
7 critères essentiels pour évaluer les fournisseurs de pièces moulées en aluminium certifiés IATF 16949 en Chine
Auteur :H.K.X Publié le :2026-04-24 Catégorie :Le blog Vues :2635
Résumé :
Vous recherchez des fournisseurs chinois de pièces moulées sous pression en aluminium qui répondent aux normes de l'industrie automobile ? Cet article fournit une analyse approfondie de l'impact pratique de la certification IATF 16949 sur la qualité des pièces moulées en aluminium et propose une liste de contrôle pratique pour les audits d'usine. Découvrez comment des fabricants de qualité tels que Ningbo Huxin garantissent la stabilité du rendement et des livraisons des projets d'approvisionnement transfrontaliers grâce à un contrôle strict des processus.
Catalogue d'articles[Caché]
- Certification IATF 16949 des valeurs fondamentales des fabricants chinois de pièces moulées sous pression en aluminium
- Exigences spécifiques de la norme IATF 16949 pour l'industrie du moulage sous pression de l'aluminium
- Points de contrôle pour les processus spéciaux dans le moulage sous pression de l'aluminium
- Portrait des compétences typiques des fabricants de pièces moulées sous pression en aluminium certifiés IATF 16949 en Chine
- Comment vérifier l'authenticité et la validité du certificat IATF 16949 d'un fournisseur ?
- Dimensions d'évaluation clés pour la sélection des fournisseurs de pièces moulées sous pression en aluminium en Chine
- Détails de l'atelier sur lesquels se concentrer lors des audits sur place
- Structure des coûts du moulage sous pression d'aluminium certifié IATF 16949 et logique d'établissement des devis
Environ 62% des entreprises certifiées IATF 16949 dans le monde sont situées en Chine (source : Bulletin officiel 2023 de l'IATF), mais moins de 8% d'entre elles sont spécialisées dans le moulage sous pression de l'aluminium, ce qui signifie que la présélection des fournisseurs de moulage d'aluminium certifiés IATF 16949 en Chine est bien plus compliquée que la simple photocopie d'un certificat ! --Ce dont vous avez besoin, c'est d'une usine capable de passer le niveau 3 du PPAP, de contrôler des processus spécifiques et de livrer régulièrement à des clients de niveau 1. Sur la base de plus de 40 audits sur le terrain, cet article présente les 7 dimensions d'évaluation fondamentales qui déterminent réellement si un fournisseur peut traiter des commandes de qualité automobile.
Certification IATF 16949 des valeurs fondamentales des fabricants chinois de pièces moulées sous pression en aluminium
L'IATF 16949 est le "ticket d'entrée" de la chaîne d'approvisionnement automobile mondiale.Il s'agit d'une norme de système de gestion de la qualité spécifique à l'industrie automobile, basée sur la norme ISO 9001 et développée par IATF Global Oversight, qui remplace l'ancienne norme ISO/TS 16949. Pour les fournisseurs chinois de pièces moulées en aluminium certifiés IATF 16949, cela signifie qu'ils doivent répondre aux exigences obligatoires des équipementiers automobiles de niveau 1 dans les cinq outils fondamentaux que sont l'APQP (planification avancée de la qualité des produits), le PPAP (procédure d'approbation des pièces de production), la MSA (analyse des systèmes de mesure) et la FMEA (analyse des modes de défaillance). Pour les fournisseurs chinois de pièces moulées en aluminium qui ont obtenu la certification IATF 16949, cela signifie qu'ils doivent répondre aux exigences obligatoires des équipementiers automobiles de niveau 1 dans les cinq outils fondamentaux que sont l'APQP (planification avancée de la qualité des produits), le PPAP (procédure d'approbation des pièces produites), la MSA (analyse du système de mesure), le SPC (contrôle statistique des processus) et la FMEA (analyse des modes de défaillance).
Lorsque j'ai audité six usines de moulage sous pression d'aluminium dans l'est de la Chine pour un client européen de niveau 1 spécialisé dans les boîtes de vitesses en 2023, j'ai constaté que les usines disposant de certificats IATF 16949 valides avaient un PPM (parties par million défectueuses) moyen inférieur à 350, alors que les usines certifiées ISO 9001 avaient généralement un PPM compris entre 1 200 et 2 500, soit une différence de près d'un facteur de 1,5 à 1,5. -La différence est de près de 7 fois.
Les implications pratiques pour les acheteurs sont triples :
- traçabilitéChaque pièce moulée sous pression en aluminium peut être retracée avec le numéro du four, le numéro de la matrice, l'opérateur et les données SPC pendant un minimum de 15 ans.
- Stabilité du processusLa caractéristique clé CPK ≥ 1,67 est un seuil obligatoire et non une "valeur recommandée"."
- Transfert du risque de sinistre: L'approvisionnement auprès de fabricants chinois certifiés IATF 16949 pour les pièces moulées en aluminium permet de réduire considérablement le risque de litiges liés aux rapports 8D et de retenues de paiement de la part des constructeurs automobiles.
Exigences spécifiques de la norme IATF 16949 pour l'industrie du moulage sous pression de l'aluminium
La réponse est simple :L'IATF 16949 dans l'ISO 9001, basée sur l'ajout de plus de 100 exigences spécifiques à l'industrie automobile, le cœur de l'atterrissage obligatoire "cinq outils" - APQP, PPAP, FMEA, SPC, MSA. Le moulage sous pression de l'aluminium, ce qui signifie que de l'examen DFM du moule à la production de masse de la surveillance SPC, chaque lien devrait être une trace de données. Chaque lien doit avoir des traces de données. Pour une usine de moulage d'aluminium véritablement certifiée IATF 16949 en Chine, le dossier de documentation PPAP est généralement épais de 200 à 400 pages, couvrant 18 éléments de soumission standard.
J'ai audité une usine de moulage sous pression d'aluminium de Ningbo en 2023, qui disposait d'un certificat ISO 9001 complet, mais le PPAP n'a soumis qu'un rapport d'échantillon de niveau 2 et manquait de données provenant de l'étude de capabilité du processus initial avec un Cpk ≥ 1,67 - la ligne de partage des eaux entre l'IATF 16949 et l'ISO 9001.
Cinq outils pour les points d'atterrissage sur le site de moulage sous pression de l'aluminium
- APQP (Planification avancée de la qualité des produits)Les projets de moulage sous pression de l'aluminium prennent généralement 18 à 24 semaines entre le développement du moule T0 et l'approbation PPAP, et l'APQP exige un examen en 5 étapes, comprenant une analyse DFM du flux du moule, une simulation du canal de refroidissement et une prédiction du risque de rétrécissement.
- PPAP (processus d'approbation des pièces de production)Les équipementiers automobiles exigent principalement des soumissions de niveau 3, y compris le rapport de mesures dimensionnelles complètes (DFMR), l'analyse spectrale des matériaux (écart de composition chimique ADC12 ≤ ±0,3%) et l'évaluation de la porosité interne par rayons X (dans le cadre du niveau 2 de l'ASTM E505).
- AMDE (Analyse des modes de défaillance)Les modes de défaillance typiques dans le moulage sous pression de l'aluminium comprennent la ségrégation à froid, le retrait et le relâchement, les arêtes volantes coincées dans la matrice, et des mesures d'amélioration doivent être formulées pour les valeurs de l'IPR supérieures à 100.
- SPC (Maîtrise statistique des processus)Les caractéristiques critiques telles que la vitesse d'injection, la température du moule et le temps de maintien doivent être collectées en temps réel, avec un Cpk ≥ 1,33 comme critère de base et un Cpk ≥ 1,67 pour les pièces de sécurité.
- MSA (Analyse des systèmes de mesure)La CMM GR&R doit être ≤10%, les pieds à coulisse, les jauges à bouchon et autres jauges doivent être étalonnés tous les 6 mois et conservés avec une traçabilité à l'égard de la CMM GR&R. Laboratoire accrédité par la CNAS du certificat d'étalonnage.
Un rappel pratique : de nombreuses usines chinoises de moulage sous pression d'aluminium traitent l'AMDE comme un document "à faire à la maison" et l'écrivent sur place pendant les audits. Une véritable usine mettra à jour l'AMDE/AMDE dans les 48 heures après chaque changement de processus ou réclamation d'un client - il s'agit d'un détail essentiel pour identifier l'authenticité de la certification.
Points de contrôle pour les processus spéciaux dans le moulage sous pression de l'aluminium
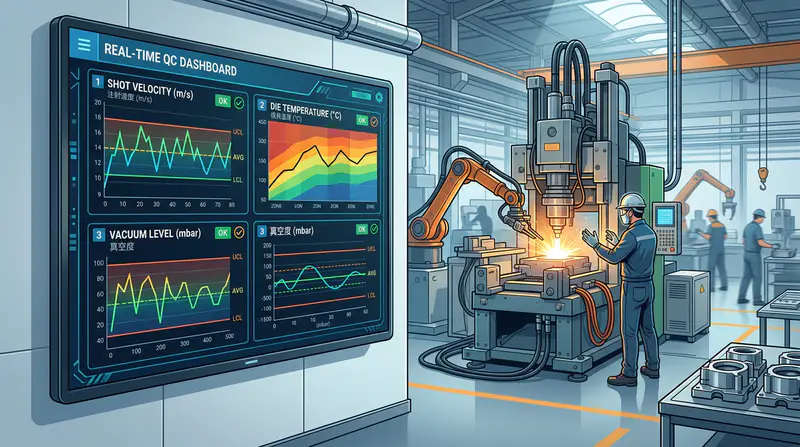
réponse directeLe moulage sous pression de l'aluminium est explicitement classé comme un "processus spécial" dans la norme IATF 16949, ce qui signifie que la qualité du produit fini ne peut pas être entièrement vérifiée par une inspection ultérieure et que les paramètres du processus doivent être contrôlés en temps réel et documentés dans le document 100%. Les cinq points de contrôle clés sont la température de la matière fondue, la vitesse d'injection, la température du moule, la pulvérisation de l'agent de démoulage, le vide - toute dérive de l'un de ces points peut entraîner une porosité, une ségrégation à froid ou des irrégularités dimensionnelles.
Lorsque j'ai audité un fournisseur chinois de pièces moulées en aluminium certifié IATF 16949 dans le sud de la Chine en 2023, j'ai constaté que la porosité de son lot de boîtiers de boîte de vitesses ADC12 atteignait 4,71 TP3T (la limite supérieure acceptable dans l'industrie est généralement de 1,51 TP3T) en raison d'une dérive de la vitesse diamétrale du tir sous presse de 3,2 m/s à 3,8 m/s, sans déclencher d'alarme. Après avoir rectifié la situation, ils ont amélioré le CPK de 1,12 à 1,67 et le taux de rebut est retombé à 0,81 TP3T.
- température de fusionSolution d'aluminium ADC12/A380 contrôlée à 660-690°C, analyse de la composition spectrale toutes les 2 heures.
- température du mouleLes moules en mouvement : différence de température entre les moules en mouvement et les moules fixes ≤ 30°C, contrôle en boucle fermée par le thermostat du moule plutôt que par l'expérience.
- videLe moulage sous pression sous vide poussé nécessite ≤50 mbar, les applications structurelles recommandent ≤30 mbar.
- agent de démoulageLes produits de l'agriculture biologique sont les suivants : taux de dilution strictement égal à 1:80-1:150, trajectoires du robot de pulvérisation incorporées dans l'AMDEP.
Les paramètres doivent faire l'objet d'un suivi de tendance au moyen de cartes de contrôle, comme indiqué dans le manuel SPC de l'AIAG, plutôt que de simples déterminations des limites supérieures et inférieures.
Portrait des compétences typiques des fabricants de pièces moulées sous pression en aluminium certifiés IATF 16949 en Chine
réponse directeLes fabricants chinois de pièces moulées en aluminium certifiées IATF 16949 sont généralement équipés de 10 à 30 ensembles de machines de moulage sous pression à chambre froide 160T-3000T, avec une capacité de production annuelle de 3 000 à 15 000 tonnes, se concentrant principalement sur les deux marques principales ADC12 et A380, et plus de 20 ensembles de centres d'usinage CNC à trois/quatre axes, avec une structure de clientèle de niveau 2 représentant 60-70%, de niveau 1 représentant 20-30%, et une fourniture directe aux OEM d'environ 5-10%. La structure de la clientèle est la suivante : 60-70% pour le niveau 2, 20-30% pour le niveau 1 et 5-10% pour l'approvisionnement direct des OEM.
Configuration de l'équipement et du tonnage
Les principaux fabricants d'îlots de coulée sous pression à force (L.K.), UBE (UBE), Bühler (Bühler) principalement. 160T-400T couvrent les coques de capteurs, les connecteurs ; 500T-1250T est la section principale, font le support de boîte de vitesses, le couvercle d'extrémité du moteur ; 1650T-3000T correspond à la nouvelle énergie trois coques électriques, le plateau de batterie. Un signal empirique : s'il y a des équipements de 800T et de 2500T en même temps dans l'atelier, cela signifie que le fabricant a la capacité de réaliser la double ligne "petites pièces de haute précision + grandes pièces structurelles".
Matériaux et transformation secondaire
- Classes conventionnelles: ADC12 (Day Standard, correspondant à aluminium (système Al-Si-Cu), A380 (American Standard) ont représenté plus de 80% des expéditions.
- Catégories haut de gammeAlSi10Mg, Silafont-36, Castasil-37 pour les pièces moulées sous pression intégrées sans traitement thermique
- traitement de surfaceAnodisation, grenaillage, Dacromet, revêtement par poudre, la plupart des fabricants disposent de 3 à 5 lignes, l'imprégnation est généralement sous-traitée.
Jugement sur la structure de la clientèle
J'ai effectué un audit l'année dernière à Ningbo, un fabricant certifié depuis 9 ans a trouvé une loi : la véritable usine de moulage sous pression d'aluminium IATF 16949 mature, l'armoire à dossiers PPAP au moins 20-30 dans les documents de niveau 3 du projet de production, les clients couverts au moins Bosch, Valeo, Magna l'un d'entre eux. Si l'autre partie ne peut présenter qu'une liste de clients de niveau 3, le contenu en or de la certification ne sera pas pris en compte. La base de données de certification de l'IATF Global Oversight, accessible au public, permet d'effectuer des vérifications croisées.

Comment vérifier l'authenticité et la validité du certificat IATF 16949 d'un fournisseur ?
réponse directeLa première étape pour obtenir une copie scannée du certificat consiste à vérifier son statut dans la base de données officielle de l'IATF Global Oversight. Saisissez le numéro du certificat et, en trois secondes, confirmez l'authenticité, la validité, la portée de la certification et la qualification de l'organisme de certification. Si l'un de ces éléments ne correspond pas, le certificat peut être considéré comme faux ou caduc.
En pratique, je recommande de suivre quatre étapes :
- Vérifier le numéro de certificat IATFLe véritable certificat doit comporter un numéro IATF de 7 à 8 chiffres, indépendant de l'ISO 9001 et pouvant être trouvé dans la base de données officielle. L'année dernière, lorsque nous avons contrôlé une usine de moulage sous pression dans la province de Jiangsu, le "certificat IATF" fourni par l'autre partie ne peut être trouvé que dans les enregistrements ISO 9001 - en fait, il s'agit d'une certification dépendante.
- Vérification des qualifications de l'organisme de certification (OC)Il doit s'agir d'un organisme de certification reconnu par l'IATF, tel que TÜV SÜD, BSI, DNV, SGS, DEKRA. Certains petits organismes de certification en Chine ne figurent pas sur la liste blanche de l'IATF et les certificats délivrés ne sont pas reconnus par les équipementiers.
- Révision de la clause de champ d'application: Le champ d'application de la certification doit explicitement inclure les " pièces moulées en aluminium " ou le " procédé de moulage sous haute pression d'alliages d'aluminium ". Se contenter d'indiquer " fabrication de pièces métalliques " constitue une formulation ambiguë qui sera directement rejetée lors de l'audit d'usine par le client OEM.
- Vérification des dossiers de suspension/révocationLe champ "Statut" de la base de données qui indique "Suspendu" ou "Retiré" signifie que l'OC a constaté une non-conformité majeure lors de l'audit de surveillance le plus récent.
Il existe trois techniques de contrefaçon courantes : la modification par le PS du numéro de certificat pour brouiller les pistes lors de la vérification initiale, l'utilisation de certificats de sociétés associées pour se faire passer pour l'organe principal de la production, l'utilisation de copies scannées à haute définition alors que le certificat a expiré. Un véritable fournisseur chinois de fonte d'aluminium certifié IATF 16949 ne verra pas d'inconvénient à ce que vous ouvriez le site web officiel pour le vérifier en personne - l'hésitation est problématique à 80 %.

Dimensions d'évaluation clés pour la sélection des fournisseurs de pièces moulées sous pression en aluminium en Chine
réponse directeLe certificat n'est qu'un seuil, ce qui ouvre vraiment la voie, c'est la maturité du fonctionnement du système. Il est suggéré d'évaluer sept dimensions : l'expérience en matière de soumission PPAP, la gestion des plaintes des clients, le taux de réussite des audits bipartites, la capacité de développement des moules, la traçabilité des matières premières, la capacité de déclaration IMDS et l'intégrité des données SPC. Chaque élément est pondéré de 1 à 5 points, et le score total inférieur à 25 points est directement éliminé.
J'ai passé au crible 11 fournisseurs chinois de pièces moulées en aluminium certifiées IATF 16949 pour une entreprise européenne de niveau 1 en 2023, et seuls 2 ont été présélectionnés - la principale raison de l'élimination n'était pas la certification, mais le fait que les pièces moulées en aluminium étaient certifiées IATF 16949.Compétences pratiques PPAP. J'ai demandé un échantillon de PPAP de niveau 3 et trois fournisseurs n'ont même pas pu produire un rapport de capacité de processus pour Cpk 1,67, et deux ont confondu le rapport d'inspection CMM avec le rapport sur le premier article.
Concentrez-vous sur ces indicateurs difficiles à mesurer :
- Réponse aux réclamations des clientsRapport 8D : Exigence d'un rapport 8D dans les 24 heures pour les mesures de confinement et dans les 72 heures pour l'analyse des causes profondes.
- Traçabilité des matières premièresLes lingots ADC12 sont soumis à une chaîne de traçabilité en quatre étapes : numéro du four → numéro de la poche de fusion → numéro du tir → numéro de série de la pièce.
- Déclaration IMDS: Capacité à soumettre de manière autonome les données relatives aux substances sur la plateforme officielle IMDS, conformément à la directive européenne ELV 2000/53/CE
- Registre des audits de seconde partieles deux dernières années : score d'audit VDA 6.3 de ≥ 85 points de BMW, Volkswagen ou Bosch
La capacité de développement des moules est souvent négligée. Le nombre moyen de réparations de moules entre T0 et T1 chez les fabricants matures est ≤3 fois, tandis que celui des fabricants de qualité inférieure atteint souvent 7-8 fois, ce qui affecte directement le nœud SOP de 3-4 semaines.
Détails de l'atelier sur lesquels se concentrer lors des audits sur place
réponse directeLes certificats et les documents peuvent être emballés, mais les détails de l'atelier ne mentent pas. Lors de l'audit sur site, l'accent est mis sur six traces de mise en œuvre "impossibles à cacher" : les registres du four, la première pièce de la zone d'inspection, l'isolement des produits non conformes, le système de numérotation des moules, les étiquettes d'étalonnage des instruments de mesure, les instructions d'exploitation sur l'état de service. J'ai audité l'usine, l'un ou l'autre de ces éléments a fait défaut aux fournisseurs, la production de masse PPM a dépassé la probabilité de 70% ou plus.
J'aimerais partager avec vous une étude de cas. Début 2024, j'ai audité un fournisseur chinois de pièces moulées en aluminium à Suzhou qui prétendait être certifié IATF 16949. Le certificat était disponible dans la base de données IATF Global Oversight, mais je l'ai rejeté dès que je suis entré dans l'atelier - il n'y avait qu'une feuille de papier A4 collée au mur dans la zone défectueuse, et le cadre rouge contenait un mélange de pièces en attente d'inspection et de rebuts. Le cadre rouge est composé de pièces à inspecter et de pièces de rebut.
- Enregistrements de fourChaque température de fusion du four, le temps de dégazage, la quantité d'agent de raffinage injectée doivent être écrits à la main ou collectés automatiquement, l'échantillonnage des 30 derniers jours doit être ≥ 98%.
- Zone d'inspection du premier article (FAI)Poste séparé, avec CMM ou outil d'inspection spécial, le premier ordre de lancement doit être apposé sur la machine.
- Séparation des produits non conformesL'ensemble de trois éléments - cadre en matériau rouge, barrière physique et liste d'élimination des produits non conformes - est indispensable !
- Système de numérotation des moulesChaque ensemble de moules est répertorié pour indiquer le nombre, le nombre cumulé de moules et le numéro de la prochaine maintenance (généralement 8 000 à 10 000 moules par maintenance).
- Étiquetage d'étalonnage des instruments de mesure5 pieds à coulisse choisis au hasard, dont la date d'étalonnage se situe dans la période de validité et dont la traçabilité est assurée par le laboratoire de la CNAS.
- Instructions opérationnelles (SOP)les modèles de production actuels : affichés au-dessus du poste de travail, avec des nuanciers, cohérents avec les modèles de production actuels - et non une version universelle
Un dernier conseil : faites le tour de l'atelier pendant votre pause déjeuner. Le véritable système est une solide usine de moulage d'aluminium sous pression certifiée IATF 16949, des registres de changement d'équipe, un état des 5S dans l'atelier non supervisé - ce n'est pas de la frime.
Structure des coûts du moulage sous pression d'aluminium certifié IATF 16949 et logique d'établissement des devis
Réponse directe : IATF 16949 certified aluminium castings Le prix unitaire des fournisseurs chinois est généralement 8%-15% plus élevé que celui des fournisseurs non certifiés, ce qui n'est pas un bénéfice mais un coût rigide de fonctionnement du système. Comprenez ce compte pour juger si l'offre est raisonnable.
Le coût de la conformité à la certification est réparti sur cinq calibres principaux :
- Amortissement du matériel d'essaiLe coût d'un coordonnateur Zeiss est compris entre 800 000 et 1,2 million de dollars, celui d'un spectromètre à lecture directe entre 400 000 et 600 000 dollars et celui d'un détecteur de défauts à rayons X entre 700 000 et 1,5 million de dollars, amortis sur cinq ans à raison d'environ 0,3 à 0,8 dollar par kilogramme de coulée.
- Main-d'œuvre opérationnelle du systèmeLe coût annuel de la main-d'œuvre est de 800 à 1,2 million de dollars, ce qui représente environ 0,8%-1,2% des recettes.
- Frais de maintien de l'accréditationAudit de surveillance annuel + recertification triennale pour un coût de 60 000 à 150 000 dollars, plus l'évaluation du traitement thermique de l'ACQ-9 pour un coût d'environ 30 000 dollars par an.
- Échantillon PPAPNiveau 3 : la soumission complète d'un projet unique coûte entre 15 et 30 000 dollars, avec un rapport dimensionnel complet, la certification des matériaux et l'analyse MSA.
- Les apports de l'amélioration continueLe budget annuel du projet d'amélioration est généralement de 1%-2% des recettes, conformément à la clause 10.3 de l'IATF.
L'année dernière, lorsque j'ai aidé un client de niveau 2 à décomposer les coûts, j'ai constaté qu'un fabricant certifié de Chine du Sud proposait 18,50 dollars par pièce pour le moulage sous pression de l'ADC12, et qu'un fabricant non certifié proposait 15,80 dollars, soit une différence de 14,6% - décomposez-la, dont 9% sont les coûts de conformité susmentionnés, et 5,6% sont la véritable prime de la marque. réelle de la marque. Ce ratio est conforme aux références industrielles publiées par l'IATF Global Oversight. Les usines certifiées dont la prime est inférieure à 8% doivent se méfier des fuites systémiques, tandis que celles dont la prime est supérieure à 20% disposent d'une importante marge de négociation.























