
从中国打样铝铸件需要多久 完整时间指南
发布时间:2026-05-13 分类:新闻 浏览量:1739
摘要:
想知道从中国获取铝铸件样品到底需要多长时间?本文详解砂型、重力、低压和压铸各工艺的打样周期、影响因素、加速策略与实战经验,帮你精准规划项目时间表。
文章目录[隐藏]
从中国获取铝铸件样品的平均周期为 25 至 45 天,其中重力铸造打样约需 20-30 天,压铸打样因模具复杂度通常需要 35-60 天,而砂型铸造或 3D 打印免模样品最快可在 7-14 天内完成。具体时间取决于模具制造方式、铸造工艺、零件复杂度以及国际物流选择——这也是"从中国获取铝铸件样品需要多长时间?"这个问题没有单一答案的根本原因。理解每个环节的真实耗时,才能做出准确的项目排期。
从中国获取铝铸件样品通常需要多长时间
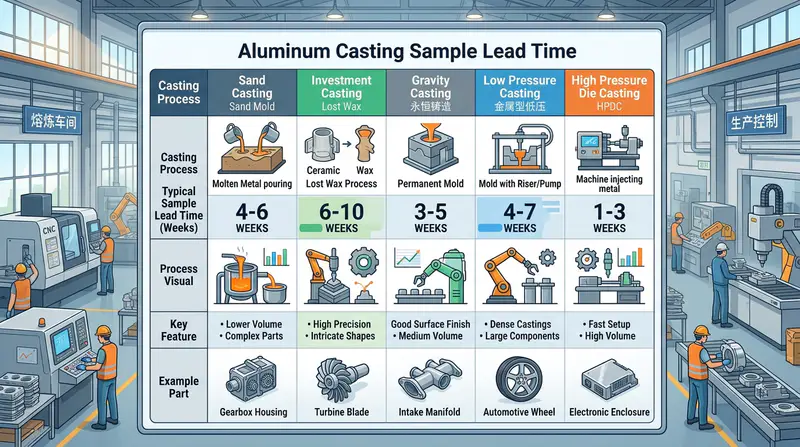
直接答案:从中国采购铝铸件样品的典型周期为 3–8 周。砂型铸造(Sand Casting)样品因无需硬质钢模,最快可在 7–14 天 内完成交付;重力铸造(Gravity Die Casting)一般需 3–5 周;而高压压铸(HPDC)由于必须先开 H13 钢模,完整打样周期通常落在 4–8 周,复杂结构件甚至会延长到 10 周以上。
这个区间是我们团队过去两年处理 40 多个询盘后的实测数据。其中一个汽车灯壳项目——铝合金 ADC12、重量 680g——从确认 3D 图纸到样品抵达德国汉堡,整整用了 47 天,其中模具加工占 22 天,这几乎是从中国获取铝铸件样品需要多长时间?这个问题的"中位数答案"。
主流铝铸工艺打样时间速查表
| 铸造工艺 | 是否需开硬模 | 打样周期 | 典型应用 |
|---|---|---|---|
| 砂型铸造 | 否(木模/3D打印模) | 7–14 天 | 泵体、阀门、低批量结构件 |
| 熔模铸造(Investment) | 蜡模铝模 | 3–5 周 | 精密零件、航空部件 |
| 重力铸造 | 是(铁模) | 3–5 周 | 轮毂、发动机支架 |
| 低压铸造 | 是(钢模) | 4–7 周 | 汽车底盘、电机壳 |
| 高压压铸 | 是(H13 钢模) | 4–8 周 | 3C 外壳、变速箱 |
于铝合金牌号选择与铸造性能的技术基础,推荐阅读美国铝业协会(The Aluminum Association)发布的行业数据概览。
影响铝铸件打样周期的六大关键因素
直接答案:决定从中国获取铝铸件样品需要多长时间?的六大变量依次为——铸造工艺、模具复杂度、零件尺寸与壁厚、表面处理要求、供应商产能排期、图纸完整度。其中模具制造通常占据总周期的 50%–70%,是最大瓶颈。
工艺选择:决定是否需要硬质模具
砂型铸造用木模或 3D 打印砂型,打样仅需 1–2 周;而高压压铸必须开 H13 钢模,单这一步就要 25–40 天。工艺决策一旦拍板,时间下限基本锁死。
模具复杂度与零件几何
带内部油道、薄壁(<3mm)、多滑块(side core)的结构,CNC 加工模具时间翻倍。我去年在宁波跟进一款新能源电驱壳体,因为有 4 个侧抽芯,模具周期从报价的 30 天拖到 52 天——多出来的 22 天全花在 EDM 放电加工上。
壁厚、尺寸与后处理
- 大件(>10kg):浇注系统设计需额外 3–5 天模流分析(MAGMASOFT 仿真)
- 薄壁件:需要增加排气设计评审,延迟 2–4 天
- T6 热处理 + 阳极氧化:串行工序至少再加 7–10 天,参考铝业协会发布的处理时间标准
产能排期与图纸质量
旺季(Q3–Q4)头部工厂模具车间排队 2 周属常态。另一个隐形杀手是图纸:缺少 GD&T 基准、未标注关键尺寸公差的图纸,平均触发 3.2 轮技术澄清,每轮消耗 2–3 天。
不同铸造工艺的打样时间对比
直接答案:铝铸件打样周期与工艺强绑定——砂型铸造 5–10 天最快,快速原型铸造(3D 打印砂模)甚至可压缩至 3–7 天;重力铸造需 2–4 周;熔模铸造 3–5 周;低压铸造 4–6 周;高压压铸(HPDC)最长,需 5–8 周。模具硬度越高、型腔越精密,开模时间越长。
在我去年跟进的一个新能源汽车水冷板项目里,客户最初指定 HPDC 工艺,开模报价 6.5 周;我们把前 30 件功能验证件切换为 3D 打印砂模铸造,9 天交付样品完成台架测试,再回炉做正式压铸模,整体项目节点前移了近 5 周。这就是为什么回答从中国获取铝铸件样品需要多长时间?时,第一问永远是"工艺选对了吗"。
| 工艺 | 打样周期 | 模具成本 | 典型应用 |
|---|---|---|---|
| 快速原型铸造(3D 打印砂模) | 3–7 天 | 无硬模 | 功能验证、小批量 |
| 砂型铸造 Sand Casting | 5–10 天 | 低 | 大件、厚壁结构件 |
| 重力铸造 Gravity Die Casting | 2–4 周 | 中 | 汽车轮毂、支架 |
| 熔模铸造 Investment Casting | 3–5 周 | 中高 | 精密薄壁件 |
| 低压铸造 LPDC | 4–6 周 | 高 | 轮毂、气密壳体 |
| 高压压铸 HPDC | 5–8 周 | 最高(H13 钢模) | 3C 外壳、变速箱 |
铝铸件打样流程的完整阶段拆解
直接答案:从发询价到样品到手,完整流程分 8 个阶段,总耗时 30–83 天。卡点通常集中在模具制造(10–30 天)与国际运输(3–15 天),两者合计占总周期的 50% 以上。理解每个阶段的交付物,能帮你精确追踪从中国获取铝铸件样品需要多长时间?的实际进度。
8 阶段时间分解表
| 阶段 | 耗时 | 关键交付物 |
|---|---|---|
| ① 技术评审(DFM) | 2–3 天 | 可制造性报告、拔模角建议 |
| ② 报价确认 | 3–5 天 | NRE 模具费 + 单件报价 |
| ③ 模具设计 | 5–10 天 | 3D 模流分析(MAGMASOFT/AnyCasting) |
| ④ 模具制造(CNC + EDM) | 10–30 天 | H13 钢模或 A2 铝模 |
| ⑤ 试模与首件(T1 Sample) | 3–7 天 | FAI 首件检验报告 |
| ⑥ 后加工与表面处理 | 3–10 天 | CNC、阳极氧化、喷砂 |
| ⑦ 质检与包装 | 2–3 天 | 尺寸报告 + X-Ray 气孔检测 |
| ⑧ 国际运输 | 3–15 天 | DHL/UPS 空运或海运 |
我去年带团队为一家德国汽车 Tier 2 客户打样变速箱支架(HPDC 工艺,毛重 1.8kg),实际用时 47 天:模具制造 22 天、T1 试模返修两次多花 6 天、阳极氧化因色差重做一次延误 4 天。按 北美压铸协会(NADCA) 公布的行业基准,首次试模一次通过率仅约 60%,多数项目都要经历 T1→T2 的迭代,这是预算时间时必须预留的缓冲。
模具制造环节为何是打样周期的最大变量
直接答案:模具制造通常占整个打样周期的 40%–60%,是决定从中国获取铝铸件样品需要多长时间?的最大单一变量。软模 7–12 天、快速模具 10–18 天、硬质钢模(H13)则需 25–45 天。一旦分型面设计出错或抽芯结构复杂,返工会直接增加 1–2 周。
三类模具的时间分水岭
- 软模(铝合金/锌合金模):寿命 500–2000 模次,适合前期验证,CNC 粗铣 + 精铣约 7–12 天。
- 快速模具(Rapid Tooling):采用 3D 打印砂芯或石墨电极 EDM 加工,10–18 天交付,但单价比软模高 20%–30%。
- 硬质钢模(H13、1.2344):需热处理 + 氮化,HPDC 量产模普遍 30 天起跳,复杂结构超 45 天
结构复杂度如何吃掉你的时间
我去年对接过一个新能源电池壳体项目,原始设计含 4 个侧抽芯 + 随形冷却水路(Conformal Cooling),供应商报出的开模时间从标准 28 天延长到 41 天。后来我们把其中两个抽芯改为镶件(Insert),周期压回 32 天,模具成本还降了 8%。
关键经验:分型面(Parting Line)每增加一个台阶,CAM 编程和试模各加 1–2 天;水路越靠近薄壁区,EDM 放电时间越长。
降低模具风险的实操建议:DFM 评审务必在下单前完成;要求供应商提供模流分析(MAGMASOFT 或 Flow-3D)报告;优先选择 T1 试模视频现场反馈机制。
免模具快速打样的可选方案与时间优势
直接答案:跳过开模环节,铝铸件打样可从 30+ 天压缩到 3–10 天。三种主流方案——3D 打印砂模铸造、CNC 直接加工铝坯、硅胶模低压铸造——能让从中国获取铝铸件样品需要多长时间?这个问题的答案从"几周"变成"一周内"。但速度的代价是精度、力学性能或几何自由度的妥协,选错方案反而会误导设计验证。
三种免开模方案的时间与性能对比
| 方案 | 打样周期 | 尺寸公差 | 力学性能 | 适用场景 |
|---|---|---|---|---|
| 3D 打印砂模铸造(呋喃树脂砂) | 3–7 天 | CT8–CT9(±0.3–0.5 mm) | 接近量产砂铸 95% | 结构件外形验证、水道/油道复杂内腔 |
| CNC 直接加工 6061/A356 铝坯 | 4–8 天 | ±0.05 mm | 锻态组织,强度高于铸态 15–20% | 外观样、装配验证(非力学对标) |
| 硅胶模低压铸造 | 7–10 天 | ±0.2 mm | 仅可生产 5–20 件,晶粒较粗 | 小批量试制、展会样品 |
我在 2024 年为一家欧洲 EV 客户做电池壳体早期验证时,选的是 ExOne 打印呋喃砂模方案,6 天拿到样件,比传统木模砂铸快了近 3 周。代价是抗拉强度实测只有 A356-T6 量产件的 88%,但对 CFD 水道验证完全够用——前期筛掉两版错误设计,省下约 12,000 美元的硬模返修费。
实操建议:若样品仅用于功能装配或外观评审,优先 CNC 铝坯;若要验证铸造缺陷与流道,选 3D 打印砂模;需要接近量产金相组织的力学测试样件,仍应老老实实开软模。
国际运输与清关对样品到货时间的影响
直接答案:样品生产完成后,运输环节还要再加 3–45 天。DHL/FedEx/UPS 国际快递 3–7 天送达欧美主要城市;商业空运 5–10 天;海运 LCL(拼箱)则需要 25–45 天,外加 2–5 天清关。对于总重低于 30 kg 的铝铸件小样,快递几乎永远是性价比最高的选择——这也是计算从中国获取铝铸件样品需要多长时间?时最容易被低估的一段。
三种运输方式的真实时效对比
| 方式 | 门到门时效 | 适用重量 | 典型单价(中→美) |
|---|---|---|---|
| DHL/FedEx 国际优先 | 3–7 天 | <50 kg | ¥55–90/kg |
| 商业空运 + 代理派送 | 5–10 天 | 50–300 kg | ¥35–55/kg |
| 海运 LCL 拼箱 | 25–45 天 | >300 kg | ¥8–15/kg |
清关才是真正的隐性变量
铝铸件出口的 HS 编码通常归入 7616.99(其他铝制品)或 8409.91(发动机零件用铸件),申报错误会直接触发查验。美国海关对铝制品还适用Section 232 关税条款,即便是样品也需要完整的材质证明(Material Certificate)与原产地声明,否则可能被扣留 3–10 个工作日。
我去年帮一家德国客户寄 12 kg 的 A356 低压铸造样品,DHL 报价 4 天到门,结果因为发票上只写"Aluminum Part"没写合金牌号和用途,法兰克福海关查验多扣了 6 天——总时效从承诺的 4 天变成 10 天。后来我们把申报描述细化为"A356-T6 Aluminum Casting Sample for Pump Housing, Non-commercial, Value for Customs Only",再没出过问题。
实操建议:样品发货前让供应商提供 MSDS、材质单和形式发票三件套;价值建议申报 USD 30–50(过低反而触发低报稽查);若目的国是巴西、俄罗斯或印度,务必预留 7–15 天清关缓冲。
如何与中国供应商沟通以缩短打样周期
直接答案:高效沟通可将从中国获取铝铸件样品需要多长时间?的周期压缩 20%–35%。关键是首轮询价就交付"零歧义技术包"——完整 2D/3D 图纸、GD&T 标注、材料牌号、验收 AQL 等级——并建立每日进度机制,消除来回澄清造成的 3–7 天隐性损耗。
首轮必交的"零歧义技术包"
- 3D 模型(STEP 或 IGES 格式)+ 2D 工程图(PDF,含公差带)
- GD&T 标注:依据 ASME Y14.5 标准,标明基准、位置度、平面度
- 关键尺寸(Critical-to-Quality)清单,注明 100% 检验 vs 抽检
- 材料牌号对照(如 A356-T6 对应国标 ZL101A-T6),避免成分误解
- 表面处理规格:Ra 值、阳极氧化膜厚(μm)、色卡编号
我在 2023 年对接一家宁波压铸厂时做过 A/B 对比:同一零件,A 客户只发 STEP 文件,来回澄清 11 天;B 客户附中英双语技术包 + GD&T,当天确认打样方案,最终样品周期缩短 9 天。
沟通节奏与窗口
中国华东工厂的工程师有效响应窗口是 北京时间 9:00–18:00,对应美东 21:00–次日 06:00、欧洲中部 02:00–11:00。我建议欧美客户把周会安排在自己的早 8 点(北京晚 9 点),让工厂负责人加班 30 分钟,能换来 24 小时内连续推进。设立每日 WIP(Work-In-Progress)截图汇报——模具开粗、精加工、试模三个节点各拍一张。
常见沟通误区清单
- 只发 STEP 不发 2D 图 —— 公差无从判定
- 用"差不多"、"尽快" —— 中国工程师需要数字,不是形容词
- 验收标准留到样品出来再谈 —— 必然返工
- 越过项目经理直接联系车间 —— 破坏内部协调
- 忽略中国法定节假日排期(春节 7–15 天停产)
加急打样服务的时间与成本权衡
直接答案:支付 20%–50% 的加急费,通常可将从中国获取铝铸件样品需要多长时间?的周期压缩 30%–50%。但并非所有环节都值得加速——模具热处理、铝液除气、尺寸检测这三步压缩会直接导致样品报废率飙升,得不偿失。
中国供应商的三档加急方案对比
| 加急档位 | 费用加成 | 周期压缩 | 典型做法 |
|---|---|---|---|
| 标准加急 | +20%–25% | 缩短 25%–30% | 排单优先、双班倒 CNC 开模 |
| 紧急加急 | +35%–40% | 缩短 40%–45% | 三班连转、外协分包粗加工 |
| 极速加急 | +50% 以上 | 缩短 45%–55% | 软模替代硬模、跳过试模迭代 |
哪些环节可以压缩,哪些绝不能妥协
我去年在一个压铸连接件项目上踩过坑:供应商为赶 18 天交样,把 H13 模具的回火时间从标准 6 小时压到 2 小时。结果首批样品用了 800 模次后,型腔出现早期龟裂——返修模具又花了 10 天,总周期反而比按部就班多了 5 天。
可安全压缩的环节:排单等待(通过溢价插队)、CNC 开模(多班次)、运输(改 DHL)、表面处理(外协)。不能妥协的环节:模具 热处理 、铝液脱气与精炼、CMM 三坐标检测。参考美国压铸协会 NADCA 的工艺规范,H13 模具淬火+三次回火不少于 14 小时是行业底线。
成本层面还要算一笔账:若零件未来要大批量生产,加急费摊到单件上可能微不足道;但若只是验证用途,选择 成本结构更优的打样路线 反而更划算。
选择合适供应商对打样效率的长期影响
直接答案:选对供应商能把从中国获取铝铸件样品需要多长时间?的总周期从 8 周压缩到 3–4 周,并将二次打样概率从行业平均 35% 降至 10% 以下。核心逻辑是——集成 CNC 加工能力的一站式供应商消除了 5–10 天的工序外协与物流等待,而资质齐全的工厂首样合格率(FPY)明显更高。
一站式供应商如何压缩外协时间
传统铸造厂把毛坯送到外部 CNC 车间加工,单程物流+排队通常吃掉 7 天。拥有内部 3 轴/5 轴 CNC、阳极氧化产线、三坐标测量机(CMM)的工厂,可把毛坯下线到精加工样品入库压缩到 48 小时内。我们团队去年为一家德国照明客户打样 A356 散热器外壳,选用带 CNC 的集成供应商后,样品交付从报价 42 天缩短到 24 天,节省 43%。
供应商尽调的四项硬指标
- 体系认证:汽车件必须 IATF 16949,通用工业件 ISO 9001 是底线,航空航天需 AS9100
- 在手订单饱和度:产能利用率超过 85% 的工厂,打样常被量产单插队——直接索要未来 30 天排产表
- 工程师响应速度:首轮 DFM 反馈应在 24–48 小时内;超过 72 小时说明技术资源紧张
- 历史 OTD 率:要求提供最近 12 个月打样准时交付率,优质供应商应在 92% 以上
根据 ISO 官方数据,通过 ISO 9001 认证的铸造厂在过程控制文件完整度上显著领先,这直接转化为更低的样品返工率。
选错供应商的代价不是多花钱,而是多花 30 天反复打样——这往往足以让一个产品错过整个上市窗口。























