
5 indicadores básicos de calidad para evaluar las plantas de fundición de aluminio a baja presión en China
Autor:H.K.X Fecha de publicación:2026-04-22 Categoría:Blog Visitas:2492
Resumen:
¿Busca una fábrica china de fundición de aluminio a baja presión de calidad? Este artículo ofrece un análisis en profundidad de las normas de equipamiento, la vida útil del molde y el proceso de control de defectos de la fábrica china de fundición de aluminio a baja presión. Los expertos de Ningbo Hersin le muestran cómo evaluar científicamente la resistencia del proveedor y garantizar el rendimiento de la fundición, obtenga la guía completa de inspección de fundición ahora.
Catálogo de artículos[Oculto]
- ¿Qué es la fundición de aluminio a baja presión y por qué la fundición china es la opción preferida?
- ¿Qué hay que buscar en las normas de precisión de los equipos de una planta de fundición de aluminio a baja presión?
- ¿Cómo se evalúan las capacidades de análisis de la vida útil y el flujo del molde?
- ¿Cómo puedo verificar el nivel de porosidad y control de defectos en mi planta?
- Efectos prácticos de los procesos de fusión y desgasificación en las propiedades de la fundición
- Sistema de trazabilidad de la calidad: una garantía clave desde la entrega de muestras hasta la producción en serie
- Fundición a baja presión vs. fundición por gravedad vs. fundición a alta presión: ¿cuál elegir?
- Preguntas frecuentes
Para evaluar la verdadera solidez de una fábrica de fundición de aluminio a baja presión en China, no basta con mirar el presupuesto y el tamaño de la fábrica. En los 8 años que llevo haciendo auditorías de proveedores para empresas europeas de vehículos de nueva energía, he visto a demasiados clientes compadecerse de "bonitas muestras, producción en serie volcada". Lo que realmente determina la capacidad de entrega de una fundición son 5 indicadores duros: nivel de precisión de los equipos, datos sobre la vida útil de los moldes, nivel de control de la porosidad, proceso de fusión y desgasificación, y sistema de trazabilidad de la calidad. En este artículo, desmontaremos uno por uno el método de validación, los puntos de referencia del sector y los puntos de inspección in situ de cada índice.
¿Qué es la fundición de aluminio a baja presión y por qué la fundición china es la opción preferida?
La fundición a baja presión (LPDC) es un proceso de fundición de precisión en el que el aluminio fundido se presiona desde el fondo del horno de retención hasta la cavidad del molde a través del tubo de elevación de líquido mediante un gas a baja presión de 0,02-0,06 MPa.Es significativamente mejor que la fundición por gravedad en cuanto a porosidad (puede controlarse por debajo de 1%), consistencia de las propiedades mecánicas y capacidad de conformado de piezas complejas de paredes finas, y la inversión en equipos es mucho menor que la de la fundición a alta presión. Esto hace que la fundición a baja presión se convierta en el proceso principal para la carcasa del motor, la carcasa de la batería, los cubos de rueda, los nudillos de dirección y otras piezas de seguridad de los vehículos de nueva energía.
¿Por qué China se ha convertido en el centro mundial de capacidad de fundición de aluminio a baja presión? Tres razones estructurales.
- Cadena completa de la industria del aluminio: La producción de aluminio primario de China en 2023 alcanzó los 41,59 millones de toneladas, lo que representa el 59% del total mundial (fuente: Estadísticas de producción mundial de aluminio primario de Statista), en el Delta del Yangtsé y el Delta del Perl se han creado cadenas de suministro cerradas de 200 km que abarcan todo el proceso, desde los lingotes de aluminio hasta la aleación, la fundición, el mecanizado y el tratamiento de superficies.
- Cluster de la industria del moldeSólo Ningbo Beilun ha reunido a más de 3.000 empresas de moldes, y ha sido galardonada con el título de "Ciudad natal del molde chino" por la Asociación China de Moldes, con un ciclo medio de entrega de moldes de baja presión inferior al europeo en 40%.
- Nuevas iteraciones del proceso impulsadas por la energíaEn general, la novedad de los equipos es superior a la de sus homólogos europeos y estadounidenses.
Cuando visité una fundición de larga tradición en Baden-Württemberg (Alemania) en 2023, el director de su planta me confesó: "Para el mismo juego de moldes de baja presión para la carcasa de un motor de nueva energía, Ningbo (China) puede entregar el primer prototipo en ocho semanas, y nosotros tardamos 14". Esta es la realidad.

¿Qué hay que buscar en las normas de precisión de los equipos de una planta de fundición de aluminio a baja presión?
El núcleo de la evaluación del equipo no es el número, sino tres parámetros clave: la precisión del control de la presión de mantenimiento (debe ser ≤ ± 0,001 MPa), el material cerámico del tubo de elevación (el nitruro de silicio es mejor que el hierro fundido), y el sistema de control de bucle cerrado de la temperatura del molde está equipado con control de temperatura independiente por zonas.Si no se llega a estos tres dispositivos, hacer electrodomésticos ordinarios está bien, hacer nueva energía tres piezas de fundición del sistema de energía están obligados a tener problemas.
Durante la visita in situ, pediré a la fábrica que muestre las siguientes pruebas:
- Placa de características del equipo y año de compraMáquinas de baja presión : Las máquinas de baja presión más antiguas anteriores a 2018 están controladas en su mayoría por bucle abierto, con fluctuaciones de presión de hasta ±0,005 MPa, y las desviaciones de densidad interna en las piezas fundidas pueden superar 1,51 TP3T.
- Marcas de sistemas hidráulicos: Las de Bosch Rexroth o Kawasaki son un orden de magnitud más estables que las marcas locales de Asia-Pacífico.
- Temperatura del molde Configuración de la máquinaLas marcas importadas, como Italia Piovan, la precisión de control de temperatura PID de Alemania Single puede alcanzar ± 2 ℃, las marcas nacionales principales alrededor de ± 5 ℃, A356, A357, como la diferencia de aleación sensible al gradiente de temperatura de solidificación es enorme.
El vídeo de arriba puede permitirle ver el ritmo de una línea de producción de fundición a baja presión cualificada: el tiempo de ciclo de horno→preservación de la presión→apertura→recogida→pulverización→cierre del molde es estable en 90-120 segundos, y hay un registro de curva de presión para cada molde. Si ve que el tiempo de ciclo es largo o corto, y el operario interviene manualmente con frecuencia, es una clara señal de que el sistema de control no es estable.
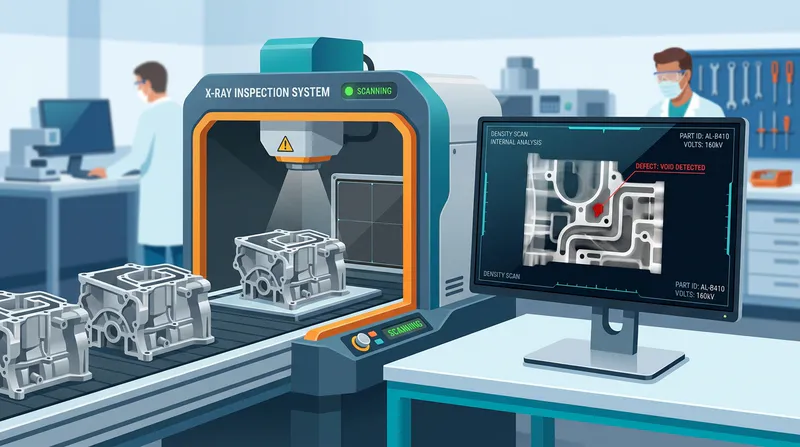
Cuando Ningbo Hersin amplió la producción en 2022, nuestro equipo realizó una comparación especial de selección de equipos: utilizando el mismo conjunto de moldes de ruedas de aluminio A356, se produjeron 500 piezas en máquinas de baja presión de bucle abierto nacionales y en máquinas de baja presión de bucle cerrado importadas, y los resultados de la inspección por rayos X mostraron que la tasa de defectos internos de la máquina de bucle cerrado era 4 veces menor que la de la máquina de bucle abierto (0,81 TP3T). La diferencia de generación de equipos es real.

¿Cómo se evalúan las capacidades de análisis de la vida útil y el flujo del molde?
Los moldes de fundición de aluminio a baja presión cualificados deben tener una vida útil de 80.000 a 100.000 moldes, y las fábricas de alto nivel pueden alcanzar de 120.000 a 150.000 moldes.Desconfíe de todo lo que sea menos de 50.000 ciclos de moldeo: esto significa que hay una deficiencia significativa en la selección del acero, el proceso de tratamiento térmico o el diseño del circuito de agua de refrigeración, y repartir el coste del molde por colada puede hacer que su presupuesto de producción por volumen se descontrole.
La vida del moho no se exagera, busca tres pruebas contundentes:
| unidad de evaluación | Normas de cualificación | Estándar de excelencia | Métodos de validación |
|---|---|---|---|
| Acero para moldes | H13 (4Cr5MoSiV1) | Importación DIEVAR / 8407 SUPREME | Solicite certificados de materiales e informes espectrales |
| Dureza del tratamiento térmico | HRC 44-46 | HRC 46-48 con tamaño de grano ≥8 | Muestreo in situ de durómetros |
| Análisis CAE del flujo de moldes | Informes ProCAST o MAGMA disponibles | Simulación en tres fases del llenado, la solidificación y la tensión del molde | Para ver el archivo .cas original |
| Circuito de agua de refrigeración | Refrigeración perforada | Vías navegables conformadas (insertos impresos en 3D) | Comprobación del perfil del molde |
Quiero destacar especialmente el punto de la simulación del flujo de modos. Muchas fábricas afirman utilizar MAGMASOFT o ProCAST, pero en realidad no es más que comprar un informe externalizado para engañar al cliente en el momento de la oferta. Una fábrica con capacidad real de CAE debería ser capaz de ofrecerle una nueva comparación de campo tiempo-temperatura de llenado en un plazo de 48 horas a partir de su solicitud de modificación. Cuando nuestro equipo realizó un proyecto de submarco para un cliente norteamericano, trasladamos la ubicación de la contracción de la cara de la brida a la zona de eliminación del mecanizado posterior mediante 5 rondas de iteración del flujo del molde, y el índice de rendimiento aumentó de 82% a 96%. Este tipo de resistencia interna es la verdadera garantía de la vida útil del molde.
Hay otro detalle que a menudo se pasa por alto: la estructura de sellado del tubo elevador de líquido y el molde inferior. Las fábricas baratas utilizan esteras de fibra de aluminosilicato, 3.000 veces en la fuga; fábricas regulares utilizan fibra cerámica + metal corrugado sellado compuesto, puede ser estable a más de 30.000 veces.

¿Cómo puedo verificar el nivel de porosidad y control de defectos en mi planta?
Una fundición de aluminio de baja presión de calidad debe tener una porosidad interna controlada dentro del nivel 1 de ASTM E155 (correspondiente a una cuota de volumen de <0,51 TP3T) y una tasa de defectos superficiales de <21 TP3T.La verificación de estos datos no se puede hacer examinando únicamente el documento PPAP, sino solicitando a la planta que muestre los datos de control del proceso SPC de los últimos 90 días y el informe original de muestreo por rayos X.
Los cinco defectos más comunes en la fundición a baja presión y los puntos clave para eliminarlos:
- Porosidad de contracciónConcentración en zonas gruesas y extensas, generalmente causada por un fallo en el control de la secuencia de solidificación - comprobar que los calentadores del molde están compartimentados y son independientes.
- Estomas (porosidad del gas)Forma esférica, interior liso, originado por un alto contenido de hidrógeno en la masa fundida - hay que mirar los registros de desgasificación y los datos de las pruebas de contenido de hidrógeno de Alscan.
- Incluye: El atrapamiento de la película de óxido de Al₂O₃ requiere una placa filtrante cerámica (CFF) a la salida del horno de mantenimiento.
- Frío cerrado: Las dos corrientes de aluminio que convergen al final del llenado no están fundidas y están relacionadas con el diseño de la curva de velocidad de elevación.
- Desgarro en calienteEn el A356 se encuentran sobre todo en concentraciones de tensiones, que deben predecirse mediante análisis CAE de tensiones.
En cuanto a los principios básicos y la clasificación estándar de la porosidad, ASM International, la Sociedad Americana de Metales, ofrece documentación técnica detallada a modo de referencia. La clasificación mediante placas de referencia radiográficas según la norma ASTM E155 es la práctica habitual a nivel internacional.
Sugiero que el cliente en la etapa de pre-muestreo para pedir la disección destructiva: a lo largo de la fundición del espesor máximo de la pared de la dirección de la disección, en el microscopio metalúrgico para disparar 100 veces la imagen, poros y escoria de un vistazo. Una vez que auditamos fábricas alternativas para un cliente europeo, sólo uno de cada tres estaba dispuesto a hacer la demostración de disección - entonces ese ganó la licitación, tres años de producción en masa hasta ahora cero quejas de los clientes.
Efectos prácticos de los procesos de fusión y desgasificación en las propiedades de la fundición
El proceso de fusión determina la "calidad innata" de la masa fundida de aluminio. Un proceso completo de desgasificación-refinación-filtración reduce el contenido de hidrógeno de la masa fundida de 0,4 ml/100 g a menos de 0,15 ml/100 g, lo que determina directamente la vida a la fatiga y el alargamiento de las piezas fundidas.Si la fábrica sigue utilizando el simple método de prensado con hexacloroetano para eliminar el gas, básicamente puede ser excluida de la lista de proveedores de piezas de seguridad para vehículos de nueva energía.
El nivel de desgasificación de tres etapas más utilizado actualmente en la industria:
- archivo base: Desgasificador sólido (C₂Cl₆) prensado, contenido de hidrógeno hasta aproximadamente 0,3 ml/100 g, adecuado para carcasas de aparatos comunes.
- grado estándarDesgasificación rotativa de argón (RDG) con detección en línea Alscan, contenido estable de hidrógeno 0,15-0,20 mL/100g, adecuado para piezas de automoción sin carga.
- alto gradoRDG + filtración de espuma cerámica (CFF 30 ppi) + refinamiento de grano en línea (alimentación de alambre Al-Ti-B), contenido de hidrógeno <0,12 mL/100g, tamaño de grano <200 μm, estándar para sistemas triboeléctricos de nueva energía.
El control de la composición de la aleación es igualmente crítico. Tomemos como ejemplo la aleación A356 más utilizada (Al-7Si-0,3Mg): por cada desviación de 0,05% en el contenido de Mg, la resistencia a la tracción de T6 tras el tratamiento térmico fluctuará entre 8 y 12 MPa. Las fábricas de alto nivel están equipadas con espectrómetros de lectura directa para realizar pruebas de composición en cada horno, y los datos se archivan directamente en el sistema MES. Para conocer con más detalle los principios metalúrgicos de las aleaciones, consulte Calidades comunes de aleación de aluminio La serie de normas enumeradas en
He hecho un experimento comparativo: el mismo conjunto de moldes, el mismo operador, una fábrica con RDG + CFF producción de piezas de fundición de motor, T6 alargamiento después de un promedio de 8,5%; B fábrica sólo utilizan la presión en la desgasificación, el alargamiento es sólo 4,2%. este último en el cliente para hacer la prueba de fatiga por vibración, 20.000 veces el ciclo de las grietas, el primero ejecutar hasta 100.000 veces sin ninguna anomalía. La diferencia en el proceso de fusión con el tiempo se le presentará en forma de tasa de fracaso.
Sistema de trazabilidad de la calidad: una garantía clave desde la entrega de muestras hasta la producción en serie
Una fábrica sin un sistema completo de trazabilidad no está cualificada para la producción en serie. Una fábrica de fundición de aluminio LV cualificada en China debe ser capaz de rastrear cada pieza fundida hasta: número de horno, número de molde, operario, curva de parámetros del equipo y todos los datos clave de inspección durante al menos 3 años.Se trata de un requisito obligatorio del sistema IATF 16949.
Para una auditoría in situ del sistema de trazabilidad, tomaría como ejemplo los siguientes escenarios:
- retrocederTome una pieza fundida al azar del almacén de productos acabados y pida su expediente de producción completo (tiempo de colada, curva de presión, datos de control de calidad, horno de tratamiento térmico) en un plazo de 30 minutos. Si no puede hacerlo, será eliminado directamente.
- retrospectiva: Dado un número de lote de lingote de aluminio, debe enumerar qué pedidos y piezas de fundición se produjeron a partir de esta materia prima y a qué clientes se destina actualmente.
- Eliminación de productos no conformes: Compruebe aleatoriamente el último informe 8D para ver si el análisis de causa raíz ha alcanzado realmente los "5 porqués", o si se trata solo de una afirmación vaga como "Negligencia del operario → Reforzar la formación".
El umbral básico es si la fábrica ha superado la certificación IATF 16949 (sistema de gestión de calidad de la industria automovilística). A los nuevos clientes de energía también les preguntamos si tienen experiencia en auditorías de procesos VDA 6.3 y si han colaborado en la presentación de PPAP de nivel 3. No son la guinda del pastel, sino requisitos de entrada. No son la guinda del pastel, son requisitos de entrada.
Durante el periodo de suministro para uno de los OEM de nuevas energías de primer nivel, Ningbo Hexin construyó su propio sistema de datos MES+SPC de dos capas, con grabado láser de código QR para cada colada, de modo que los clientes pueden escanear el código para ver todos los parámetros de producción. La inversión en este sistema es de unos 1,8 millones de RMB, pero a cambio, el récord de entrega de PPM <50 durante 26 meses consecutivos, así como los pedidos de 200.000 piezas al año a 800.000 piezas de confianza incremental.El comité técnico de SAE International en los últimos años emitió una serie de libros blancos han subrayado en repetidas ocasiones que la trazabilidad digital es el "foso invisible" del proveedor de fundiciones de aluminio de nueva energía.
Fundición a baja presión vs. fundición por gravedad vs. fundición a alta presión: ¿cuál elegir?
El primer principio de selección es adecuarse a las condiciones de servicio de las piezas, más que la búsqueda del "extremo superior". La fundición a baja presión es adecuada para la complejidad estructural, densidades internas y buenas propiedades mecánicas de piezas medianas y grandes; la fundición por gravedad es adecuada para pequeñas cantidades, paredes gruesas, geometría simple de las piezas de prueba; la fundición a alta presión es adecuada para paredes delgadas, grandes cantidades, la apariencia de la porosidad interna no es sensible a las piezas.
| dimensión (matem.) | Colada a baja presión LPDC | Colada por gravedad GDC | Fundición a alta presión HPDC |
|---|---|---|---|
| cepas | 0,02-0,06 MPa | presión barométrica | 40-100 MPa |
| Espesor de pared típico | 3-15 mm | 5-30 mm | 1,5-5 mm |
| Porosidad interna | Bajo (<1%) | Mediana (1-3%) | Alta (hasta 5%) |
| tratable térmicamente | ✓ Can T6 | ✓ Can T6 | ✗ rutinariamente no |
| Productos típicos | Cubos, carcasas de motor, muñones de dirección | Prototipo de culata de motor | Caja de transmisión, 3C Componentes estructurales |
| Coste del molde | medio | bajar (la cabeza) | 高 |
| Coste por unidad (lote mediano) | medio | 高 | bajar (la cabeza) |
Un caso típico de toma de decisiones: la carcasa del motor de un vehículo eléctrico. Muchos clientes pensaban inicialmente en utilizar la fundición a presión de alta presión (HPDC) (coste unitario bajo), pero la carcasa del motor requiere un tratamiento térmico T6 para alcanzar una resistencia a la tracción superior a 200 MPa, y las piezas fabricadas mediante HPDC, debido a la presencia de burbujas de aire en su interior, presentan burbujas durante el tratamiento T6. En este caso, la fundición a baja presión es la única opción razonable. Para consultar un árbol de decisión más sistemático sobre la selección de procesos, puede consultarse el manual de selección de procesos publicado por la Asociación Norteamericana de Fundición a Presión (NADCA).
Mi consejo práctico a los clientes: definan primero los 3 indicadores clave de la pieza: condiciones de carga (si está sujeta a cargas cíclicas), requisitos de densificación interna (si es hermética/resistente a la presión) y volumen de producción anual. Rellene estas tres respuestas en la matriz de decisión, y la selección del proceso estará básicamente cerrada.
Preguntas frecuentes
¿Cuál es la cantidad mínima de pedido (MOQ) habitual para la planta de fundición de aluminio a baja presión de China?
El MOQ de producción en serie para una fábrica china formal de fundición de aluminio a baja presión suele ser de 5000-10000 piezas/año, con 50-200 piezas en la fase de pequeñas muestras. El coste de desarrollo del molde se calcula por separado, un juego de molde de baja presión de complejidad media cuesta entre 80.000 y 250.000 RMB, con un tiempo de ciclo de 6-10 semanas. Algunas fábricas solicitarán el pago por adelantado del molde 50% para la primera cooperación.
¿Cuál es el plazo de entrega habitual de las piezas fundidas de aluminio a baja presión?
El plazo de entrega de un prototipo suele ser de 6-10 semanas (incluidas 6-8 semanas para la fabricación del molde y 1-2 semanas para la depuración del molde de prueba). En la fase de producción en serie, el plazo de entrega normal para un pedido de 100.000 piezas es de 45-60 días (incluido el envío). Si la fábrica afirma que la primera muestra puede entregarse en 30 días, se trata básicamente de una promesa falsa o de sacrificar el análisis de flujo del molde, y el riesgo de calidad es muy alto.
¿Cómo verificar la capacidad real de las plantas de fundición de aluminio en China?
El método más fiable consiste en pedir a la fábrica que facilite los datos mensuales de producción de los últimos 12 meses y comprobar in situ los registros del sistema MES. Observe también el número de pedidos en el taller, la rotación del inventario de materias primas y la utilización de los equipos (en torno a 75-85% para las fábricas normales). Durante la auditoría a distancia, puede solicitar una emisión de vídeo en tiempo real de la planta de producción para evitar que le engañen con la "fábrica modelo".
¿Qué pruebas estándar se exigen para las piezas moldeadas a baja presión?
Las pruebas estándar constan de cuatro categorías principales: pruebas dimensionales (MMC), pruebas de aspecto (PT de penetración por fluorescencia), pruebas de defectos internos (TC industrial o rayos X) y propiedades mecánicas (tracción, dureza, impacto). Las piezas de vehículos de nueva energía también deben complementarse con pruebas de estanqueidad al aire, pruebas de niebla salina y pruebas de fatiga por vibración. El muestreo con un AQL de 0,65 durante la producción en serie es una práctica habitual en la industria.
¿Cuál es la ventaja de precio de las piezas fundidas de aluminio de las fábricas chinas en comparación con Europa y EE.UU.?
Por ejemplo, el precio FOB de la fundición china de aluminio de baja presión para una carcasa de motor de vehículo de nueva energía de la misma calidad suele ser 30-45% más bajo que el de los proveedores europeos, y 25-35% más bajo que el de los proveedores norteamericanos, y la diferencia se debe principalmente al coste de la mano de obra, la energía y la eficiencia de las herramientas, más que a sacrificios de material o calidad. Sin embargo, hay que tener en cuenta que, tras añadir el coste del transporte, los aranceles y el riesgo de calidad, la ventaja de coste combinada real es de unos 15-25%.
¿Cuáles son las principales competencias de Ningbo Hersin en el campo de la fundición de aluminio a baja presión?
Situada en Beilun, Ningbo, la ciudad natal de los moldes en China, Ningbo Hexin se ha centrado en la fabricación de moldes y productos de fundición de aleaciones de aluminio desde 2010, abarcando los tres procesos principales de baja presión, gravedad y alta presión. Nuestras principales competencias incluyen el diseño y la fabricación independientes de moldes de baja presión, la simulación de flujo de moldes ProCAST, el proceso de fundición de alto grado RDG+CFF y la experiencia en el desarrollo de piezas de fundición para sistemas triboeléctricos de vehículos de nueva energía. La empresa suministra piezas de fundición clave, como carcasas de baterías, carcasas de motores y carcasas de controladores, a muchos fabricantes de equipos originales nacionales y extranjeros, y el PPM de la producción en masa se controla de forma estable por debajo de 50.
Volvamos a la propuesta central del principio del artículo: encontrar una fábrica fiable de fundición de aluminio a baja presión en China no es una decisión de compra, sino una vinculación estratégica a 3-5 años. Precisión del equipo, vida útil del molde, control de defectos, proceso de fundición, sistema de trazabilidad: las fábricas que cumplen cada una de estas 5 dimensiones sólo representan 15% en todo el mercado chino. lleve estas 5 varas de medir al lugar, podrá identificar a los verdaderos socios en una visita de dos horas a la fábrica. Los principios de diseño de moldes de fundición de aleaciones de aluminio relacionados, los casos de aplicación de vehículos de nueva energía de fundición a baja presión y los métodos de comparación y selección de procesos de fundición son la dirección del próximo estudio en profundidad.























