تصنيع قوالب الصب بالقالب
يتم تصنيع قالب الصب بالقالب من خلال عملية التصنيع الدقيق والمعالجة الحرارية، ويمكن لقالب الصلب عالي الأداء أن يتحمل الضغط العالي وتأثير السائل المعدني عالي السرعة ونظام الاستخراج والتبريد المعقد المتكامل لقالب العمل الساخن.
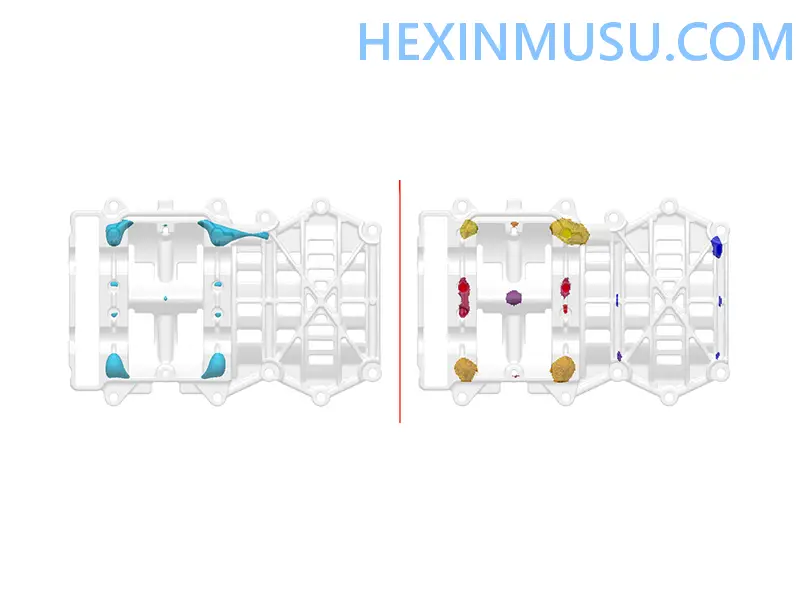
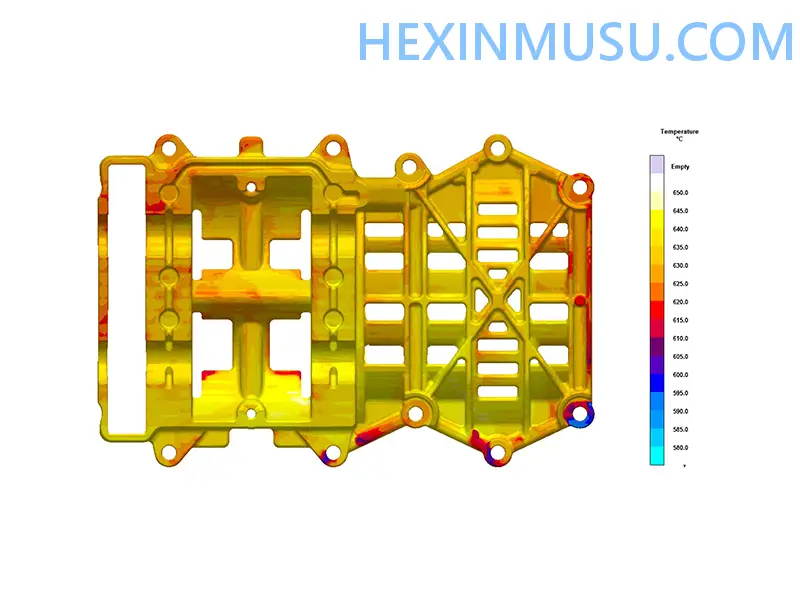
أرسل استفسار الآنالصب بالقالب بالضغط العالي، والصب بالجاذبية والصب بالضغط المنخفض، وتصنيع قوالب الضغط بالضغط هو في الأساس عملية تصميم أدوات التجويف المعدني عالية الدقة لعمليات الصب المختلفة وفقًا لديناميكية وطريقة ملء السائل المعدني للتجويف. من بينها.صب القوالب ذات الضغط العاليتخضع القوالب لضغوط حقن عالية للغاية وسرعات تعبئة عالية، وعادةً ما تكون مصنوعة من فولاذ القالب عالي القوة للعمل على الساخن مع قاذف دقيق، وأنظمة استخراج القلب وأنظمة تبريد مصممة لحماية الحياة وتبديد الحرارة في ظل ملء أجزاء من الثانية;صب الجاذبيةيعتمد القالب على التعبئة الذاتية للمعدن السائل، مع هيكل مبسط نسبيًا، مع التركيز على تصميم معقول للعادم والتصلب المتسلسل، واختيار أوسع للمواد;الصب بالضغط المنخفضتتكامل القوالب بشكل وثيق مع نظام صب محكم الإغلاق ومعزول، حيث يتم ملء قطعة العمل بسلاسة من الأسفل إلى الأعلى تحت غاز منخفض الضغط، ويركز تصميم القالب بشكل خاص على التصلب الرأسي الاتجاهي وقنوات الانكماش. على الرغم من اختلاف مصادر الطاقة، فإن جميع أنواع القوالب الثلاثة مصممة لتحقيق دقة عالية في أبعاد التجويف، وزوايا تحرير ممتازة ومعالجات طلاء ممتازة لضمان أن تكون المسبوكات معبأة بكثافة ومحددة بوضوح تحت الضغط أو الضغط المنخفض أو بدون ضغط على الإطلاق.
1- التصميم والمراجعةتصميم جرافيك ثلاثي الأبعاد/ثنائي الأبعاد
2 - المواد والتخشينتخشين قلوب القوالب
3 - التشطيب والتشغيل الآلي المتخصصالطحن الدقيق بعد المعالجة الحرارية
4 - التجميع والتشغيلقالب القالب المناسب للقالب
5- القبول والتسليمفحص الأبعاد، وصيانة ما قبل التسليم