлильный станок, называемый вертикальным сверлением (рис. 2), обычно используется для сверления отверстий в заготовках среднего размера, его спецификации с максимальным диаметром сверления. Обычно используются 25 мм, 35 мм, 40 мм, 50 мм и так далее.
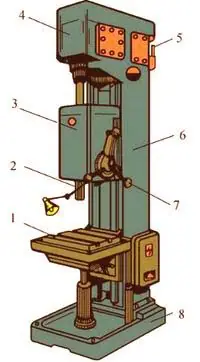
Рисунок 2 Вертикально-сверлильный станок
1-Стол 2-Шпиндель 3-Коробка подач 4-Коробка передач шпинделя
5-Мотор 6-Колонна 7-Ручка подачи 8-Основание станка
3) Сверлильный станок с коромыслом Сверлильный станок с коромыслом имеет коромысло, которое может вращаться вокруг колонны (рис. 3). Шпиндельная коробка может перемещаться в боковом направлении на кронштейне и регулироваться с помощью кронштейна вверх и вниз вдоль колонны, так что операция может быть легко настроена на центр сверлимых отверстий, и заготовку не нужно перемещать. Сверлильный станок с коромыслом имеет широкий диапазон обработки, может использоваться для сверления всех видов винтовых, резьбовых и масляных отверстий в больших заготовках.
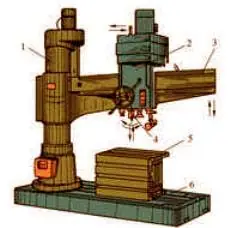
Рисунок 3 Сверлильный станок с коромыслом
1-Колонна 2-Шпиндельная коробка 3-Поворотный рычаг 4-Шпиндель 5-Стол 6-Основание станка
2、 Скручивающая дрель
Спиральное сверло - это основной инструмент для сверления отверстий, который состоит из режущей части, направляющей части и хвостовика, как показано на рисунке 4. Диаметр сверла обычно имеет прямой хвостовик, если диаметр меньше 12 мм, и конический хвостовик, если диаметр больше 12 мм.
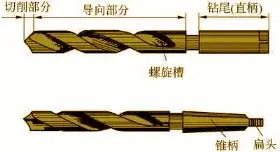
Рисунок 4 Спиральное сверло
Спиральное сверло имеет две симметричные спиральные канавки, которые используются для формирования режущей кромки, а также для транспортировки смазочно-охлаждающей жидкости и удаления стружки. Режущая часть переднего конца (рис. 5) имеет две симметричные главные режущие кромки, а угол 2φ между ними называется острым углом. Линия пересечения двух верхних поверхностей называется поперечной кромкой. Две кромки на направляющей части играют направляющую роль при резании и в то же время уменьшают трение между сверлом и стенкой отверстия заготовки.
3. Буровые работы
1) Зажим сверл Методы зажима сверл зависят от формы их хвостовиков. Сверла с коническим хвостовиком могут устанавливаться непосредственно в отверстие шпинделя сверлильного станка, сверла меньшего размера могут крепиться с помощью переходной втулки (рис. 6); сверла с прямым хвостовиком обычно крепятся с помощью сверлильного патрона (рис. 7).
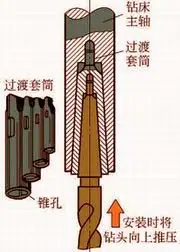
Рисунок 6 Монтаж сверла с коническим хвостовиком
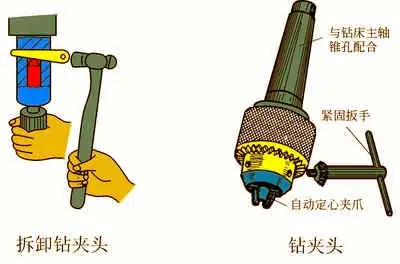
Рисунок 7 Рисунок 8
Сверлильный патрон или переходная втулка снимаются путем вставки клина закругленным краем вверх в коническое отверстие в боковой части шпинделя сверлильного пресса, удерживая сверлильный патрон в левой руке и ударяя по клину молотком в правой руке, чтобы снять сверлильный патрон (рис. 8).
(2) Зажим заготовки Большинство несчастных случаев при сверлении вызвано неправильным способом зажима заготовки. Поэтому следует обратить внимание на зажим заготовки. При сверлении небольших и тонкостенных деталей следует использовать ручные тиски, зажимающие заготовку (рис. 9). Для средних деталей зажимают в плоских тисках (рис. 10). Крупные и другие заготовки, не подходящие для зажима в тисках, можно закрепить непосредственно на столе сверлильного станка с помощью винтов с планшайбой (рис. 11). Для сверления отверстий в круглых валах или втулках заготовку необходимо прижать к V-образной железке (рис. 12). В серийном и массовом производстве для сверления отверстий широко используются сверлильные станки (рис. 13).
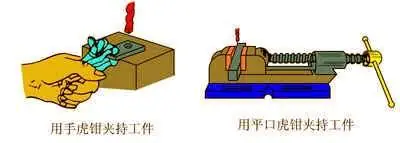
Рисунок 9 Рисунок 10
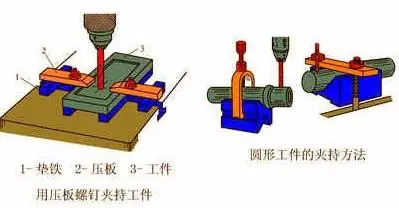
Рисунок 11 Рисунок 12
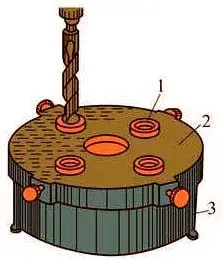
Рисунок 13 Форма для сверления
1 - втулка сверла; 2 - форма сверла; 3 - заготовка
(3) в соответствии с линией бурения до бурения должны быть предварительно отверстие в центре образца пробивки глаз, бурение, прежде всего, выровнены с образцом пробивки глаз тест бурения неглубокой ямы, такие как смещение, может быть использован для исправления образца пробивки повторного пробивки, но также может быть использован для исправления заусенцев из нескольких канавок (Рисунок 14). При сверлении скорость подачи должна быть равномерной, если сверло будет просверлено насквозь, количество подачи следует уменьшить. Сверлить прочные материалы следует с применением смазочно-охлаждающей жидкости. При сверлении глубоких отверстий (отношение глубины отверстия L к диаметру d больше 5) сверло должно часто выходить из стружкоотвода.
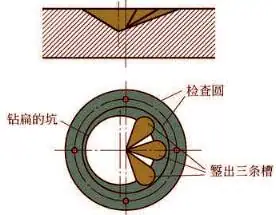
Рис. 14 Корректировка флейты бура в случае отклонения при сверлении
рассверливать (т.е. расширять отверстие)
Расширение просверленного отверстия с помощью развертки называется развертыванием (рис. 1b). Инструментом, используемым для развертывания, является развертывающее сверло, как показано на рис. 1a. Благодаря жесткости разверточного сверла, отсутствию поперечной кромки, хорошей направляющей, поэтому уровень допуска на размер развернутого отверстия улучшился, до IT10 ~ IT9, шероховатость поверхности Ra составляет 3,2 мкм. развертывание может использоваться как окончательная обработка, но также и как развертывание отверстия перед предварительной обработкой.
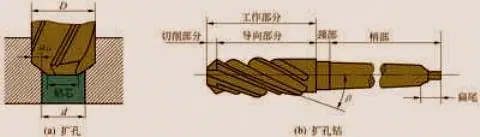
Рисунок 1 Сверло и развертка
Зенковка
Плоская поверхность отверстия или выступа определенной формы обрабатывается зенкерованием на поверхности отверстия, которое называется зенкерованием. В качестве примера можно привести зенкерование цилиндрических зенкеров, зенкерование конических зенкеров и зенкерование плоскости выступа, используемого для установки шайбы.
рассверливать (т.е. вырезать отверстие)
Развертывание - это чистовая обработка отверстий. Развертывание можно разделить на грубое и тонкое развертывание. Тонкое развертывание, как показано на рисунке 3a, его припуск на обработку небольшой, всего 0,05 ~ 0,15 мм, уровень допуска размера до IT8 ~ IT7, шероховатость поверхности Ra до 0,8 мкм. развертывание перед заготовкой должно быть просверлено расширение (или расточка) и другие обработки.
1、Развертка
Существует два типа разверток: ручные и машинные (рис. 3b). Ручные развертки имеют прямой хвостовик и длинную рабочую часть. Машинные развертки чаще всего имеют конические хвостовики и могут устанавливаться на сверлильные, токарные или расточные станки для развертывания отверстий. Рабочая часть развертки состоит из режущей и чистовой частей. Режущая часть имеет коническую форму и отвечает за резание, а полирующая часть играет роль направляющей и полирующей. Развертка имеет от 6 до 12 режущих кромок, и нагрузка на каждую из них невелика.
2、Порядок и методы ручного рассверливания цилиндрических отверстий
(1) В соответствии с диаметром отверстия и требованиями к точности отверстия, определить метод обработки отверстия и припуск на обработку между процессами, например, рис. 4 для обработки отверстия высокой точности φ30.
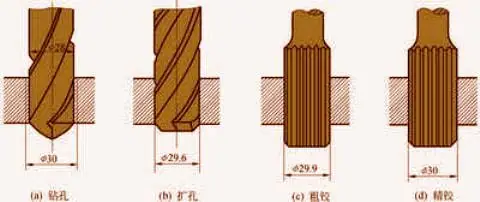
Рис. 4 Метод обработки отверстий и технологические припуски
2) Просверлите или рассверлите отверстия, а затем разверните их.
(3) ручное развертывание, обе руки прилагают равномерное усилие, в соответствии с направлением часовой стрелки развертки и слегка усилие вниз давление, в любое время не может быть обратным, в противном случае, стружка толпы развертки, царапая стенки отверстия, так что развертка лезвие сколы, развернутый из отверстия не гладкий, не круглый, и неточности.
(4) Во время развертывания, если развертка не вращается, не закручивайте ее сильно, а осторожно вытащите развертку и проверьте, не застряла ли она в стружке или не натолкнулась ли на твердое место. В противном случае развертка сломается или режущая кромка будет обломана.
(5) Размер подачи должен быть соответствующим и равномерным, постоянно добавляйте охлаждающую смазку.
6) После рассверливания отверстия выйдите из развертки, вращая ее по часовой стрелке.























