
Ontwerp en productie van gietvormen voor aluminiumspuitgietwerk
Gepubliceerd op:2024-08-05 Categorie:nieuws Weergaven:12255
Catalogus van artikelen
A. Inleiding tot de spuitgiettechnologie
Het drukafgietsel als matrijzenafgietsel wordt bedoeld, is het gebruik van de druk van de matrijzenafgietselmachine zal legering gesmolten vloeistof bij een bepaalde snelheid die met volgens bepaalde delenstructuur en procesvereistenontwerp wordt gevuld en na precisieproductie van de vormholte, en de legering gesmolten vloeistof te houden onder een bepaalde druk, onder de actie van de vormholte, het koelen verharding en het vormen van een soort hoog rendement en hoog rendement precisieafgietseltechnologie.
B. Kenmerken en toepassingsgebied van spuitgiettechnologie
1, de kenmerken van spuitgieten gieten technologie
Hoge druk, hoge snelheid is sterven gieten vloeibare of semi-vloeibare metalen vullen gietproces van de twee belangrijkste kenmerken, maar ook sterven gieten gieten technologie en andere gietmethode is het meest fundamentele verschil.
2, Het toepassingsgebied van spuitgieten gieten technologie
De spuitgiettechnologie is een van de meest geavanceerde methoden om metaal te vormen en is een effectieve manier om minder of geen spanen te krijgen. Momenteel is de legering die wordt gebruikt voor spuitgieten niet langer beperkt tot zink-, aluminium-, magnesium- en koperlegeringen, maar breidt deze zich geleidelijk uit naar gietijzer en gietstaal en andere ijzerlegeringen om spuitgietwerk te produceren.
C. Ontwikkelingstrend van spuitgiettechnologie
Door het gebruik van spuitgiettechnologie heeft het positieve en duidelijke economische voordelen voor bedrijven. Toekomst spuitgieten
De technologie ontwikkelt zich in de richting van:
(1) De spuitgiettechnologie ontwikkelt zich in de richting van intelligentie.
(2) Onderzoek en ontwikkeling van nieuwe materialen voor spuitgieten om te voldoen aan de behoeften van de industriële technologische vooruitgang.
(3) Onderzoek en ontwikkeling van nieuwe soorten spuitgietapparatuur om het automatiseringsniveau te verbeteren.
(4) Ontwikkeling van nieuwe detectietechnologieën.
(5) Ontwikkeling van nieuwe spuitgiettechnologie en verbetering en uitbreiding van het spuitgietproces.
(6), verbeteren sterven-casting levensduur van de mal, vermindering van de productiekosten op te lossen het probleem van ferrometaal spuitgieten geleidelijk uitgebreid tot gietijzer en gegoten staal en andere ijzerlegeringen te produceren spuitgieten.
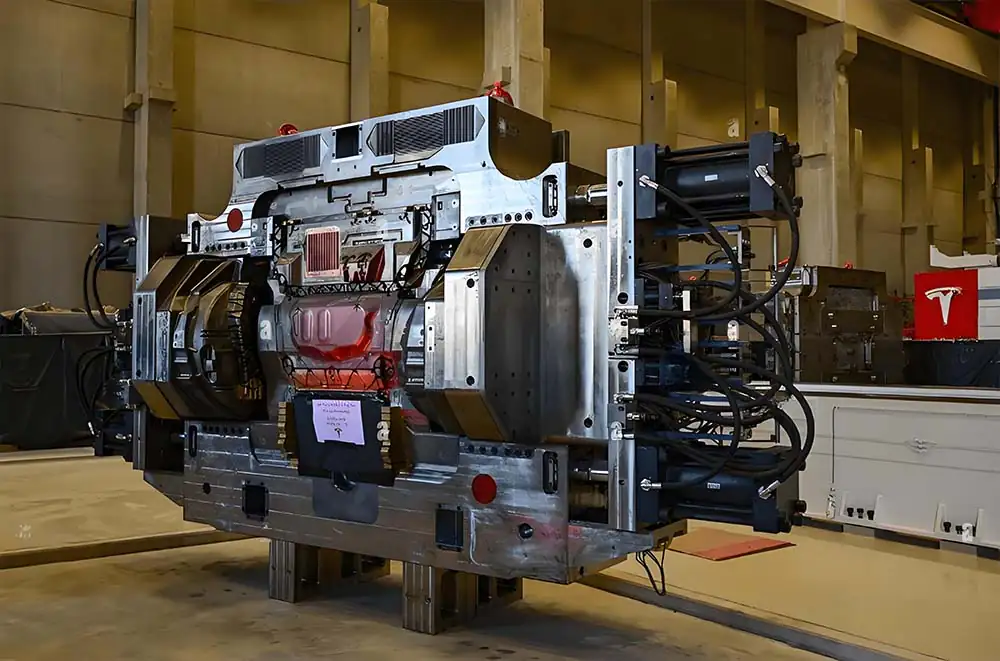
Ontwerp matrijzengietmatrijs
A. Overzicht van het ontwerp van spuitgietmatrijzen
- Het matrijzenafgietsel, de vorm van het matrijzenafgietsel, de machine van het matrijzenafgietsel, de legering van het matrijzenafgietsel door de parameters van het het proces van het matrijzenafgietsel van de onderling verbonden coördinatie, gemeenschappelijke voltooiing van het het afgietselproces van het matrijzenafgietsel. De matrijzenafgietselvorm in het productieproces van het matrijzenafgietsel is als volgt:
- ①.Bepaal het gietsysteem, vooral de positie van de binnenpoort en de infuusrichting en de positie van het overloopsysteem, die samen de vulcondities van het gesmolten metaal en de gietconditie bepalen;
- ②, de gietvorm van het matrijzenafgietsel is de reproductie van het matrijzenafgietsel, bepaalt de vorm en precisie van het matrijzenafgietsel;
- De kwaliteit van het vormoppervlak heeft een directe invloed op de oppervlaktekwaliteit van het spuitgietwerk en de grootte van de weerstand tegen ontvormen.
- ④, na het afgietsel van het matrijzenafgietsel, ervoor zorgen dat het matrijzenafgietsel regelmatig van de matrijzenafgietselvorm wordt losgemaakt, en na het duwen uit het vormlichaam, zou er geen verandering van moeten zijn
- Het optreden van vormen, breuken, enz;
- De sterkte en stijfheid van de matrijs om de impact van de injectiekracht en de snelheid van de binnenpoort op de matrijs te weerstaan;
- (vi) De warmte-uitwisseling en warmtebalans van de matrijs tijdens het spuitgietproces controleren en regelen;
- (vii) De gietefficiëntie van de spuitgietmachine maximaliseren.
B. Basisprincipes van het ontwerp van spuitgietmatrijzen
(1), volledig begrijpen van het gebruik van spuitgieten en andere structurele onderdelen van de assemblage relatie, en volgens de structurele kenmerken van spuitgieten, het gebruik van prestaties, in het ontwerp van de mal te onderscheiden tussen de belangrijkste en secundaire, wijzen op de belangrijkste punten van de mal structuur en in combinatie met de verwerking van de mal proces, redelijke keuze van de mal scheidingsvlak, het aantal holten en de lay-out van de vorm van de spuitgieten van de vorm van de lancering van de vorm van de kant van de mal release vorm.
(2) Begrijp de werkelijke verwerkingscapaciteit van de site schimmel, zoals de bestaande apparatuur en kan samenwerken met de apparatuur van de eenheid, evenals de exploitant technisch niveau, in combinatie met het feitelijke ontwerp van de schimmel structuur vorm in lijn met de verwerkingscapaciteit van de site.
(3), moet de mal aan te passen aan het spuitgieten productie van de verschillende procesvereisten, kies in overeenstemming met het spuitgieten proces eisen van het gieten systeem en overloopsysteem, met name de locatie van de binnenste poort, de binnenste poort snelheid en de richting van de vloeistofstroom, moet maken het vloeibare metaal vloeiend en soepel, en ordelijke afvoer van de holte gas, om een goed vullend effect te bereiken en om de generatie van gebreken te voorkomen in het spuitgieten.
(4) Onder de premisse van het verzekeren van stabiele kwaliteit van matrijzenafgietsels en veilige productie, zouden de vormen van het matrijzenafgietsel moeten hebben:
①, eenvoudige structuur, geavanceerde en redelijke, nauwkeurige en betrouwbare werking, verminderen de bedieningsprocedure.
②, eenvoudig te bedienen, veilig en snel, eenvoudig te demonteren slijtdelen, eenvoudig onderhoud, lage productiekosten.
(iii) Hogere efficiëntie bij het spuitgieten, snel vullen van de matrijs, snel openen van de matrijs, flexibel en betrouwbaar ontvormmechanisme en hoge mate van automatisering.
(5), schimmel structurele onderdelen moeten voldoen aan de eisen van het bewerkingsproces en warmtebehandeling proces. Passende selectie van materialen, met name de gietdelen en andere delen in direct contact met het vloeibare metaal, moeten worden geselecteerd uit hoogwaardig hittebestendig staal en hardingsbehandeling, zodat het voldoende weerstand tegen thermische vervorming, vermoeidheidssterkte en hardheid en andere uitgebreide mechanische eigenschappen heeft, evenals corrosiebestendige eigenschappen.
(6), moet volledig rekening houden met de matrijstemperatuur veranderingen op de relatieve glijdende delen van de matching nauwkeurigheid veroorzaakt door de impact.
(7) Het matrijsontwerp moet gebaseerd zijn op de haalbaarheid van een uitgebreide beschouwing van de economie.
De algemene structuur van de matrijs is eenvoudig en praktisch en de totale kosten zijn laag.
②, moet worden geselecteerd economische, praktische grootte fit nauwkeurigheid.
(iii) Besteed aandacht aan het verminderen van het verbruik van restmateriaal van het gietsysteem.
Naast de basisvereisten van een normaal ontwerp, moet er speciale aandacht worden besteed:
1. Gebruik een redelijke en geavanceerde eenvoudige structuur om het werkstuk nauwkeurig en betrouwbaar te maken, en de stijfheid van de structuur is goed, d.w.z. de mal heeft genoeg dikte om ervoor te zorgen dat deze voldoende stijfheid heeft om vervorming en barsten van de mal te voorkomen. Het is ook noodzakelijk om te overwegen dat de mal gemakkelijk te ontmantelen en te veranderen, die bevorderlijk is voor de
Verleng de levensduur van de mal;
2. De onderdelen op de mal moeten voldoen aan de eisen van het bewerkingsproces en het warmtebehandelingsproces. Probeer scherpe hoeken en dunne wanden te vermijden of te verminderen om latere warmtebehandeling te vergemakkelijken en spanningsconcentratie te voorkomen. Als de structuur niet kan voorkomen scherpe hoeken, moeten in de opruwen om voldoende R hoek, warmtebehandeling na bewerking op zijn plaats te reserveren om het risico van warmtebehandeling kraken te voorkomen.
3, grote spuitgietmatrijs (deeloppervlak projectieoppervlak groter dan 1 vierkante meter), moeten vierkante gids pijler geleidingssysteem te gebruiken, om te voorkomen dat de beweegbare en vaste schimmel als gevolg van de thermische uitzetting van grote verschillen, wat resulteert in het begeleiden van precisie daling;
4, voor het ontwerp van grote complexe spuitgieten schimmel gieten systeem en uitlaatsysteem en koelsysteem, is het het beste om te doen stroom analyse en warmtebalans analyse. Deze regeling van runner systeem (rechte sprue, cross sprue, inner gate) en constante temperatuur voorverwarming systeem locatie, hoek grootte, hoeveelheid, enz. zal doen redelijke lay-out; Zoals we allemaal weten, het gieten systeem is het vloeibare metaal uit de drukkamer in de holte, het is nauw verwant met het vloeibare metaal in de holte delen, richting, stroom staat, en kan de vulsnelheid, vultijd, holte temperatuur en andere vulvoorwaarden. In sterven gieten productie, gieten systeem op sterven gieten kwaliteit, sterven gieten operatie efficiëntie, mould leven (hoge temperatuur, hoge druk, hoge snelheid vloeibaar metaal op mal holte muur schuren, corrosie, enz.), sterven gieten snijkant en schoon te maken en zo verder heeft ook een belangrijke impact, kan worden gezien gieten systeem
ontwerp en het belang ervan;
5. Overwegingen voor het ontwerp van de binnenpoort:
De hoge temperatuur metaalvloeistof die de holte van de binnenpoort binnenkomt, mag niet positief de wand en de kern van het dynamische vaste model binnengaan om te voorkomen dat de holte vroegtijdig erodeert, gaat plakken en barsten enzovoort; wanneer de binnenpoort met meerdere draden wordt gebruikt, moet worden overwogen om de defecten van werveling, gasverpakking en geoxideerde slak enzovoort te voorkomen, die worden veroorzaakt door het effect van het vloeibare metaal in de holte door de convergentie van enkele manieren; de selectie van de dikte van de binnenpoort wordt over het algemeen geformuleerd in overeenstemming met de empirische gegevens en het wordt aanbevolen om een grotere te kiezen onder de voorwaarde van matrijsvulling om vroegtijdige erosie, het plakken van de matrijs, pitting en barsten veroorzaakt door de te hoge drukinjectiesnelheid te voorkomen. Probeer onder de voorwaarde van het type vulling een grotere te kiezen om het effect van een te grote compressie en injectiesnelheid te vermijden, die erosie, plakken van de matrijs, putjes en scheuren in het vroege stadium van de matrijs zullen veroorzaken;
6. Ontwerp van overloop- en ontluchtingstanks:
De rol van het overloopkanaal is het ophopen van de koele metaalvloeistof en metaalvloeistof omwikkeld met gas die eerst de holte ingaan, en ook om de temperatuur van elk deel van de mal te regelen om het thermische evenwicht van de mal te verbeteren, wat bevorderlijk is voor het verlengen van de levensduur van de mal. Over het algemeen gelegen aan het einde van het vloeibaar metaal proces, het opzetten van een geschikte overloop tank kan verbeteren van de vulling voorwaarden, het verbeteren van de kwaliteit van gietstukken. Uitlaatgroef wordt gebruikt om lucht en verfvervluchtigingsgas uit de holte af te voeren, waarvan de locatie gerelateerd is aan de locatie van de binnenpoort en de productstructuur. Om de holte gasinjectie zo ver mogelijk door de spuitgieten van vloeibaar metaal kwijting, zal worden ingesteld in het laatste deel van de vloeibaar metaal vullen uitlaat groef. De uitlaattank wordt over het algemeen gecombineerd met de overlooptank, gerangschikt in het achtereinde van de overlooptank, om het overloop- en uitlaateffect te versterken.

Het effect van bewerking op matrijsbreuk
Zoals we allemaal weten, is de productiecyclus van spuitgietmatrijzen lang en complex en omvat het draaien, slijpen, frezen, boren, schaven en elektrische ontladingsbewerkingen (draadsnijden, EDM) en andere processen. De verwerkingskwaliteit, met name het oppervlak van de verwerkingskwaliteit in het fabricageproces van de matrijs en het daaropvolgende gebruik van het proces, heeft een aanzienlijke invloed op de breukbestendigheid, vermoeiingssterkte, thermische vermoeiingsweerstand en slijtvastheid van de matrijs, corrosiebestendigheid enzovoort. Een kleine fout in de verwerking kan leiden tot vroegtijdig falen van de matrijs. Zo is barsten en thermisch barsten een veelvoorkomend faalfenomeen van de spuitgietmatrijs van aluminiumlegeringen, dat wordt veroorzaakt door thermische vermoeidheid, spanning, lage sterkte en oppervlakteruwheid op het oppervlak van de matrijs.
1, De invloed van het snijproces
Module in de bewerking snijproces, als gevolg van de vernietiging van het oorspronkelijke evenwicht van het werkstuk substraat, zal produceren stress, deze interne spanningen verminderen de totale sterkte van de module oppervlak, wat resulteert in het gebrek aan thermische vermoeidheid sterkte, die zal produceren scheuren of barsten in de hoeken en kleine straal boog overgang. Daarom moeten scherpe hoeken zoveel mogelijk worden vermeden. Scherpe hoeken en bewerking bezuinigingen kunnen aanzienlijk leiden tot spanningsconcentratie, tenzij er speciale eisen, anders moet vermijden scherpe hoeken, en maak de hoek van de boog straal van kromming is volledig vergroot, het doel is om te voorkomen of te verminderen spanningsconcentratie. Bijvoorbeeld: verhoog de boogstraal R van 1 mm tot 5 mm, de maximale interne spanning wordt verminderd met ongeveer 40%, wat de taaiheid van de mal sterk verbetert. Wanneer de boogstraal van de module van 2 mm naar 20 mm gaat, kan de slagvastheid 4 keer worden verhoogd. Ook de grootte van de oppervlakteruwheid van de mal heeft een grotere invloed op de levensduur van de mal. Zoals het bestaan van duidelijke messporen, scheuren, sneden, enz., zullen deze verwerkingsfouten spanningsconcentratie veroorzaken en de hoofdoorzaak van scheuren worden. Daarom, om ervoor te zorgen dat de oppervlakteruwheid van de mal eisen, holte oppervlak moet worden geslepen en gepolijst om snijtekens en andere gebreken te verwijderen. Koeling water gat boren verwerking, als de twee-weg boren, verkeerde uitlijning, zal leiden tot vroege kraken in de plaats, water lekkage. Vorm embryo snijden vergoeding is niet genoeg, na het smeden en gloeien van de mal embryo, of mal embryo, kern, na verwerking in de lucht oven verwarming en afschrikken, over het algemeen is er een bepaalde dikte van ontkoling laag, snijden verwerking moet worden ontkolde laag allemaal verwijderd. Anders zal de resterende ontkolingslaag in het gebruik van de mal de thermische vermoeidheidsweerstand van het oppervlak van de mal verminderen, wat resulteert in barsten van het onderdeel.
2. Effect van het maalproces:
Na de warmtebehandeling van spuitgietmatrijzen kunnen de volgende problemen optreden bij het slijpen (inclusief opspannen en slijpschijven):
A. Er treedt barstvorming of scheurvorming op, wat te wijten is aan een te harde slijpschijf, een grote voedingshoeveelheid, een hoge slijpsnelheid, een te grote slijpspanning, onvoldoende koeling of een onjuist gekozen koelmiddel. Door de harde slijpschijf die wordt veroorzaakt door de wrijvingswarmte die wordt opgewekt door de trekspanning die groter is dan de breuktaaiheid van het materiaal, zal scheurvorming optreden;
B. Maalbrandwonden en verweking van het oppervlak. Verzacht oppervlak in contact met het gesmolten spuitgietmetaal, vanwege de relatief lage sterkte en thermische vermoeidheid sterkte is ook onvoldoende, gemakkelijk leiden tot scheuren, erosie en putjes.
C, slijpspanning. Vormoppervlak slijpen is er slijpen stress, het verminderen van de sterkte van het schimmeloppervlak en thermische vermoeidheid weerstand, zal leiden tot scheuren of barsten in de mal type bit hoek en kleine R boog overgang, kan het lager zijn dan het temperen temperatuur van 20 ~ 30 ℃ temperatuur voor een temperen behandeling, om het doel van het elimineren van stress te bereiken.
3. Effecten van afvoerverwerking
A. Produceert een verharde helderwitte laag
Elektrische ontladingsbewerkingen (EDM en WEDM) van matrijsholten worden meestal uitgevoerd nadat de matrijs is afgeschrikt om de nauwkeurigheid van de matrijs te garanderen. Tijdens het bewerkingsproces wordt door de hoge temperaturen (tot duizenden graden Celsius of zelfs tienduizenden graden Celsius) die ogenblikkelijk door één enkele ontlading worden gegenereerd, het metaal op het oppervlak van de mal snel gesmolten, verdampt en verdampt. Toepassing van koelvloeistof voor snelle afkoeling resulteert vanaf het oppervlak in volgorde: re-solidificatielaag (dikte tot 0,2 mm bij ruw raken, fijn raken tot 0,01 mm of zo), opnieuw geharde verharde laag (de dikte is over het algemeen binnen 0,05 mm, de meest oppervlakkige kant van de oververhitte afschrikorganisatie, bros en zeer gevoelig voor scheuren), op hoge temperatuur temperen verzachte laag en de normale matrixorganisatie. Binnen deze verharde laag, vooral in de re-solidificatielaag ontstaan veel fijne scheurtjes, barsten en zelfs uitbreiden naar de opnieuw verharde laag (vaak de witte laag of metamorfe laag genoemd). De aanwezigheid ervan kan ongelukken veroorzaken zoals vroegtijdig barsten of craqueleren van de mal. (Dit is bijvoorbeeld vaak het geval bij matrijsinserts zoals koppelingshuizen en versnellingsbakhuizen van auto's). Daarom is het noodzakelijk om deze deformatielaag volledig te verwijderen door handmatig slijpen, chemisch slijpen of elektrolytisch slijpen.
B, EDM oppervlakteruwheid en vermoeidheid sterkte van de relatie tussen de elektrische ontlading bewerking van de elektrische meter parameters, elektrode materialen, in vergelijking met de bewerking, de vermoeidheid sterkte is veel lager. De ruwe klap, in de impulsbreedte van 1050μ s wanneer zijn moeheidssterkte over 60% voor het machinaal bewerken is.
C. Beschermende maatregelen
Ongeacht de diepte van de witte laag van ontlading verwerking, voor de slechte werkomstandigheden van spuitgieten mallen, moet deze witte laag worden geëlimineerd (slijpen); aanpassen van de ontlading procesparameters, bij voorkeur grof en fijn tweefase ontlading verwerking zo veel mogelijk te gebruiken met een hoge frequentie, klein-stroom proces parameters, controle van de witte laag van 0,01 mm of zo; ontlading verwerking, in aanvulling op schuren om de witte laag te verwijderen, maar moet ook onmiddellijk worden uitgevoerd voor een voldoende lange periode van tijd voor de secundaire De tempereertemperatuur is meestal hoger dan de uiteindelijke tempereertemperatuur. De hardingstemperatuur is gewoonlijk lager dan de definitieve hardingstemperatuur van 20 ~ 30 ℃ of 30 ~ 50 ℃, om de trekspanning op het oppervlak volledig te elimineren, de hardingsstabiliteit van de opnieuw geharde laag te verbeteren, broosheid te verminderen.
In het algemeen zullen de gebreken van snijden, slijpen en elektrische ontlading bewerking op het oppervlak van de mal verminderen de kwaliteit van het oppervlak van de mal waardoor spanningsconcentratie. Voor de spuitgietmatrijs in hoge temperatuur en hoge druk werkende voorwaarde, dragen de rol van afwisselende thermische spanning en afwisselende mechanische spanning, is de matrijsoppervlakte gemakkelijk om het barsten en het barsten en corrosie te veroorzaken, de vorm vroege mislukking maken. (Natuurlijk zijn er ook beïnvloed door staalkwaliteit, ontwerp, warmtebehandeling, gebruik, onderhoud en vele andere factoren). Al deze verdienen grote aandacht van schimmel ontwerp ingenieurs, technische vakmensen, productie operators en kwaliteitscontroleurs. Stel redelijke eisen aan de kwaliteit van het schimmeloppervlak, probeer scherpe hoeken en een kleine boogovergang en duidelijke messporen te vermijden, controleer de parameters van de elektrische ontladingsmachine, elimineer de witte glanslaag, enz. Om de ruwheidsacceptatienorm van snijden, elektrische ontladingsbewerking en klemmalen te ontwikkelen, en het inspectiesysteem voor elk proces strikt toe te passen. Dit voorkomt vroegtijdig falen van de matrijs door onjuiste verwerking en verbetert de levensduur van de matrijs.
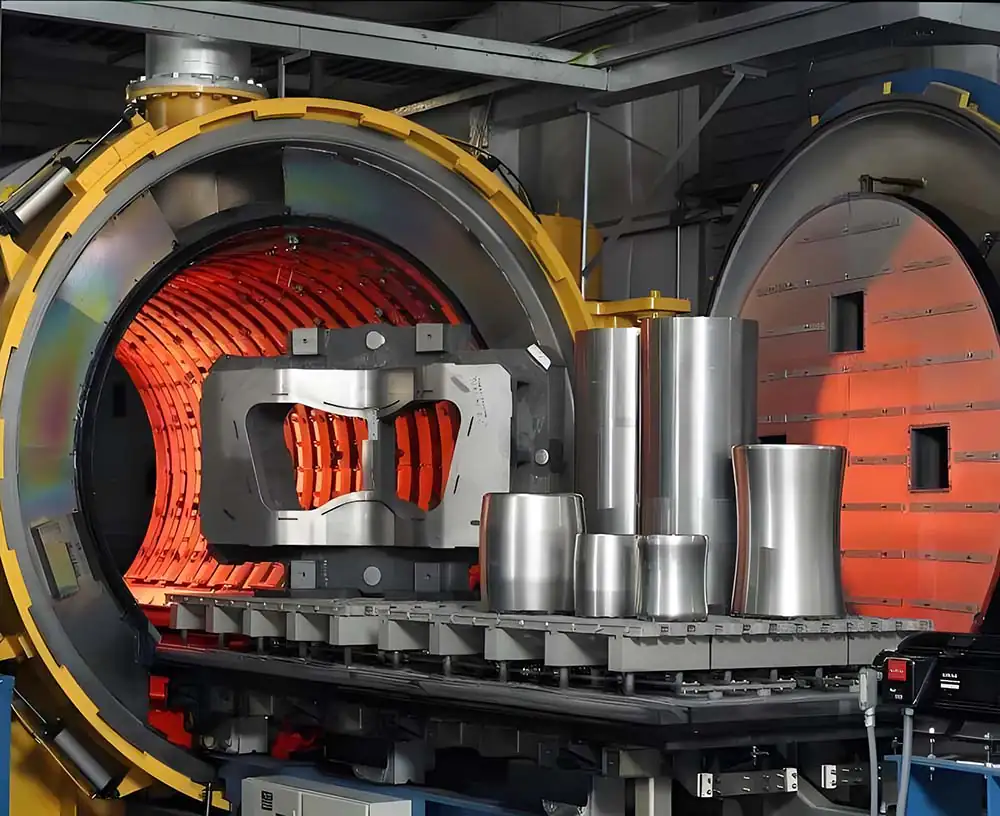
Voorzorgsmaatregelen voor warmtebehandeling van spuitgietmatrijzen:
Warmtebehandeling voor sterven gieten mal levensduur invloed is groot, volgens de relevante informatie, als gevolg van onjuiste warmtebehandeling, veroorzaakt door sterven gieten mal vroege mislukking goed voor de hele sterven gieten mal ongeval van 44% of zo. Het doven van staal de veroorzaakte spanning, in feite, is het het koelen proces van thermische spanning en faseverandering wanneer de organisatorische spanningssuperpositie van resultaten, staal doven in de staat van de hoge spanning lage hardheid, met hoge hardheid en sterkte, brosser, in feite, kan niet worden gebruikt. En dovende spanning is de oorzaak van misvorming het barsten, en leidt tot de vermindering van de effecttaaiheid van de moeheidssterkte. Om deze reden moet staal na het doven worden getemperd om spanning te verwijderen. Stabiliseer de organisatie en verbeter de taaiheid.
1, Spanningsontlasting gloeien behandeling vóór schimmel doven
Als gevolg van de mal bewerking tot een grote inwendige spanning te produceren, om de warmtebehandeling te voorkomen met de generatie van inwendige spanning iteratie, waardoor vervorming en scheuren van de mal, is het noodzakelijk dat de mal in de bewerking, afschrikken voor een de-stressing gloeiende behandeling. Gloeitemperatuur 600 ~ 650 ℃, isolatietijd in overeenstemming met de dikte van elke 25 mm, isolatie 1 uur berekening, isolatie met de oven afkoelen tot 300 ℃ (ook koud tot 500 ℃) uit de lucht gekoeld.
2, de ontwikkeling van een redelijke warmtebehandeling proces
A. Het afschrikproces keurt meerfasige voorverwarming en strikte controle van de temperatuurstijgsnelheid goed 1.2343/44 Type staal behoort tot medium koolstof hoog gelegeerd staal, en de thermische geleidbaarheid is slechter dan die van laag gelegeerd staal. Daarom zou het doven het verwarmen in meerdere fasen (2 tot 3 stadia) moeten goedkeuren, voor 300°C, 650°C en 850°C voorverwarming, om de temperaturen van het hart van het werkstuk en de oppervlakte in evenwicht te brengen, om de thermische spanningen te verminderen die uit het temperatuurverschil voortvloeien. Tegelijkertijd moet de verwarmingssnelheid worden uitgevoerd langzaam verwarmingsprincipe (100 tot 200 ℃ / h), om de thermische stress gegenereerd tijdens het verwarmingsproces te verminderen. In de verwarmingsfase bij hoge temperatuur kan een hogere verwarmingssnelheid (10 ~ 15 ℃ / h) worden gebruikt om de verwarmingstijd bij hoge temperatuur te verkorten om korrelverruwing te voorkomen;
B. Oververhitting van werkstukken voorkomen
Als de temperatuur van de verwarmingsfase hoger is dan de normale afschriktemperatuur (met inbegrip van defecte instrumenten of plaatsing van het werkstuk in de buurt van het verwarmingselement, enz. veroorzaakt door), met de toename van de afschriktemperatuur, de verlenging van de wachttijd, worden de korrels over het algemeen grover, de organisatie van de brosheid toeneemt, de toename van de resterende austeniet, de transformatie van bolvormige carbiden in veelhoekige carbiden, en er is een mesh-achtig weefsel verschijnt, de mal is gemakkelijk te kraken in het gebruik van het proces;
C. Selectie van afschrikverwarmings- en koelmedium
De wereld van vandaag voor grote en complexe precisie matrijzen en meer gebruik van vacuüm of beschermende atmosfeer warmtebehandeling om de mal oppervlakoxidatie ontkoling te voorkomen, in het bijzonder vacuüm hoge druk luchtgekoeld afschrikproces wordt veel gebruikt. Echter, moet worden opgemerkt dat de lucht koelsnelheid niet te laag zijn, dat vereist de stikstof druk grootte voldoende is, meestal vereist het werkstuk van de afschriktemperatuur (1020 ~ 1050 ℃) koud tot 538 ℃ in het proces van het oppervlak koelsnelheid van groter dan of gelijk aan 28 ℃ / min, is er ook een vereiste voor het werkstuk koelsnelheid van groter dan of gelijk aan het hart van 28 ℃ / min. Als het temperatuurbereik, de afkoelsnelheid te traag is, zal het doven van de microstructuur carbiden of andere transformatieproducten neergeslagen langs de korrelgrenzen, waardoor de taaiheid van staal, toenemende brosheid, voortijdig kraken in het proces van gebruik. Naast de voorwaarden, voor bijzonder complexe grote spuitgieten mallen kunnen worden gebruikt gesorteerde isothermische afschrikken, kan effectief verminderen de mal vervorming en scheurvorming te voorkomen.
D. Temperen
Temperen op tijd na afschrikken. Werkstuk doven na afkoeling tot 90 ~ 70 ℃ moet onmiddellijk worden getemperd, omdat het werkstuk na het doven is in hoge stress, lage plasticiteit staat, gemakkelijk te barsten veroorzaken; Temperen voldoende zijn. Grote complexe spuitgietmatrijs na het doven, meestal drie keer temperen, elke temperen tijd volgens de effectieve dikte van het werkstuk elke 25mm isolatie 1 uur berekening, maar niet minder dan 4 uur. Het doel is om de organisatorische transformatie stress te verminderen en de grootte te stabiliseren.
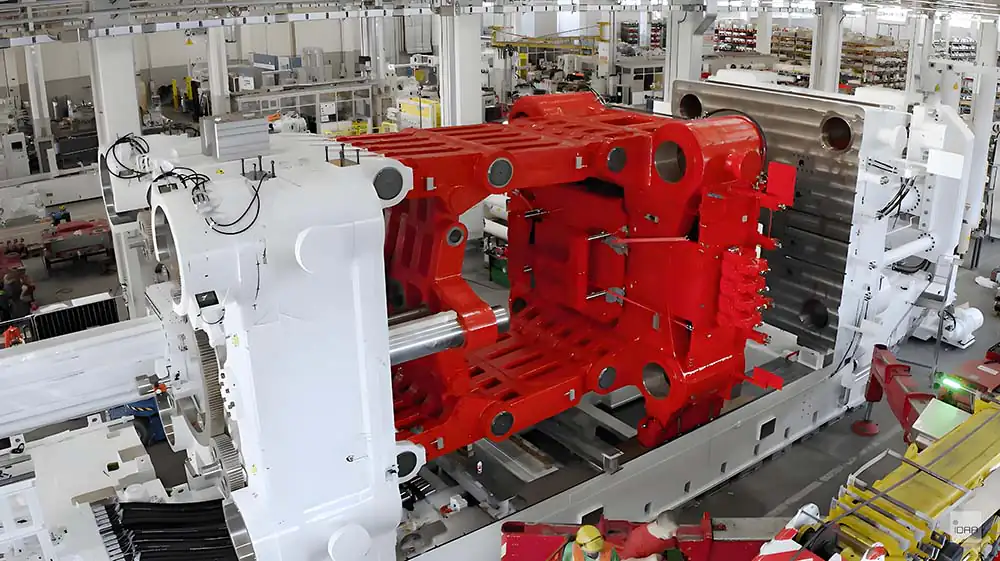
Productie en onderhoud van spuitgietmatrijzen
1, Goed voorverwarmen van matrijs
Vormassemblage na proef of normale productie, moet de vorm voorverwarmen en de vormtemperatuur moet uniform zijn. Aluminium-magnesiumlegering spuitgietmatrijs voorverwarmingstemperatuur wordt aanbevolen in 250 ~ 320 ℃, het beste gebruik van schimmel temperatuur machine voorverwarmen; mal voorverwarmen tot 300 ℃, de slagvastheid te verbeteren zeer snel, maar wanneer de mal temperatuur lager is dan 200 ℃, de slagvastheid van het materiaal wordt verminderd veel broosheid verhogen; na een goede voorverwarming van de mal, de thermische geleidbaarheid hoger is dan de mal niet goed voorverwarmen van de mal is dicht bij 20%; mal gieten temperatuur en de mal oppervlaktetemperatuur (voorverwarmingstemperatuur) hoe groter het verschil, hoe groter de thermische spanning, hoe groter de kans op thermische vermoeidheid en scheurvorming. Japan spuitgieten vereniging redactionele informatie, schimmel temperatuur van 250 ℃ tot 350 ℃, dat wil zeggen, gieten temperatuur en schimmel oppervlaktetemperatuur verschil verminderen 100 ℃, dan is de mal leven kan worden verbeterd bijna 10 keer.
2、 Het juiste gietproces ontwikkelen
De giettemperatuur moet redelijk zijn, niet te hoog. Anders is de giettemperatuur te hoog, hoewel de vloeibaarheid beter is, maar de condensatietijd van het gieten is lang, gemakkelijk om krimpgaten, luchtgaten te produceren, gemakkelijk om de hardheid van het oppervlak van de mal te verminderen, er is een kleverige mal, produceren scheuren. Pas de klemkracht van de spuitgietmachine aan zodat de matrijskracht uniform is. Selecteer (of pas) de juiste vulsnelheid en vullingsdruk. Te hoge vulsnelheid (uitwerpsnelheid) verhoogt het holteoppervlak door erosie en klevende vormschade kans, te lage vulsnelheid, hoewel bevorderlijk voor de gasafvoer, maar maakt de mechanische eigenschappen van het gietstuk afnemen en de oppervlaktekwaliteit is slecht. Op dezelfde manier zal de verhoging van de vuldruk ook de vulsnelheid van de spuitmond verhogen. Kortom, een gematigde waarde instellen.
3, Schakel het koelwater uit tijdens de productie
Wanneer u het gieten van de matrijs onderbreekt, moet u eraan denken het koelwater uit te schakelen om de temperatuur van de matrijs niet te veel te laten dalen, zodat wanneer u het gieten hervat, de kwaliteit van de gietstukken en de levensduur van de matrijs worden beïnvloed.
4, selectie van geschikt lossingsmiddel en juiste spuitmethode
Het matrijzenafgietsel dat in de oppervlakte van de het contactholte van de metaaloplossing moet worden bespoten, zijn belangrijkste rol is de adhesie van de metaalvloeistof in de holteoppervlakte te vermijden en ervoor te zorgen dat het afgietsel en de muurscheiding, het leven van de vorm verlengen. Mould release agent heeft water, olie, in de afgelopen jaren ook ontwikkeld poeder en korrelige mal release agent. Eisen: het lossingsmiddel mag geen nadelig effect hebben op de oppervlaktekwaliteit van het gietstuk, er mag geen rooklucht ontstaan en het mag geen residu achterlaten. De concentratie van het lossingsmiddel moet geschikt zijn, vaak roerend, laat het nooit neerslaan, anders zal de vormholte uiterst koud zijn die door thermische moeheid wordt veroorzaakt barstend. Het bespuiten van bedrag zou minder moeten zijn, zou het bespuiten eenvormig moeten zijn, zou de vorming van de film dun moeten zijn. Te dik spuiten veroorzaakt loszittende gietstukken, slakken, blaasvorming, poreusheid en andere defecten. Als het bespuitende effect van op water gebaseerde vorm bevrijdende agent niet goed is, zou u op olie-gebaseerde vorm bevrijdende agent of op poeder-gebaseerde vorm bevrijdende agent moeten kiezen. Het moet echter onder vacuüm worden gebruikt. Het afgietsel is snel, heeft een hoge productiviteit, een goede kwaliteit en de matrijs produceert minder thermische spanning, wat bevorderlijk is voor het verlengen van de levensduur van de matrijs.
5. Zorg ervoor dat de kwaliteit van de gegoten aluminiumlegering de samenstelling van de aluminiumlegering garandeert;
Aluminiumlegering smelten en holding tank moet worden gescheiden. Centraal smelten moet strikt de inhoud van gassen zoals oxiden, absoluut voorkomen dat het schroot en terug naar de oven materiaal direct toegevoegd aan de holding oven, anders zal het verontreinigen de metalen oplossing, niet alleen ernstig verminderen van de kwaliteit van de gietstukken, maar ook zal gemakkelijk te veroorzaken plakken en corrosie van de mal. Aluminiumlegering oplossing Fe inhoud moet worden gecontroleerd tussen 0,7 ~ 1,3%, als minder dan 0,7% is gemakkelijk te veroorzaken het fenomeen van kleven aan de mal, indien groter dan 1,3% zal een metalen verbinding hard punt vormen, wat resulteert in erosie.
6、 Zorg voor een goed onderhoudssysteem voor de matrijs, zodat deze in goede staat blijft:
A, tijdige reiniging en reiniging van de mal, verwijder holte resten en flying edge; B, vervanging of reparatie van beschadigde onderdelen; C, regelmatige stress relieving behandeling van de mal: de eerste stress relieving behandeling voor de eerste ingebruikname van de mal te gebruiken ongeveer 2000 ~ 5000 mallen; de tweede stress relieving behandeling voor het gebruik van 10.000 ~ 20.000 mallen, de rest van het interval tussen elke stress relieving behandeling, hetzelfde als het bovenstaande, kan het maximum niet meer dan 15.000 mallen. D. Nadat de mal is gebruikt voor een periode van tijd, zal de hardheid van het oppervlak van de mal worden verminderd en het fenomeen van plakkende mallen zal verschijnen, moet het oppervlak van de mal worden geslepen glad, en een nitreren behandeling moet worden uitgevoerd met een dikte van nitreren laag van 0,08-0,12 mm, of nitreren + oxidatie samengestelde behandeling, die effectief zal verbeteren van de levensduur van de mal.























