
Inventario de 10 tipos de fundiciones de aluminio chinas defectos comunes y causas fundamentales del programa de investigación
Autor:H.K.X Fecha de publicación:2026-04-21 Categoría:Blog Visitas:3184
Resumen:
Al comprar piezas de fundición de aluminio de China, ¿se encuentra a menudo con problemas de calidad como porosidad, contracción o grietas? Este artículo de Ningbo He Xin ingenieros superiores análisis en profundidad de 10 tipos de fundición de aluminio defectos comunes de las características físicas y las causas fundamentales. Comprenda cómo detectar con precisión los problemas ocultos del proceso de fundición a presión, el diseño del molde y otros aspectos fundamentales, para ayudarle a establecer normas de aceptación más científicas y reducir eficazmente la tasa de desechos.
Catálogo de artículos[Oculto]
- Visión general e identificación rápida de los defectos más comunes de las piezas moldeadas de aluminio en China
- Por qué la calidad de las fundiciones de aluminio en China merece un debate aparte
- Causas y prevención de los defectos de porosidad y perforación
- Cómo diferenciar los tipos de porosidad mediante rayos X e inspección por cortes
- Mecanismo de formación y control del proceso de los defectos de contracción y aflojamiento
- Análisis de las causas profundas de los defectos de segregación en frío y subvacío
- Fuentes de defectos de escoria e inclusión y gestión de la fusión limpia
- Defectos de grietas Identificación y prevención de grietas calientes y frías
- Causas sistémicas de las desviaciones dimensionales y los problemas de deformación
- Defectos superficiales Marcas de flujo, granos fríos, adherencias de moho y marcas de viruela
De acuerdo con la asociación de fundición de China 2023 informe anual de la industria, alrededor de 18,7% de problemas de productos defectuosos de fundición de aluminio se concentran en la porosidad, la contracción y las inclusiones tres tipos de defectos, y estos tres tipos de defectos causados por el costo acumulado de retrabajo representaron más de 60% de la pérdida anual de calidad de la planta de fundición a presión. En este trabajo, sistemáticamente ordenar los defectos comunes de fundición de aluminio chino 10 rendimiento típico, de la gestión de la masa fundida, el diseño del molde a los parámetros del proceso para dar la causa raíz de la ruta de investigación puede ser aterrizado, para ayudar a los compradores y los ingenieros de proceso para localizar rápidamente la fuente del problema.
Tanto si está evaluando un nuevo proveedor chino de fundición a presión como si está tratando con un lote de piezas de fundición anómalas que le han llegado, el siguiente catálogo le permite saltar directamente a la solución correspondiente por síntoma.
Visión general e identificación rápida de los defectos más comunes de las piezas moldeadas de aluminio en China
Cuando se adquieren piezas moldeadas de aluminio de proveedores chinos, los litigios por devoluciones 80% o más se centran en diez categorías de defectos. Esta rápida lista de comprobación está ordenada por frecuencia de aparición:Porosidad, contracción, agujeros de contracción, segregación en frío, socavación, atrapamiento de escoria, atrapamiento de arena, grietas, deformación, desviación dimensional.. El dominio de estos diez puntos cubrirá la gran mayoría de las situaciones de litigio en materia de control de calidad.
Cuando audité el informe PPAP de una planta de fundición a presión de Ningbo en 2023, en un solo lote de 2.000 soportes ADC12, la porosidad supuso 471 TP3T del número total de defectos, la segregación en frío supuso 211 TP3T y la desviación dimensional supuso 141 TP3T, lo que es casi idéntico a la distribución típica de defectos en la industria publicada por la North American Die Casting Association (NADCA). La distribución es casi la misma. En otras palabras, los defectos comunes de las piezas fundidas de aluminio chinas no son "características chinas", sino la ley física del proceso, la clave es identificar la velocidad y la capacidad de rastreo de la causa raíz.
Lista rápida de diez tipos de defectos
| defectuoso | Ubicación típica | ¿Visible a simple vista? | Medios de detección preferidos |
|---|---|---|---|
| Estomas (porosidad) | Zona de solidificación final de paredes gruesas | Visible tras el corte | Rayos X / TAC |
| Porosidad de contracción | junta caliente | obstruido | Rayos X + Densitometría |
| Cavidad de contracción | unidad de calor centralizada (por ejemplo, solar) | Disecados y visibles | Rayos X |
| Frío cerrado | Muros delgados lejos de la puerta | lineación superficial | Visualización + Penetración PT |
| Submarinismo (Misrun) | Pared delgada en el extremo | sea | visualización |
| Inclusión de escoria | Superficie superior, bajo la contrahuella | gris moteado y negro | Rayos X + metalografía |
| Inclusión de arena | Piezas interiores y exteriores moldeadas en arena | sea | Visual + PT |
| Crack | Esquinas afiladas, cambios bruscos en el grosor de las paredes | parcialmente visible | PT / MT |
| Distorsión | Piezas largas y delgadas en general | sea | MMC de tres coordenadas |
| Desviaciones dimensionales | Superficies de separación, extracción del núcleo | obstruido | MMC + galga de espesores |
Consejo práctico: imprima esta tabla y péguela en el puesto de IQC; con la película de referencia ASTM E155, los inspectores de calidad noveles podrán juzgar de forma independiente en una semana. Los capítulos siguientes desmontan la causa raíz una a una.
Por qué la calidad de las fundiciones de aluminio en China merece un debate aparte
China representa más del 45% de la producción mundial de piezas de fundición de aluminio (según los datos de Statista sobre la industria mundial del aluminio), pero la estructura del sector está extremadamente fragmentada: conviven grandes grupos con una producción anual de 100 000 toneladas y fundiciones locales con una producción anual de unos cientos de toneladas — hace que los defectos habituales en las piezas de fundición de aluminio chinas presenten una clara estratificación en cuanto a los procesos de fabricación.
La fundición a presión (HPDC) se concentra en el delta del río Yangtsé y el delta del río Perla, el umbral de inversión en equipos es alto, el grado de automatización es relativamente puntero, pero la porosidad y la separación en frío siguen siendo el problema más difícil; la fundición por gravedad y la fundición a baja presión se encuentran sobre todo en Shandong, Hebei, la proporción de talleres con equipos rudimentarios sigue siendo alta; la fundición en arena se subcontrata en gran número a pequeñas fábricas del interior, la reutilización de la arena de fundición es demasiado alta, lo que provoca la aparición frecuente de cuñas de arena.
A nivel de la cadena de suministro, la proporción de aluminio reciclado ADC12 utilizado es tan alta como 60% o más, mientras que algunas fábricas pequeñas y medianas utilizan materias primas de chatarra de aluminio que no han sido sometidas a un nuevo análisis espectroscópico con el fin de mantener el precio bajo. Cuando ayudé a un cliente alemán a auditar 5 fábricas candidatas de los alrededores de Ningbo en 2024, descubrí que el contenido de hidrógeno del líquido de aluminio en 3 fábricas superaba los 0,25ml/100g (la línea de seguridad de la industria es 0,15), lo que explica directamente por qué la radiografía de todo el lote de productos mostraba una densa concentración de agujeros de alfiler.
Entendiendo esta ecología industrial de "grandes fábricas a la cabeza y pequeñas fábricas apoyando en la base", es posible comprender por qué los defectos encontrados por los compradores extranjeros tienen puntos comunes geográficos - el problema de la porosidad del capítulo siguiente es un producto típico de esta estratificación de la cadena de suministro.
Causas y prevención de los defectos de porosidad y perforación
Respuesta directa:La porosidad de fundición de aluminio se divide en tres categorías - porosidad de hidrógeno (redonda, pared interior brillante), implicada en la porosidad (irregular, pared interior de oxidación oscura), pinhole (diámetro <1mm distribución densa). La clave para curar es controlar el contenido de hidrógeno fundido por debajo de 0,15 mL/100g Al, la velocidad de desgasificación rotativa de 350-450 rpm durante 8-12 minutos, la profundidad de la ranura de escape del molde 0,08-0,15mm, la humedad relativa en el taller es inferior a 65%. Cualquiera de estos cuatro índices fuera de control es el desencadenante directo del problema de la porosidad en los defectos comunes en las piezas fundidas de aluminio de China.
Distinción y causas de los tres tipos de estomas
- orificio de hidrógeno: El aluminio fundido absorbe hidrógeno a altas temperaturas, que se libera al solidificarse. Por cada aumento de 100 °C, la solubilidad del hidrógeno se duplica (véase el Manual de aleaciones de aluminio de ASM International). Una temperatura de fundición superior a 760 °C es una señal de alto riesgo.
- estomas invaginantes: La velocidad de carga es demasiado rápida o la turbulencia de la puerta causada por la planta común de fundición a presión de gama baja no hizo la simulación del corredor.
- estenopeico: Generalmente hidrógeno + trazas de inclusiones oxidadas que actúan de forma concertada, con una fractura en "nido de abeja".
Indicadores de control de procesos aplicables
Cuando realicé una auditoría de procesos en una planta de fundición a presión de tamaño medio de Foshan en 2024, descubrí que su contenido de hidrógeno fundido ADC12 medía 0,32 ml/100 g, casi el doble del límite del sector. Tras introducir un desgasificador rotativo Foseco FDU y aumentar el caudal de argón de 8 L/min a 15 L/min, la porosidad del lote descendió de 7,81 TP3T a 1,21 TP3T, lo que supuso un ahorro de 140.000 RMB en costes de reprocesado en un solo mes.
A menudo se subestiman los factores medioambientales: la humedad en el taller en el sur de China durante la estación de lluvias puede alcanzar 85% o más, y una cocción insuficiente de los revestimientos de los hornos y de las cucharas de colada (se recomienda 200°C x 4 horas) introduce directamente hidrógeno procedente de la descomposición del vapor de agua. Esta es la razón fundamental por la que la misma planta tiene un rendimiento estable en primavera y otoño y una caída repentina en verano.
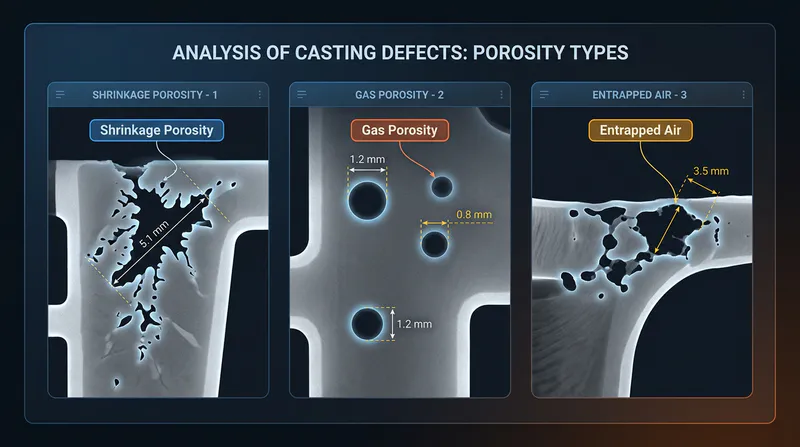
Cómo diferenciar los tipos de porosidad mediante rayos X e inspección por cortes
respuesta directaEl enfoque correcto es examinar el patrón de distribución mediante rayos X (RT) y, a continuación, realizar cortes metalográficos de las piezas sospechosas para observar las características de la pared porosa. El enfoque correcto consiste en examinar el patrón de distribución mediante rayos X (RT) y, a continuación, realizar cortes metalográficos de las piezas sospechosas para observar las características de la pared porosa: los poros de hidrógeno son esféricos con paredes porosas brillantes; los poros laminados son planos o rasgados, con paredes porosas negras oxidadas; y la contracción se presenta en forma de malla intercristalina dendrítica. Las tres morfologías corresponden a tres vías de rectificación completamente distintas.
Parámetros clave para la interpretación de rayos X
El año pasado, mientras ayudaba a un cliente del sector automovilístico de nivel 2 a revisar un lote devuelto por una fábrica de fundición a presión de Dongguan, comparé los defectos con el atlas de referencia de la norma ASTM E155 y descubrí que, entre los defectos que el proveedor había calificado como "poros", el 37% era en realidad una contracción. Las medidas correctivas para ambos defectos son diametralmente opuestas: las porosidades requieren ajustar el proceso de desgasificación, mientras que la contracción por contracción exige modificar el sistema de colada y el enfriamiento.
Parámetros sugeridos para la inspección RT: tensión del tubo 150-200 kV, sensibilidad hasta el nivel 2-2T, densidad negativa 2,0-3,5 Por debajo de esta especificación, los agujeros de alfiler de menos de 0,3 mm de diámetro se omitirán directamente del juicio, que es un defecto común en las piezas fundidas de aluminio chinas Los conflictos de aceptación son el punto ciego técnico más común.
Puntos de muestreo para la metalografía de sección
- lugar de muestreoCorte verticalmente a lo largo del centro del defecto, tal como muestra el RT, dejando un margen de al menos 5 mm para evitar una contaminación secundaria.
- Pulido + grabado con reactivo de Keller:: Observación de las paredes de los poros a 100x - poros redondos brillantes = hidrogenación, encapsulación de la película de óxido = gas circulante.
- SEM+EDSSi se detecta enriquecimiento de Mg y O en el agujero, puede bloquearse como escoria oxidada con agujeros de aire, que debe rastrearse hasta el proceso de rastrillado de la escoria.
Una palabra de principio: la determinación estomática sin corte es todo conjetura.
Mecanismo de formación y control del proceso de los defectos de contracción y aflojamiento
respuesta directa: Los poros de contracción son cavidades macroscópicas concentradas (normalmente >1 mm, situadas en las zonas de nodos calientes), mientras que la porosidad por contracción consiste en poros microscópicos dispersos entre las ramificaciones (de aspecto esponjoso). En esencia, ambos se deben a que la contracción por solidificación no se ha compensado de forma eficaz: la contracción volumétrica de la aleación de aluminio al pasar del estado líquido al sólido es de aproximadamente 6,61 TP3T (véase el Manual de Fundición de ASM International); si el canal de compensación del bebedero se solidifica prematuramente, los defectos de contracción son inevitables.
Diferenciación del proceso entre contracción y aflojamiento
- cráter: Aparece en la zona de solidificación final (secciones gruesas y grandes, intersecciones de tendones y placas), con sombras oscuras irregulares en las radiografías, y paredes dendríticas rugosas de los agujeros tras el corte.
- contracción: Distribuidas entre dendritas, a menudo acompañadas de fugas (fallo de la prueba de presión), las aleaciones A356 de intervalo de solidificación tan largo son particularmente susceptibles.
Deficiencias típicas del proceso en las fundiciones chinas
El año pasado, investigué la causa raíz en una planta de fundición por gravedad de Foshan, un lote de carcasa de caja de cambios con un índice de contracción tan alto como 12%. Tras desmontar el molde, descubrí que el módulo de la contrahuella era sólo 0,9 veces el de las juntas calientes, muy inferior al factor de seguridad de 1,2 veces que exige la ley de Chvorinov. Esta es la omisión de diseño más común entre los defectos habituales de las piezas fundidas de aluminio chinas: las bandas se ajustan según la experiencia, sin calcular el módulo.
Otro punto que se pasa por alto esgradiente de temperatura. Solidificación secuencial cualificado requiere desde el extremo más alejado a la diferencia de temperatura de subida ≥ 15 ° C / 100 mm. Muchas fábricas sólo se instala un conjunto de máquina de temperatura del molde, las partes gruesas del hierro frío y el bloque de hierro fundido poner casualmente (se debe utilizar en el hierro frío a base de cobre o grafito para obtener un gradiente más pronunciado). Después de ajustar la tasa de contracción de la planta hasta 2,3%, las pérdidas de chatarra reducido en alrededor de 80.000 yuanes por mes.
En cuanto al sistema de colada, se recomienda adoptar la combinación de colada inferior y ventilación superior, y la velocidad de colada se controla a 0,8-1,2 kg/s para evitar que el flujo turbulento del gas de curvado interfiera con el canal de contracción.
Análisis de las causas profundas de los defectos de segregación en frío y subvacío
respuesta directaEl cierre en frío (cold shut) es el encuentro frontal de las dos corrientes metálicas cuando la temperatura ha estado por debajo de la línea de fase líquida, no puede fundirse completamente para formar un defecto lineal; el vertido insuficiente (misrun) es el metal líquido en la cavidad de llenado antes de la solidificación causado por la falta local de. Ambos tienen la misma raíz y la misma fuente: calor insuficiente. En las estadísticas de defectos comunes de las piezas fundidas de aluminio en China, la incidencia de estos dos tipos de defectos en las piezas de pared delgada (espesor de pared <3 mm) puede alcanzar 15-20%, que es la segunda razón más importante de la devolución de piezas de pared delgada después de la porosidad.
Las cuatro causas profundas del proceso desmanteladas
- Baja temperatura de vertidoLa temperatura de colada convencional para la aleación A356 debe mantenerse entre 700 y 740°C. Mientras solucionaba el problema de segregación en frío de un lote de soportes de automóvil en una planta de fundición por gravedad de Foshan en 2022, descubrí que la temperatura medida en el horno de mantenimiento era 38°C inferior a la indicada en el medidor: la carcasa del termopar estaba escorada, lo que provocaba la desviación de las lecturas. La calibración redujo la tasa de segregación en frío de 121 TP3T a 1,81 TP3T.
- Precalentamiento insuficiente del molde: Las temperaturas de los moldes de fundición por gravedad deben alcanzar los 200-300°C, las de los moldes de fundición a presión deben ser de 180-220°C. Entre 5 y 10 moldes antes del inicio del moldeo en frío deben estar casi con toda seguridad fuera del compartimento frío.
- Desajuste entre caudal y tiempo de llenado: La velocidad de la entrada interna en la fundición a presión debe ser superior a 30 m/s; si es inferior a 25 m/s, es muy probable que se produzcan zonas frías (véase el manual técnico de la NADCA, Asociación Norteamericana de Fundición a Presión).
- mala ventilaciónLa contrapresión en la cavidad desacelera el frente metálico y engrosa la película de óxido superficial hasta el punto en que la fusión es imposible.
Fundición a presión frente a fundición por gravedad Contramedidas de diferenciación
| dimensión (matem.) | Fundición a alta presión (HPDC) | Fundición por gravedad/baja presión |
|---|---|---|
| razón principal | Velocidad de llenado insuficiente, tapones de ventilación obstruidos | Baja temperatura de vertido, mal diseño del bebedero |
| contramedidas | Aumentar la sección transversal de la compuerta interior, añadir depósitos de rebose y válvulas de vacío. | Aumentar la temperatura de vertido entre 10 y 20°C, espesar el bebedero recto y precalentar el molde en su lugar. |
Consejo práctico: cuando inspeccione la fábrica, pida al proveedor que abra el registro de la primera pieza, compruebe el perfil de temperatura de vertido y los datos de control de la temperatura del molde: sin un registro cerrado de la fábrica, los defectos de segregación por frío serán siempre una metafísica.
Fuentes de defectos de escoria e inclusión y gestión de la fusión limpia
respuesta directaLa inclusión de escoria y la inclusión no metálica son puntos duros o vetas negras que se forman cuando la película de óxido, los restos refractarios y las partículas de escoria que no se han separado del líquido de aluminio se encapsulan en la pieza fundida durante la solidificación. Representan alrededor del 15-20% de los defectos comunes de las piezas fundidas de aluminio en China, y la causa raíz apunta casi exclusivamente a una pérdida de control de la limpieza de la masa fundida, no al vertido.
Cuatro grandes fuentes de contaminación
- escoria oxidada (geología)La película de óxido (Al₂O₃) en la superficie del líquido de aluminio se barre en el trasvase y la agitación. Cada alteración del nivel del líquido crea una nueva película de óxido, véase la Información técnica TWI sobre defectos de colada.
- Desprendimiento del revestimiento del hornoCrisoles de grafito o revestimientos de corindón utilizados durante más de 800 ciclos de horneado empiezan a desprender partículas, a menudo de un tamaño comprendido entre 50 y 200 μm.
- Proporción excesiva de material recuperadoEl efecto acumulativo de la película de óxido es obvio: algunas pequeñas y medianas fábricas nacionales vuelven al material del horno (bebedero + chatarra) hasta 60-70%, superando con creces el límite superior recomendado de 30-40%.
- incompletoRefinado con hexacloroetano o nitrógeno durante menos de 5 minutos, o el agente de refinado está apelmazado por la humedad.
Tres líneas de defensa para fusiones limpias
- inteligente y capazDesgasificación por soplado rotativo: se recomienda la desgasificación por soplado rotativo (RDU), con un caudal de nitrógeno de 2-4 L/min, una velocidad de 300-400 rpm y un tiempo de tratamiento de 8-12 minutos, lo que reduce el contenido de hidrógeno a menos de 0,15 ml/100g.
- dejar de ladoDespués del refinado, dejar flotar las inclusiones durante 10-15 minutos, este paso se omite a menudo para que la planta doméstica agarre el ritmo.
- filtraciónFiltro de espuma cerámica (CFF): La instalación de un filtro de espuma cerámica (CFF) de 10ppi o 20ppi en el sistema de compuertas puede lograr una eficacia de eliminación de inclusiones superior a 80%.
Cuando ayudé a una planta de fundición por gravedad de Foshan a solucionar un problema de puntos negros en el cuerpo de una válvula hidráulica en 2024, el análisis EDS de las piezas mostró que el principal componente de las inclusiones era SiO₂-Al₂O₃, que se debía al desprendimiento del revestimiento de la cuchara de colada. Tras sustituirlo por un revestimiento a base de circonio y añadir filtros de 20ppi por horno, la tasa de chatarra bajó de 8,3% a 1,1%, y el coste de la reelaboración se recuperó unos 140.000 RMB en un solo mes. El precio unitario de la hoja de filtro es inferior a 8 yuanes, pero es la línea de defensa más rentable.
Defectos de grietas Identificación y prevención de grietas calientes y frías
respuesta directaagrietamiento en caliente (desgarro en caliente) se produce en la tasa de fase sólida de 85-95% intervalo al final de la solidificación, grietas a lo largo de los límites de grano dendríticas hacia la sección transversal fue la oxidación oscura, forma zigzag; agrietamiento en frío (agrietamiento en frío) se produce en la etapa de enfriamiento o desmoldeo después de la solidificación completa, grietas a través del cristal para caminar una línea recta, la sección transversal de la plata brillante, a menudo acompañada de bordes afilados. Ambos son defectos comunes en las piezas fundidas de aluminio chino, la proporción de alrededor de 15-20%, identificación errónea, la dirección de prevención es completamente opuesta.
Juicio rápido del aspecto y la fase de formación
- grieta térmicaLas grietas están situadas en la última zona de solidificación (juntas calientes, mutación del espesor de la pared), la superficie está oxidada y ennegrecida (la superficie agrietada está expuesta a una atmósfera que contiene oxígeno a altas temperaturas), la punta de la grieta es redondeada y la dirección es curva. La raíz de la brida de las piezas de arena A356 y la zona alrededor de los pernos eyectores de las piezas de fundición a presión ADC12 son las zonas de alta prevalencia.
- grieta fría: Lejos de las zonas calientes; suele aparecer tras el enfriamiento posterior al desmoldeo o tras el temple T6; la superficie de la grieta es plateada, sin signos de oxidación, y su trayectoria es recta y atraviesa los granos. Para conocer el mecanismo detallado, véase Wikipedia - Hot cracking.
Recomendaciones de parámetros para A356 frente a ADC12
Cuando estaba solucionando el problema del agrietamiento térmico por lotes de piezas de chasis de A356-T6 en una fábrica de soportes de automóviles de Suzhou, medí un contenido de Fe de 0,22% (en el lado alto) + temperatura de colada de 740°C (en el lado alto) + precalentamiento del molde de sólo 150°C, los tres superpuestos. Ajuste: control de Fe a 0,12-0,15%, temperatura de colada reducida a 715±5°C, temperatura del molde aumentada a 220°C, tasa de agrietamiento en caliente reducida de 7,3% a 0,4%. Para las piezas de fundición a presión ADC12, el agrietamiento en frío se debe principalmente a un desmoldeo prematuro - se recomienda retrasar la apertura del molde durante 1,5-2 segundos para dejar que la temperatura de la superficie de la pieza de fundición descienda hasta la superficie de la pieza de fundición, y dejar que el molde se abra durante 1,5-3 segundos. En el caso de las piezas moldeadas a presión ADC12, la fisuración en frío se debe principalmente a un desmoldeo prematuro - se recomienda retrasar la apertura del molde durante 1,5-2 segundos después de mantener la presión, para que la temperatura de la superficie de la pieza moldeada pueda reducirse por debajo de 380°C antes de la expulsión, y al mismo tiempo, la distribución de las varillas de expulsión debe evitar concentrarse en las zonas de paredes finas, lo que puede reducir significativamente este tipo de defectos de fisuración habituales de las piezas moldeadas de aluminio.
La temperatura del agua de temple en el tratamiento térmico T6 también es una variable clave: cuando la temperatura del agua es inferior a 40 °C, las tensiones residuales de las piezas de A356 aumentan considerablemente; se recomienda el temple con agua a una temperatura de entre 60 y 80 °C para equilibrar la resistencia y el riesgo de fisuración (véase la documentación técnica de la ASM Heat Treating Society).
Causas sistémicas de las desviaciones dimensionales y los problemas de deformación
respuesta directaLos excesos dimensionales rara vez son el resultado de un único proceso, sino más bien una acumulación de cinco errores: desgaste del molde + desviaciones en la configuración de la contracción + tensiones de desmoldeo + rebote del tratamiento térmico + desviación del punto de referencia de mecanizado. Una fábrica que controla un solo elemento a ±0,05 mm puede acabar con una pieza final de ±0,3 mm cuando se apila: la categoría de defectos comunes en las piezas fundidas de aluminio chinas más difícil de rastrear.
Descomposición cuantitativa de las cinco fuentes de error
- Desgaste del moldeLos moldes de fundición de alta presión cada 100.000 veces cambian el tamaño de la cavidad de unos 0,02-0,05 mm, el colapso de la superficie de separación provoca el engrosamiento del borde de la mosca y el desplazamiento del grosor de la pared.
- Error de contracciónA356 tasa de contracción de 1,2-1,4%, pero la contracción real de las piezas de pared delgada que las piezas de pared gruesa inferior a 20-30%, si el molde de acuerdo con la tasa de contracción uniforme del sistema abierto, el final de las piezas grandes debe ser super pobre.
- Deformación de desmoldeo: La distribución desigual de los pistones provoca una deformación plástica local; a 500 °C, la resistencia al límite elástico de la aleación de aluminio 15% es inferior a la que presenta a temperatura ambiente (véanse los datos mecánicos a alta temperatura de las aleaciones de aluminio de ASM International).
- Tratamiento térmico T6 deformaciónAlabeo: Una diferencia de 5°C en la temperatura del agua durante el enfriamiento por disolución puede producir un alabeo adicional de 0,1-0,2 mm.
- desviación del punto de referencia añadida por la máquinaCuando el punto de referencia de la pieza en bruto no coincide con el punto de referencia de diseño, el error se transfiere completamente a las superficies de contacto críticas.
Papel de la MMC y la FAI en el control de lotes
En 2024 intervine en una reclamación por deformación presentada por un cliente de piezas de fundición a presión de Guangdong: entre 8 y 12 de cada 100 piezas presentaban un desplazamiento en los orificios de los soportes superior a 0,15 mm. Al comparar su informe de FAI (inspección del primer artículo, First Article Inspection), se observó que el proveedor solo medía tres puntos con un calibre, sin realizar un escaneo completo con una máquina de coordenadas (CMM). Tras imponer el uso de una máquina de medición por coordenadas (CMM) de Zeiss para realizar el PPAP (Proceso de Aprobación de Piezas de Producción, según la norma AIAG) en 42 puntos característicos, la tasa de defectos se redujo al 1,31 TP3T al mes siguiente.
Consejo práctico: El contrato debe estipular "una revisión de la MMC de tamaño completo por cada 2.000 piezas" en lugar de basarse únicamente en la primera pieza. La curva de vida útil del molde se desplaza continuamente y no puede captarse mediante una FAI estática.
Defectos superficiales Marcas de flujo, granos fríos, adherencias de moho y marcas de viruela
respuesta directaPiezas de aluminio de fundición a presión de los cuatro principales defectos superficiales tienen una clara causa raíz del proceso - marcas de flujo (marcas de flujo) de la temperatura del molde es demasiado baja y el metal líquido a lo largo de la diferencia de temperatura; frijoles fríos (escamas frías) es el bebedero pre-solidificado pequeñas partículas están involucradas en la cavidad; molde pegajoso (soldadura) es el líquido de aluminio y el molde de acero de difusión soldadas entre sí; Las picaduras (pitting/blister) se deben principalmente a los residuos del agente de desmoldeo o a la producción de gases de escape. Este grupo de defectos comunes en las piezas fundidas de aluminio chinas es un elemento de tolerancia cero en las piezas exteriores de automóviles y electrodomésticos.
Límites de control paramétrico para cuatro tipos de defectos superficiales
- cicatriz de flujoLos riesgos aumentan cuando la temperatura del molde es inferior a 180°C. La fundición a presión ADC12 recomienda una temperatura del molde de 200-240°C y una velocidad de inyección baja, <0,3m/s, para evitar el enfriamiento prematuro del borde de ataque.
- judía fría: Los residuos de torta y las temperaturas del manguito de la compuerta <150°C son las principales causas. El acortamiento de los intervalos de apertura y cierre del molde y el control independiente de la temperatura del aceite del manguito del bebedero (a 180-200°C) pueden eliminar los granos fríos por encima de 90%.
- pegarse a un molde: El aluminio fundido con un contenido de Fe <0,81 TP3T presenta una afinidad extremadamente alta con el acero para moldes H13. Solución: controlando la profundidad de la capa de nitruración entre 0,1 y 0,15 mm, o utilizando recubrimientos PVD de Oerlikon Balzers (como CrN o AlTiN), se puede reducir la incidencia de adherencia al molde de 121 TP3T a menos de 11 TP3T.
- cacarizaLa relación de dilución del agente desmoldeante debe ser estable a 1:80-1:100, y el tiempo de soplado tras la pulverización debe ser ≥1,5 segundos para garantizar la evaporación del agua, de lo contrario el vapor de agua residual se vaporizará formando burbujas puntiformes en el momento del cierre del molde.
Límites de tolerancia para piezas exteriores
Cuando audité un lote de tiradores de puerta fundidos a presión para una empresa automovilística alemana en 2024, el dibujo del cliente estaba marcado con defectos en la cara A ≤ Φ0,3 mm y no más de 2 puntos por 100 cm², una norma típica para las molduras exteriores de los automóviles. Las piezas exteriores de electrodomésticos (por ejemplo, el panel del aire acondicionado) son relativamente indulgentes, permitiendo Φ0,5 mm, pero mientras se realice el tratamiento posterior de chorro de arena o anodizado, las marcas de flujo y las picaduras se magnificarán y serán visibles, y deben realizarse correctamente en el proceso de fundición a presión de una sola vez, siendo el coste de subsanación en el back-end de 8 a 10 veces superior al del front-end.
Una fuerza de sujeción insuficiente (relación de área proyectada <1,3 veces) causará bordes volantes junto con marcas de viruela, y el punto de conmutación de alta velocidad de la curva de velocidad de inyección puede adelantarse 10 ms para mejorar significativamente las marcas de flujo: estos parámetros detallados son los umbrales reales para distinguir a los proveedores cualificados de los mejores proveedores. Puede referirse a la Asociación Norteamericana de Fundición a Presión NADCA emitió normas de clasificación de calidad de la superficie (Grado 1-5) como base para la aceptación.























