
Çin Alüminyum Döküm Tedarikçisi Satın Alma Rehberi (Kalite Değerlendirme ve Çukurdan Kaçınma Kontrol Listesi ile)
Yayınlanma Tarihi:2026-05-27 Kategori:kamu bi̇lgi̇lendi̇rmesi̇ Görüntülenme:1970
Özet:
Güvenilir bir basınçlı döküm dökümhanesi mi arıyorsunuz? Çin'deki alüminyum döküm tedarikçileri için bu ayrıntılı kaynak bulma kılavuzu, yeterlilik denetimi, süreç değerlendirmesinden maliyetlendirmeye kadar tüm sürecin derinlemesine bir açıklamasını sunar. Ningbo Hexin, yılların üretim deneyimiyle birleştiğinde, yaygın dökümhane tuzaklarından kaçınmanıza ve gerçek hassas işleme ve sıkı kalite kontrol ile kaliteli kaynak fabrikalarını hızlı bir şekilde taramanıza yardımcı olacaktır. Pratik bir tedarikçi değerlendirme kontrol listesi için şimdi okuyun.
Makale kataloğu[Gizli]
- Çin'de Alüminyum Döküm Tedarikçisi Temini için Temel Karar Çerçevesi
- Çin Alüminyum Döküm Sanayi Panoraması ve Sanayi Küme Dağılımı
- Ana Akım Alüminyum Döküm Proseslerinin Karşılaştırılması ve Seçim Kılavuzu
- Alçak basınçlı döküm ve kokil döküm arasındaki mühendislik farkları
- Çin'de entegre kalıp döküm teknolojisi iniş durumu
- Alüminyum alaşım sınıfı seçimi ve malzeme özelliklerinin eşleştirilmesi
- Nitelikli Tedarikçiler için Yeterlilik ve Saha Denetimi Kontrol Listesi
- Eritmeden bitmiş ürünlere kadar tüm süreç için kalite kontrol sistemi
- Şirket içi CNC işleme kabiliyetlerinin tedarik maliyetleri ve teslim süreleri üzerindeki etkisi
- Çin'in alüminyum döküm tedarikçilerinin gerçek maliyet yapısı ortaya çıktı
Çin, küresel alüminyum döküm kapasitesinin yaklaşık 55%'sini oluşturmaktadır (Statista Alüminyum Endüstrisi Raporuna göre), ancak bu tedarik zincirindeki fabrikaların 20%'den daha azı gerçekten tutarlı bir şekilde Cpk≥1.33 sağlayabilir. 70% için riskli tedarikçileri teklif istemeden önce filtrelemenize yardımcı olabilecek bu Çin Alüminyum Döküm Tedarikçisi Kaynak Bulma Kılavuzu, süreç seçiminden yeterlilik denetimine ve maliyet sökümüne kadar tüm karar verme yolunu sıralamıştır. Bu alüminyum döküm tedarikçisi kaynak bulma kılavuzu, teklif istemeden önce 70% riskli tedarikçilerini elemenize yardımcı olur ve size uygulayabileceğiniz fabrika denetim kontrol listesini ve kalite kırmızı çizgisini verir.
Çin'de Alüminyum Döküm Tedarikçisi Temini için Temel Karar Çerçevesi
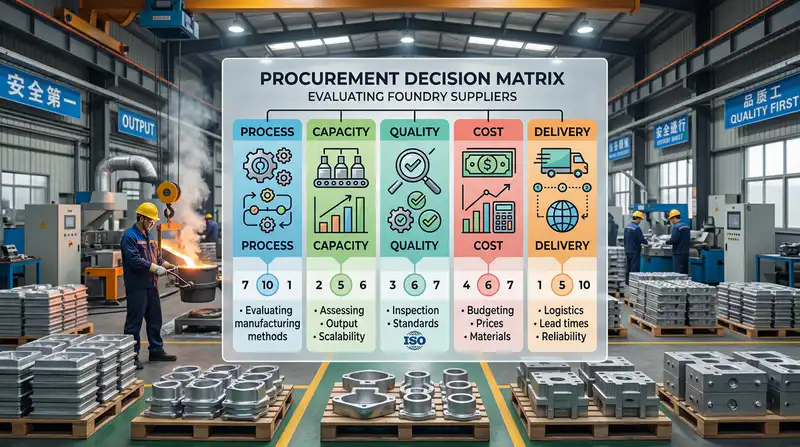
Bir cümlelik sonuç:Çinli alüminyum döküm tedarikçilerinin satın alınması, sadece teklife bakamaz, aynı zamanda "süreç eşleştirme derecesi - kapasite ölçeği - kalite sistemi - maliyet yapısı - teslimat kapasitesi" beş boyutlu modeli kullanmak için puanlama, 70 puandan daha az herhangi bir boyut ortadan kaldırılmalıdır. Bu Çin alüminyum döküm tedarikçisi tedarik kılavuzunun ana fikri şudur: yanlış süreci seçmek, yanlış fabrikayı seçmekten daha ölümcüldür ve yanlış fabrikayı seçmek, tüm projenin daha fazla 20%-35% gizli maliyet ödemesine neden olacaktır.
Neden küresel tedarikçiler hâlâ gözlerini Çin’e dikmiş durumda? Cevap, "ucuz" gibi basit bir neden değil. Statista tarafından yayınlanan küresel ham alüminyum üretim verilerine göre, Çin’in 2023 yılındaki ham alüminyum üretimi yaklaşık 4.100 milyon ton olup, bu rakam küresel üretimin %’sinden fazlasını oluşturuyor. Bu, hammaddeden kalıp çeliğine, işleme takımlarından ısıl işlem fırınlarına kadar tüm endüstri zincirinin yurt içinde kapalı bir döngü içinde tamamlandığı anlamına geliyor — teslimat süreleri Güneydoğu Asya’ya göre 4–6 hafta, Meksika’ya göre ise 8 haftadan fazla daha kısa.
Beş boyutlu karar verme çerçevesi: her boyut için nicel eşikler
| boyut (matematik.) | Çekirdek Sınav Puanları | uygunluk eşiği |
|---|---|---|
| Süreç eşleştirme | Düşük basınç/yerçekimi/yüksek basınç/kum/kalıp hizalama ya da değil | Bu sürecin yıllık çıktı değeri toplam fabrika çıktı değerinin ≥ 40%'si kadardır. |
| Üretim kapasitesi ölçeği | Eritme fırını tonajı, kalıp döküm makinesi tonajı, yıllık parça sayısı | Kalabalık siparişleri önlemek için 30% tampon bırakmak için aylık üretim kapasitesi |
| kali̇te si̇stemi̇ | iso 9001 / iatf 16949 / as9100 | Sertifikasyon geçerliliği + son 3 yıldaki gözetim ve denetim kayıtları |
| mali̇yet yapisi | Yüzde olarak malzeme, enerji, işçilik, kalıp amortismanı | Malzeme yüzdesi 55%-65% sağlıklı aralıktır |
| Teslim Edilebilirlik | OTD zamanında teslimat oranı, takım yerelleştirme, gümrükleme deneyimi | Son 12 ay içinde OTD ≥ 92% |
Geçen yıl, Doğu Çin'deki bir otomotiv yapısal bileşen projesi için tedarikçi incelemesi yapmak üzere bir ekibe liderlik ettim ve 6 aday fabrika yukarıdaki beş boyuta göre puanlandıktan sonra, sıralama ilk teklif sıralamasının tamamen tersiydi - en düşük OTD teklifine sahip olan sadece 78% idi, bu da sonuçta T1 müşterisinde bir PPAP uzatmasını tetikledi ve yaklaşık 42.000 ABD doları tutarında tek bir kayıp yaşandı. Bu olay bize demir bir kural koymamızı sağladı:OTD'si 90%'nin altında olan tesisler, ucuz olsalar bile, nihai aday havuzuna girmezler。
Satın alma öncesinde kilitlenmesi gereken 6 gereksinimin bir listesi
RFQ'yu göndermeden önce, alıcının aşağıdaki 6 maddeyi mühendislik ve kalite departmanları tarafından onay için imzalanacak bir sayfalık A4 "Gereksinimleri Dondurma Belgesi "ne yazması önerilir. Aksi takdirde, sonradan yapılacak değişiklikler maliyeti kontrolden çıkaracaktır.
- Alüminyum alaşım kaliteleri ve standartları: örneğin A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), sadece "alüminyum alaşımı" yazmayın.
- Kritik Boyutsal Toleranslar ve GD&T: CT sınıflarını tanımlayın (ISO 8062), genellikle kum için CT9-CT11, basınçlı döküm için CT6-CT7.
- Mekanik özellikler için minimum gerekliliklerIsıl işlem durumu (F / T5 / T6 / T7) ile çekme dayanımı, akma dayanımı ve uzama.
- Dahili kusur seviyesi: ASTM E155 uyarınca X-Ray derecelendirmesi için hangi düzeyde gözeneklilik/büzülme kabul edilebilir? Güvenlik parçaları tipik olarak ≤ Seviye 2'dir.
- Yüzey işleme ve boyama gereksinimleriEloksal, toz boya, elektroforez veya sadece kumlama? Tuz püskürtme testi süresi (480h / 720h) ölçülecektir.
- Yıllık talep ve dalgalanma aralığı: EAU (Tahmini Yıllık Kullanım) ± 20%, kalıp ömrü ve üretim hattı planlamasının eşleştirilmesini kolaylaştırmak için tedarikçiye iletilir.
Genellikle gözden kaçan bir ayrıntı: kalıbın mülkiyeti ve ömür taahhüdü. Çinli tedarikçiler genellikle "100.000 kalıp ömrü" teklif ederler, ancak yıllık talebiniz 150.000 parça ve ürün döngüsü 5 yıl ise, sözleşmeye "kalıbın ömrü dolduktan sonra tedarikçiden bir ücretsiz onarım veya orantılı bir geri ödeme" eklemelisiniz, aksi takdirde bir sonraki yıl kalıp onarımı için bir fatura alırsınız.
Çin Alüminyum Döküm Sanayi Panoraması ve Sanayi Küme Dağılımı
Doğrudan sonuçlarÇin'in 2023 yılındaki toplam alüminyum döküm üretimi yaklaşık 10,5 milyon ton olacak ve küresel üretimin 42%'sinden fazlasını oluşturacaktır (veri kaynağı: Foundry-Planet Global Foundry Industry Report). Bununla birlikte, gerçek değerli tedarik kapasitesi dört ana endüstri kümesinde yoğunlaşmıştır: Yangtze Nehri Deltası hassas düşük basınç ve yerçekimi dökümünde iyidir, Pearl Nehri Deltası tüketici elektroniği basınçlı dökümüne odaklanır, Bohai Rim otomotiv OEM ağır hizmet parçalarına hizmet eder ve batı motosiklet ve yeni enerji aracı entegrasyonu basınçlı döküm ile hızla yükselmektedir. Yanlış kümenin seçilmesi durumunda tedarik döngüsü ortalama 15-25 gün uzayacak, tek bir parçanın maliyeti 8%-12%'ye kadar çıkacaktır.
Sektör büyüklüğü ve ihracat verileri: "büyük'ten daha fazlası
Çin Dökümcüler Birliği'ne (CFA) göre, Çin'in alüminyum alaşımlı döküm ihracatı bir önceki yıla göre 6,3% artışla yaklaşık 17,8 milyar ABD Doları değerindedir. Bununla birlikte, ihracat yapısı önemli ölçüde farklılaşmaktadır - geleneksel kum döküm parçaları ihracatı 4% azalırken, yeni enerji araçlarıyla ilgili yüksek basınçlı döküm parçaları ( HPDC) ihracat büyümesi 22%'nin üzerinde gerçekleşti.
Bu ne anlama geliyor? Yeni enerji üç güç sistemi kabukları, pil tepsileri, entegre gövde yapısı parçaları satın alıyorsanız, tedarikçinin pazarlık gücü hızla artıyor; aksine, genel mekanik braket sınıfı kum döküm bir alıcı pazarıdır, pazarlık alanı hala en az 10%'dir.
Dört endüstri kümesinin farklılaşan avantajları
Ekibimiz son üç yılda tüm ana kümeleri kapsayan 40'tan fazla alüminyum dökümhanesini yerinde ziyaret etti. Aşağıda gerçek proje verilerine dayanan bir küme portresi yer almaktadır:
| endüstri̇yel küme | temsi̇lci̇ şehi̇r | Zanaatkârlığın Güçlü Yönleri | Tipik aşağı akış | Bireysel teklif seviyesi | Minimum Sipariş Miktarı (MOQ) |
|---|---|---|---|---|---|
| Yangtze Nehri Deltası | Ningbo, Suzhou, Taizhou | Alçak basınçlı döküm, gravite döküm, hassas döküm | Otomotiv parçaları, tıbbi ekipman, endüstriyel vanalar | Orta-yüksek (kıyaslama +5%) | 500-1000 adet |
| İnci Nehri Deltası | Foshan, Dongguan, Zhongshan | Yüksek basınçlı döküm, ince duvarlı parçalar, yüzey işleme | Tüketici elektroniği, LED soğutma, ev aletleri | Orta (başlangıç düzeyi) | 2000 parçadan itibaren |
| Bohai Ekonomik Çemberi (Pekin, Tianjin, Hebei, Liaoning ve Shandong'u içeren ekonomik bölge) | Tianjin, Qingdao, Tangshan | Büyük kum döküm, ağır hizmet tipi gravite döküm | Ticari araçlar, inşaat makineleri, rüzgar enerjisi | Orta-düşük (Baseline-3%) | 200 parça |
| batı kısmı | Chongqing, Chengdu, Xi'an | Motosiklet kalıp dökümü, entegre kalıp dökümü | İki tekerlekli araçlar, yeni enerji araçları, havacılık | Düşük (taban çizgisi - 8%) | 1000 adet |
Küme seçimi için gerçek dünya karar mantığı
Geçen yıl bir Alman endüstriyel pompa müşterisine tedarik zinciri geçişi konusunda yardımcı oldum - başlangıçta Foshan'da tedarikçi bulmakta ısrar ettiler çünkü "Pearl River Delta'sının en düşük fiyata sahip olduğunu" duymuşlardı. Test ettikten sonra bu teklifi reddettim: Pearl River Delta tüketici elektroniği dökümünde 1,5-3 mm et kalınlığında iyiyken, onlar alüminyum parçalar yerine 8 mm et kalınlığında, 8 kg pirinç kum döküm pompa gövdesi istiyorlardı. Sonunda Yuyao, Ningbo'ya indik, ilk parça nitelikli oran önceki 62% numunesinden 94%'ye çıktı, yıllık tedarik maliyeti 11%'yi düşürmek yerine.
Temel kural: "Düşük fiyat kümesi" etiketi sizi yanıltmasın. Süreç eşleştirmesi, gerçek toplam sahip olma maliyetinin (TCO) coğrafi fiyat farklılıklarından daha iyi bir belirleyicisidir.
Bu Çin alüminyum döküm tedarikçisi kaynak bulma kılavuzunun altında yatan mantık defalarca vurgulanmıştır - ürün tipi → süreç → küme, bu sıra tersine çevrilemez. Spesifik yargı yolu:
- Otomotiv yapısal parçaları, şasi parçalarıÖncelik Yangtze Nehri Deltası (Ningbo alçak basınçlı döküm kümesi) veya Bohai Rim (Tianjin, Changchun otomotiv destek çemberi)
- Elektronik ısı alıcıları, 5G ekipman muhafazaları: Doğrudan İnci Nehri Deltasını (Dongguan Changan, Foshan Nanhai) hedefleyen
- Büyük mekanik parçalar, rüzgar türbini göbekleri: Bohai Rim (Qingdao, Tangshan) kum döküm tesisleri en uygun maliyetli olanlardır.
- Yeni Enerji Entegre Basınçlı Döküm (6000T+): Chongqing Liangjiang Yeni Bölgesi ve Ningbo Qianwan Yeni Bölgesi şu anda sadece iki olgun üs konumundadır
- Maliyete son derece duyarlı motosiklet/iki tekerlekli elektrikli araç parçaları: Chongqing Jiulongpo ve Jiangjin kümeleri
Küresel alüminyum fiyatlarındaki dalgalanmanın küme tekliflerini etkileme mekanizması ile ilgili olarak, Londra Metal Borsası'nın LME alüminyum fiyat trendine eş zamanlı olarak dikkat edilmesi tavsiye edilmektedir - Çinli dökümhaneler için teklif ayarlama döngüsü genellikle LME'nin yaklaşık 7-10 gün gerisinde kalmaktadır, bu da alıcılara küçük ama pratik bir pazarlık penceresi sunmaktadır.
Ana Akım Alüminyum Döküm Proseslerinin Karşılaştırılması ve Seçim Kılavuzu
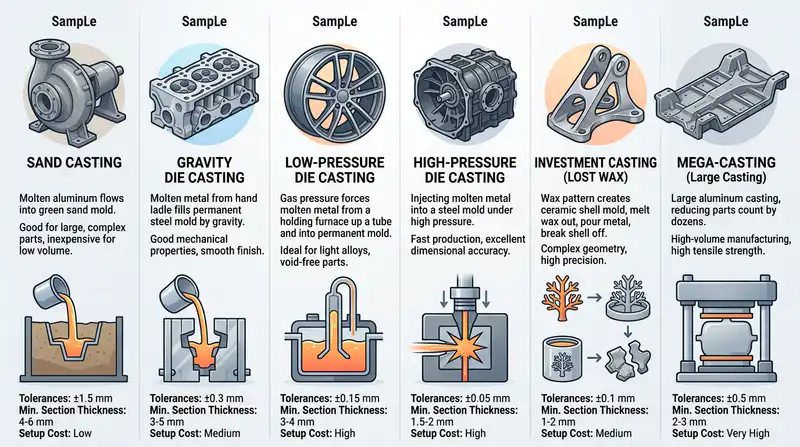
Doğrudan sonuçlarAltı ana alüminyum döküm prosesinin mutlak avantajları veya dezavantajları yoktur, sadece eşleşme dereceleri vardır. Kum döküm, tek parçadan bin parçaya kadar değişen büyük ölçekli parçalar için uygundur; yerçekimi ve düşük basınçlı döküm, orta hacimli yapısal parçaların temel dayanağıdır; yüksek basınçlı döküm, milyon sınıfı tüketici ürünlerine ve gövde parçalarına hükmeder; hassas döküm, karmaşık ince duvarlı yüksek hassasiyette uzmanlaşmıştır; ve entegre döküm (Mega Döküm) yalnızca yıllık üretim kapasitesi 100.000 adetten fazla olan yeni enerji araç işletmeleri için uygundur. Yanlış sürecin seçilmesi, tek bir parçanın maliyetini 2-3 katına çıkarabilir ve bu da Çin'in alüminyum döküm tedarikçisi kaynak bulma kılavuzundaki en hafife alınan bağlantıdır.
Altı temel süreç parametresinin karşılaştırma matrisi
| sanat ve zanaat | Boyutsal doğruluk (CT) | Yüzey pürüzlülüğü Ra | Minimum duvar kalınlığı | Ekonomik hacim (adet/yıl) | Tipik birim maliyet endeksi | Kalıp girişi |
|---|---|---|---|---|---|---|
| kum döküm | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1.0 (başlangıç düzeyi) | ¥5k-50k |
| Kokil döküm (metal tipi) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k-200k |
| düşük basınçlı döküm | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | ¥80k-400k |
| Yüksek Basınçlı Döküm | CT6-CT8 | 1,6-3,2 μm | 1.0 mm | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| hassas döküm | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Entegre Basınçlı Döküm | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (ölçek büyütmeden sonra) | ¥80M-150M |
Not: Maliyet endeksi aynı ağırlıktaki kum parçaları 1.0'a dayanmaktadır ve veriler Foundry-Planet endüstri istatistiklerinden ve Yangtze Nehri Deltası ve Pearl Nehri Deltası'ndaki 17 fabrika için yaptığımız saha fiyat tekliflerinin ortalamasından alınmıştır.
Üç gerçek hayat senaryosu için süreç eşleştirme mantığı
Senaryo 1: Yeni enerji aracı motorlu konut, yıllık 80.000 adet talep.Geçen yıl Avrupalı bir Tier 1 için bir seçim incelemesi yaptığımda, ilk çözüm yerçekimi dökümüydü ve birim maliyeti 178 Yen idi. Düşük basınçlı döküme geçtikten sonra, gözeneklilik oranı 1,2%'den 0,3%'ye ve X-ışını reddetme oranı 7%'den 1,8%'ye düşürüldü ve takım yatırımı ek 260.000 Yen olmasına rağmen, kalıpların maliyeti 8 ayda kendini amorti etti. Kararın temeli basittir:Eşit olmayan duvar kalınlığı + hava geçirmezlik gereksinimleri + yılda 50.000'den fazla parçaDüşük basınç neredeyse tek çözümdür.
Senaryo 2: Endüstriyel pompa gövdesi, yıllık ihtiyaç 600 adet, 45 kg ağırlığında.Bu tür parçalar, satışların etkisiyle bir döküm kalıbı açmaya ikna edilirlerse, kalıp maliyetleri açısından tüm proje bütçesini tüketebilir. Doğru seçimReçine kum döküm + T6 ısıl işlemKalıp ¥18,000, tek parça ¥620, teslim süresi 2 hafta. Bu parti segmentinde kum dökümün yeri doldurulamaz.
Senaryo 3: İç boşluk içeren karmaşık yapıya sahip tıbbi cihaz stenti, yıllık 3.000 adet talep.Hassas döküm ilk tercihtir - parça başına maliyet basınçlı dökümün 2,5 katı olmasına rağmen, 70%"nin müteakip CNC sürecini ortadan kaldırır. Yirmi yıldır kayıp mum döküm yapan bir atölye müdürü bana "Müşteriler döküm birim fiyatına bakıyor, ben ise iki farklı şey olan kapsamlı işleme maliyeti hesaplamasına bakıyorum" dedi."
Bir model seçerken adım atılması en kolay üç çukur
- Hava geçirmez parçalar için basınçlı dökümGeleneksel yüksek basınçlı döküm, ciddi hava merdaneleri nedeniyle T6'ya kadar ısıl işleme tabi tutulamaz, bu nedenle dişli kutusu muhafazaları gibi basınca dayanıklı parçalar belirtilmelidir.vakumlu döküm或Boş süreçYurt içinde, istikrarlı vakumlu kalıp döküm kapasitesine sahip 200'den az fabrika bulunmaktadır.
- Kalıptan çıkarma eğiminin ve ayırma yüzeyinin ihmal edilmesi: Kum kalıplı parçalarda kötü tasarlanmış ayırma yüzeyleri, sürtünme temizleme adam-saatlerinde 3-5 kat artışa yol açabilir ve bu da doğrudan pazarlık fiyat avantajınızı tüketir.
- Süreç bazında değil, çizimler bazında fiyat teklifi talebiAynı çizim bir kum döküm tesisine ve bir basınçlı döküm tesisine gönderilir ve teklifler arasındaki fark 300% kadar olabilir, ancak verim ve işleme maliyetleri tamamen farklıdır. Olgun satın alma, teklif istemeden önce süreci kilitleyecektir.
Bir sonraki bölüm, mühendislik söz konusu olduğunda, çoğu tedarik teklifinde göz ardı edilen ancak bir projeyi yapabilecek veya bozabilecek teknik ayrıntılar olan düşük basınçlı döküm ile kokil döküm arasındaki altı temel farkı daha da ayrıştıracaktır.
Alçak basınçlı döküm ve kokil döküm arasındaki mühendislik farkları
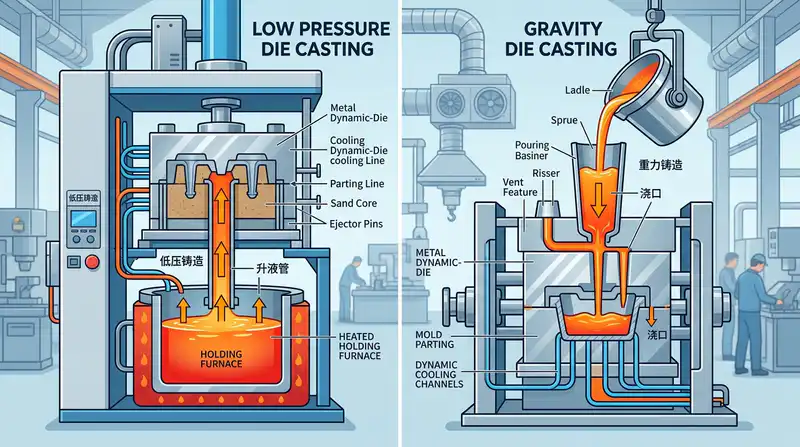
Doğrudan sonuçlarDüşük basınçlı döküm (LPDC) ve gravite döküm (GDC) "kalıp + sıvı alüminyum" metal tipi prosese ait gibi görünmektedir, ancak gözeneklilik, mekanik özellikler ve birim maliyet açısından büyük farklılıklar vardır. Düşük basınçlı döküm döküm yoğunluğu 99.2% veya daha fazladır, uzama genellikle 8%-12%'dir, yeni enerji aracı motor kabuğunun, akü tepsisinin titreşim ve sızdırmazlık basıncını taşımak için uygundur; düşük basınçlı düşük 15%-25%'den parça başına yerçekimi döküm maliyeti, ancak gözeneklilik genellikle 1%-3%, geleneksel motor silindir kapağı için daha uygun, olgun doğrulama gibi dişli kutusu kabukları, uzama gereksinimleri 4%-7% parçalar olabilir. Bu Çin Alüminyum Döküm Tedarikçisi Kaynak Bulma Kılavuzu, bu iki işlemden birini yanlış seçerseniz, hurda oranının 2%'den 12%'ye yükselebileceğini hatırlatır.
Beş boyutlu varyans karşılaştırma tablosu
| boyut (matematik.) | Düşük basınçlı döküm LPDC | Yerçekimli döküm GDC |
|---|---|---|
| Kalıp Yapısı | Kapalı tip, alt kaldırma borusu + basınç koruma kanalı, yüksek kalıp maliyeti 30%-50% | Açık tip, üstten veya yandan enjeksiyon kapısı, basit kalıp yapısı |
| Şarj yöntemi | 0,02-0,06 MPa kuru hava basıncı, türbülans olmadan pürüzsüz dolum. | Yerçekimine bağlı serbest düşüş, kontrolsüz dolum hızı |
| gözeneklilik | <0,8%, T6 koşuluna kadar ısıl işlem uygulanabilir | 1%-3%, kolay kabarma için ısıl işlem görmüş |
| Çekme mukavemeti (A356-T6) | 280-310 MPa, uzama 8%-12% | 240-270 MPa, uzama 4%-7% |
| Birim maliyet (aynı parça tipi) | Benchmark 100 | 75–85 |
Motor gövdeleri neden neredeyse her zaman düşük voltajdan yapılır?
Yeni enerji aracı motor gövdesi, dahili soğutma yağı kanalında 1,5 MPa'dan fazla sızdırmazlık basıncına dayanmak zorundadır ve çapı 0,3 mm'den fazla olan mikro gözenekler helyum sızıntı testinde niteliksiz olarak değerlendirilecektir. Düşük basınçlı döküm, alüminyum sıvısını tutma fırınının altından kalıp boşluğuna "kaldırmak" için bir sıvı kaldırma borusuna dayanır ve sıvı seviyesi 30-80 mm / s'lik doğru bir şekilde kontrol edilen bir hızda kaldırılabilir, bu da yerçekimi dökümünde yaygın olan ikincil oksit filminin dahil olmasını önler. Geçen yıl, ölçülen motor kabuğu projesini doğrulamak için bir Suzhou Tier 1'e yardımcı oldum: aynı ADC12 yedek malzeme seti, yerçekimi işlemi helyum kontrol geçiş oranı sadece 71%, düşük basınca geçin ve soğutma su yolunun tabanını artırın, geçiş oranı 96.4%'ye yükseldi, tek bir parça yaklaşık 38 yuan yeniden işleme maliyeti tasarrufu sağladı.
Geleneksel motor bileşenleri neden hala yerçekimini kullanıyor?
Yakıt motoru silindir kapağının tasarım ömrü ve malzeme özellikleri 1990'larda dondurulmuştur ve kum çekirdekli gravite döküm ile oluşturulan karmaşık su ceketi 30 yıl içinde çok sayıda DVP tarafından doğrulanmıştır ve fabrika ayarlama deneyim eğrisi çok olgunlaşmıştır. Düşük basınca geçiş sadece kalıpların yeniden geliştirilmesini gerektirmez (Çin'de motor kabukları için bir dizi düşük basınçlı kalıp 800.000-1,4 milyon RMB olarak belirtilmektedir, bu da gravite kalıplarından 400.000 yuan daha pahalıdır), aynı zamanda PPAP ve tezgah testlerinin yeniden yapılmasını ve en az 9 aylık bir revizyon döngüsünü gerektirir. Yıllık üretimi zaten düşme eğiliminde olan yakıt platformu için bu yatırım getirisi uygun maliyetli değildir.
Satın alma tarafında pratik tavsiyeler
- Bekletme süresi parametresine bakınDüşük basınçlı döküm tutma basıncı eğrisi (yükselen sıvı-doldurma-artırma-tutma basıncı) sürecin özüdür, tedarikçinin PLC veri aktarımı sağlaması, orta ve büyük dökümlerin 90 saniyeden daha kısa tutma basıncı süresinin uyanık büzülme olması gerekir.
- Asansör borularının ömrünün kontrol edilmesiSeramik kaldırma boruları 8.000-12.000 döngü ömrüne sahipken, ucuz grafit borular sadece 3.000 döngü ömrüne sahiptir ve bu da dökümün tutarlılığı üzerinde doğrudan bir etkiye sahiptir.
- Yerçekimi tesislerinin düşük basınca geçme konusunda dikkatli olması gerekir: Pek çok Çinli küçük ve orta ölçekli fabrika "çift proses" sloganını kullanıyor, ancak alçak basınçlı ekipmanların kullanım oranı 40%’nin altında ve proses istikrarı endişe verici. Kuzey Amerika Döküm Derneği (NADCA) tarafından yayınlanan proses yetkinlik endeksi standartlarına göre, Cpk ≥ 1,33 olması ancak kabul edilebilir sayılır.
- Maliyet karşılaştırmaları için sadece birim fiyatlara bakmayın: Çin ve denizaşırı kapasite arasında gidip geliyorsanız, okumaya Çin ve Hindistan Alüminyum Döküm Maliyet Karşılaştırması Tam AnalizBu da düşük basınçlı kalıp amortismanının toplam maliyet üzerindeki etkisini ayrıştırır.
Proses seçiminin özü, ürünün "mekanik gereksinimleri - parti büyüklüğü - doğrulama olgunluğu" ile proses kapasitesi sınırını eşleştirmektir. Yıllık talebiniz 50.000 parçayı aştığında, uzama gereksinimleri ≥ 8% olduğunda ve hava geçirmezlik testi yapıldığında, düşük basınçlı döküm neredeyse tek ekonomik çözümdür; tersine, kokil döküm hala en uygun maliyetli olanıdır. Tedarikçilerin "her şeyi yapabiliriz" söylemi sizi yanıltmasın - yapabilecekleriniz ile iyi yapabilecekleriniz arasında en az 3 yıllık bir verim eğrisi vardır.
Çin'de entegre kalıp döküm teknolojisi iniş durumu
Doğrudan sonuçlar: 2024 yılı sonu itibariyle Çin, 6.000 tonun üzerinde 90'dan fazla mega basınçlı döküm makinesine sahiptir veya yapım aşamasındadır; bunların yaklaşık 25'i 9.000 ton ve üzerindedir ve bu da onu entegre basınçlı döküm (Mega Döküm) üretim kapasitesi için dünyadaki en yoğun pazar haline getirmektedir. Ancak 90%'den daha küçük ve orta ölçekli alıcılar için, bu teknoloji rotasını takip etmeye gerek yoktur - Mega Döküm ekonomik kırılma noktası yıllık yaklaşık 80.000-100.000 adet çıktıda, bu miktarın altında geleneksel yüksek basınçlı döküm + kaynak programı ile projenin tek bir parça yerine maliyeti daha düşüktür! 15%-25%.
Çin haritasının ultra büyük kalıp döküm makinesi
Bu Mega Döküm silahlanma yarışının yukarı akış çekirdeği, basınçlı döküm makinesi tedarikçileridir.LK TeknolojiKüresel pazarın 6.000 tonun üzerindeki yaklaşık 75%'sini işgal ediyor ve 9.000 tonluk modeli Tesla'nın Şangay fabrikasına, Xiaopeng'in Zhaoqing fabrikasına ve Gaohe'nin Yancheng fabrikasına toplu olarak tedarik edildi;YizumiBunu, BAE ve FAW Casting'in de aralarında bulunduğu alt müşterilerle LEAP 9000T çift plakalı yapısal model izledi. Bühler ve IDRA'nın da Çin'de tek tük projeleri var, ancak teslimat süresi uzun ve fiyat yaklaşık 30% daha yüksek.
En hızlı inişlerden birkaç temsili vaka:
- Tesla Şangay Fabrikası: Model Y arka alt gövde entegre basınçlı döküm, 70'ten fazla parçayı 1-2 parçada birleştirerek gövde ağırlığını yaklaşık 10% ve üretim maliyetlerini yaklaşık 40% azaltır.
- Açelya Hefei F2 Fabrikası: ET5 arka zemin, tek parça ağırlığı yaklaşık 80 kg ve atımı yaklaşık 90 saniye olan 12.000 tonluk bir kalıp döküm makinesinde üretilmiştir.
- Xiaopeng, Ideal, Ceres: Başta Yangtze Nehri Deltası ve İnci Nehri Deltası olmak üzere hepsi 9.000 tonluk seri üretim aşamasına girmiştir.
- Wencan, Guangdong Hongtu, Top GroupÇin'de Tier 1'deki en büyük üç Mega Döküm dökümhanesi şu anda sipariş alıyor.
Mega Dökümün Geleneksel Tedarik Zincirleri Üzerindeki Gerçek Etkisi
Bu teknolojinin yıkıcı niteliği fazlasıyla abartılmıştır. Toplam yatırım 6,000 tonluk bir kalıp döküm adası için yaklaşık 150-300 milyon RMB (gövde, kalıp, fırın, düzeltme presi, X-ray kontrol hattı dahil), tek bir kalıp setinin maliyeti 6-15 milyon RMB ve verim oranı deneme üretim aşamasında 40%'den seri üretimde 85%'ye tırmanıyor ve istikrar genellikle 9 -14 ay. Ekibimiz 2023 yılında yeni bir otomobil şirketine tedarikçi denetimlerinde yardımcı oldu ve 9.000 tonluk bir modelde bir baş Tier1'in Q3 veriminin yalnızca 68% olduğunu ve kalıbın tek bir payının maliyetinin ilk teklifinin neredeyse iki katı olan 220 $ kadar yüksek olduğunu tespit etti.
Bu, şokların esas olarak şu bölgelerde yoğunlaştığı anlamına gelirYeni Enerji Binek Araç Gövde YapılarıPazarın bu tek segmentinin aşağıdaki alanlar üzerinde çok az etkisi vardır ya da hiç yoktur:
| niş pazar | Mega Döküm Etki Seviyesi | gerekçe |
|---|---|---|
| Ticari Araç/İnşaat Makineleri Dökümleri | neredeyse sıfır | Küçük hacim, basit yapı, yerçekimi/kum tipi daha ekonomik |
| Motor gövdesi, akü tepsisi | 低 | Düşük basınçlı döküm, hava geçirmezlik ve uzama açısından hala üstündür |
| Tüketici Elektroniği Yapısal Bileşenleri | 无 | Küçük boyutlar, tamamen geleneksel basınçlı döküm ile kaplanmıştır |
| Yeni enerji gövdeye entegre döşeme | 高 | Baş OEM Tercih Edilen Çözüm |
Küçük ve orta ölçekli alıcılar da aynı şeyi yapmalı mı?
Benim tavsiyem çok açık:Yıllık satın alma hacmi 50.000 adetten az ve birim ağırlığı 15 kg'dan az olan projeler için Mega Döküm gerekli değildir.. Asıl değerlendirilmesi gereken, türetilmiş iki sorudur:
- Isıl işlem gerektirmeyen alaşımlar (örneğin Silafont-36, Mercalloy 368, yerli Ulan AlsiMgMn)Mega Döküm tarafından yönlendirilen bir malzeme devrimi olan teslimat yeteneği, T7 ısıl işlemini atlayarak yaklaşık 8%-12% tasarruf sağlayan normal basınçlı dökümlerle aynı maliyet azaltma değerine sahiptir.
- Vakumlu döküm kabiliyeti--Kaynaklanabilir, ısıl işlem uygulanabilir yapısal parçalar üretmek için 50 mbar'ın altındaki boşluk vakumu eşik değerdir. Birçok orta ölçekli tedarikçi vakum sistemlerine sahip olduğunu iddia etmektedir, ancak ölçülen vakum seviyeleri yalnızca 150 mbar'a kadar çıkmaktadır, bu da üst düzey uygulamaları desteklemek için yetersizdir.

Alüminyum alaşım sınıfı seçimi ve malzeme özelliklerinin eşleştirilmesi
Basit bir sonuç: yanlış alüminyum alaşım kalitesini seçmek, yanlış tesisi seçmekten daha ölümcüldür. Bir A356 dökümünde yanlışlıkla ADC12 kullanılırsa, aynı çalışma koşulları altında yorulma ömrü 60%"den daha fazla düşebilir; T6 durumunda olması gereken yapısal parçalar F durumunda (döküm durumu) teslim edilirken, akma dayanımı doğrudan yarıya inecektir. Bu Çin alüminyum döküm tedarikçisi satın alma kılavuzu, çizimlere sadece üç kelime "alüminyum alaşımı" yazmak yerine, kalite ve proses, ısıl işlem durumunun anlaşılmasına bağlı olmalıdır.
Çince ve yabancı notlar arasındaki yazışmalar ve yaygın yanlış anlamalar
Çin alüminyum dökümhanelerindeki teknisyenler günlük olarak en az dört kalite sistemiyle karşı karşıya kalmaktadır: GB/T 1173 (dökme alüminyum alaşımları), Amerikan Standardı AA (Alüminyum Birliği), Japon Standardı JIS H5302 ve Avrupa Standardı EN 1706 (EN AC-xxxxx). Alıcı sadece Amerikan Standardını verirse, yerel fabrika malzemeyi en yakın GB muadiline göre eritebilir ve kimyasal bileşim bant genişliği tam olarak aynı olmayabilir.
| Ortak Notlar | GB muadili | Eurocorrespondence | Gün Standart Yazışmalar | İŞ ATI |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | Düşük basınç, yerçekimi, kum |
| ADC12 | YL113 (yaklaşık) | EN AC-46000 | ADC12 | Yüksek Basınçlı Döküm |
| AlSi10Mg | ZL104 (yaklaşık) | EN AC-43000 | AC4A | Düşük Basınç, SLM 3D Baskı |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | Dövme/ekstrüde (döküm değil) |
Yüksek frekanslı bir çukur: 6061, zayıf döküm özelliklerine (yüksek termal çatlama eğilimi) sahip deforme olmuş bir alüminyum alaşımıdır, ancak bazı alıcılar hala basınçlı döküm çizimlerini "6061 basınçlı döküm" olarak etiketlemektedir. Doğru yaklaşım ADC12 veya AlSi10Mg'ye geçmektir. Kimyasal bileşimdeki bant genişliği farklılıkları için Alüminyum Birliği tarafından yayınlanan orijinal Teal Sayfalarına (Uluslararası Alaşım Tanımlamaları) bakın.
Dört yüksek frekans sınıfının özellikleri ve tipik uygulamaları
- A356-T6Si 6.5%-7.5%, Mg 0.25%-0.45%.T6 durumu çekme mukavemeti ≥ 290 MPa, akma ≥ 200 MPa, uzama ≥ 6%. Tekerlek göbeklerinde, yeni enerji motor kabuklarında, süspansiyon salıncak kolunda kullanılır. En genişi destekleyen düşük basınçlı döküm.
- ADC12Si 9.6%-12%, Cu 1.5%-3.5% İnce duvarlı (1.2 mm'den itibaren) tüketici elektroniği ve otomotiv yapısal kalıp dökümleri için mükemmel akışkanlık. Uzama sadece 1%-3%'dir, şok veya titreşim yorgunluğu için uygun değildir.
- AlSi10Mg-T6Mg 0.2%-0.45%, T6'dan sonra çekme ≥ 320 MPa. Entegre basınçlı dökümün ana akım ısıl işlemsiz modifiye versiyonları (örneğin Handsome Wingspeed SF36, Lizhong TCast) bundan türetilmiştir.
- ZL114A-T6(Ulusal standart yüksek mukavemetli alüminyum silikon): askeri, havacılık ve uzay yapısal bileşenleri yaygın olarak kullanılır, çekme ≥ 310 MPa, uzama ≥ 5%, fiyat A356'dan yaklaşık 15%-25%'den daha pahalıdır.
Isıl işlem durumu: T5/T6/T7 sonuçta fark nedir
Aynı A356 dökümün üç durumdaki mekanik davranışı büyük ölçüde farklıdır:
- T5(döküm durumu → yapay yaşlandırma): düşük maliyet, küçük deformasyon, orta mukavemet (çekme ≈ 230 MPa), boyutsal kararlılık için yüksek gereksinimleri olan ancak ortalama mukavemet gereksinimleri olan parçalar için uygundur.
- T6(katı çözelti + yapay yaşlandırma): en yüksek mukavemet, ancak katı çözelti su verme deformasyona neden olur, ince duvarlı parçalar kalibrasyon işlemi için ayrılmalıdır.
- T7(yaşlandırma): biraz daha düşük mukavemet (çekme ≈ 260 MPa), ancak en iyi artık gerilme ve boyutsal kararlılık, yüksek sıcaklık koşulları veya uzun süreli hizmet gerektiren motor gövdeleri için uygundur.
Ekibimiz bir keresinde Avrupalı bir Tier 1 için bir akü tepsisi projesi yapmıştı. Orijinal çizim A356-T6 olarak etiketlenmişti, ancak müşteri montajdan sonra 0,8 mm termal deformasyon yaşadı. T7'ye geçtikten sonra deformasyon 0,2 mm'nin altına düşürüldü ve nihai verim 78%'den 96%'ye yükseldi. Bu deneyimin özü, ısıl işlem durumunun sadece yorum kutusundaki bir satır değil, montajın başarısını veya başarısızlığını doğrudan belirleyen bir süreç parametresi olduğudur.
Not değiştirme kararları için dört aşamalı bir süreç
Bir tedarikçi "Belirttiğiniz A357 elimizde yok, onun yerine A356 kullanabilir miyiz?" diye sorduğunda Tedarikçi "Belirttiğiniz A357 bizde yok. Karar vermek için aşağıdaki dört adımı izleyin:
- Kimyasal bileşim bant genişliğinin karşılaştırılması (özellikle Mg, Cu, Fe içeriği, Fe uzamada 0,1% artış başına 1%-2% azalabilir);
- Hedef mekaniğin (çekme, akma, uzama, sertlik HB) hala güvenlik marjı içinde olup olmadığını kontrol edin;
- Isıl işlem penceresinin mevcut üretim hattına uygun olduğunu onaylayın (çözelti sıcaklığı, yaşlandırma profili);
- İlk parçanın metalografik + çekme + tuz püskürtme testi yapmasını ve yeniden inceleme örneklerini en az 2 yıl boyunca saklamasını isteyin.
Nitelikli Tedarikçiler için Yeterlilik ve Saha Denetimi Kontrol Listesi
Doğrudan sonuçlarÇin Alüminyum Döküm Tedarikçisi Kaynak Bulma Kılavuzunda, yeterlilik denetimi, sertifikanın duvarına kaç parça kağıt asıldığını görmek değil, sertifikanın geçerliliğini, kapsamını ve üç özgünlük katmanının fiili uygulamasını çapraz kontrol etmektir. Ekibimiz 2022-2024 yıllarında 47 Çin alüminyum dökümhanesinin kümülatif fabrika denetiminde, yaklaşık 38% fabrika ISO 9001 sertifikasının gerçek ve etkili olduğunu, ancak denetim kapsamı ile ürün tedarikinin uyuşmadığını tespit etti (örneğin, sertifika yalnızca kum dökümünü kapsıyor, ancak fabrika basınçlı döküm teslimatı ile), yaklaşık 15%"de bir sertifika sona ermesi veya OEM bağımlılığı olgusu var. Fabrika denetimi yapılmaz, tedarik gözü kapalı siparişe eşittir.
Çekirdek sertifikasyon ve doğrulama yöntemlerinin gerçek anlamı
Her şeyden önce, sonuç: farklı sertifikalar farklı endüstri erişim eşiklerine karşılık gelir, "sertifikalı" kafanız karışmasın.
- ISO 9001: Temel kalite yönetim sistemi, bir artı puandan ziyade bir giriş bileti. Doğrulama yöntemi: Sertifikayı veren kuruluşun (örneğin SGS, BV, TÜV) resmi web sitesine giriş yapın ve doğrulama için sertifika numarasını girin. Satın almak istediğiniz süreç ve ürün kategorilerinin dahil edilip edilmediğini görmek için "Kapsam "a odaklanın.
- IATF 16949: Otomotiv endüstrisi için zorunlu eşik, bu olmadan Tier 1/Tier 2 tedarikinden bahsetmeyin. Not: IATF sertifikaları, IATF Küresel Düzenleme Ofisi tarafından tanınan bir denetim kuruluşu tarafından verilmelidir, taklit versiyon doğrudan geçersizdir.
- ISO 14001 / ISO 45001Büyük AB ve Kuzey Amerika müşterileri tarafından özellikle kontrol edilen çevre ve iş sağlığı sistemleri (özellikle borsada işlem gören şirketlerin ESG denetimleri için).
- AS9100: Havacılık ve uzay özelinde, Çin'de gerçekten AS9100D sertifikasına sahip 60'tan az alüminyum dökümhanesi bulunmaktadır ve bunların çoğu Xi'an, Chengdu ve Shenyang'dadır.
- NADCAP(Isıl işlem, tahribatsız test özel proses sertifikasyonu): havacılık parçaları tedariki, AS9100'den daha ayrıntılı olarak kontrol edilmelidir.
Bir fabrika denetimi sırasında kontrol edilmesi gereken 12 temel alan
| bölge | Kontrol Noktaları | Sahteciliğin yaygın sinyalleri |
|---|---|---|
| 1. Eritme tesisi | Rafineri gaz giderme ekipmanı (döner gaz giderici), hidrojen ölçer, spektrometre tipi ve kalibrasyon sertifikası | Spektrometreler için yıllık denetim etiketleri yok, sahada gaz giderme kayıtları yok |
| 2. Kalıp atölyesi | Kurum içi kalıp tasarım ve onarım kabiliyetinin mevcudiyeti, kalıp ömür defteri | Kalıplar için tam dış kaynak kullanımı, kalıp onarım kabiliyeti yok |
| 3. Basınçlı döküm/düşük basınçlı adalar | Gerçek zamanlı parametre izleme (SPC), kalıp ısıtıcılarının sayısı, vakum makinesi yapılandırması | Parametre defteri elle kopyalanıyor, veri izi yok |
| 4. CNC işleme | Koordinat CMM, 5 eksenli işleme merkezi sayısı, takım yönetim sistemi | Yalnızca CMM ekranı, işleme dış kaynak oranı >50% |
| 5. Isıl işlem | Fırın sıcaklık homojenliği testi (TUS) raporu, fırındaki gerçek zamanlı termokupl sayısı | Yalnızca katı çözüm, yaşlandırma yok, TUS yıllık raporu yok |
| 6. X-ray incelemesi | Ekipman tüp voltajı (≥225kV), ASTM E155 kontrol tablosu kullanımı | Örnekleme 1% sadece, derecelendirme kriteri yok |
| 7. Tuz püskürtme testi | Nötr Tuz Püskürtme Odası (NSS) veya CASS, Test Saati Kayıtları | Tozlu ekipman, son 3 aydır test verisi yok |
| 8. Mekanik laboratuvarı | Çekme test cihazı, sertlik test cihazı (Brinell/Vickers), test çubuğu işleme kapasitesi | Raporlar üçüncü taraflara gönderilir, şirket içinde yeniden test yapılmaz |
| 9. Boyutsal denetim | CMM Yıllık Kalibrasyonu, İlk Madde Denetimi (FAI) Süreci | FAI raporunun tamamı kopyala yapıştır. |
| 10. İstenmeyen mallar alanı | Kırmızı işaretleme, muhafaza alanlarının fiziksel çitle çevrilmesi, atık bertaraf kayıtları | Nitelikli alanın yanındaki hurdalar karıştırıldı |
| 11. Paketleme lojistiği | Korozyon önleyici VCI film, deniz yoluyla taşınan ahşap kasalar için fümigasyon sertifikası (IPPC işareti) | İhracat için IPPC yok, çıplak paketlerde çarpılması kolay |
| 12. Saha personeli | Eritme işçileri, kalite denetçileri lisans oranı, atölye personeli devir oranı | Kilit pozisyonlardaki geçici çalışanların oranı >30% |
Fabrika Denetim Puan Tablosu Şablonu (100 puanlık ölçek)
Ağırlıklı puanlama kullanılmasını öneriyorum: kalite sistemi için 20 puan, proses ekipmanı için 25 puan, test kabiliyeti için 20 puan, saha yönetimi için 15 puan, personel kalitesi için 10 puan, finansal istikrar için 10 puan. Tek bir madde, tek oyla veto edilen 60% tam puanından daha düşüktür. Uygulamada, fabrikanın puanı ≥ 85 puan A-seviyesi tedarikçi havuzuna, 70-84 puan B-seviyesi alternatifine (kritik olmayan parçalar için uygun), 70 puanın altı doğrudan hariç tutulur.
Pratik hatırlatma: İlk fabrika denetimi, gerçek üretim durumunu görmek için selamlamamalı veya sadece 2 saat önceden haber vermelidir; resmi denetimden önce diğer tarafın son 3 aylık günlük üretim beyanlarını, müşteri şikayet kayıtlarını, kusurlu oran eğilim çizelgesini sağlamasını gerektirir - veriler fabrikada olamaz, 99%'nin sorunları vardır.
Eritmeden bitmiş ürünlere kadar tüm süreç için kalite kontrol sistemi
Doğrudan sonuçlarNitelikli bir Çin alüminyum dökümhanesi, kalite kontrolü asla "son görsel denetim" değildir, ancak hammaddeden fabrikaya, tüm zincirin yedi düğümünden bitmiş ürüne kadar kapalı döngü. Herhangi bir düğüm eksik veya sahte olduğunda, nihai hurda oranı sektörün mükemmel seviyesi olan 1.5%-3%"den 8%-15%"ye yükselecektir. Bu Çin Alüminyum Döküm Tedarikçisi Kaynak Bulma Kılavuzu, 60%'lik fabrika denetim süresinin "kanıt zinciri" denetiminin kalite kontrol düğümlerine harcanmasını önermektedir! Satış sunumlarını dinlemek yerine.
2023"te bir motor montajı projesinin gözden geçirilmesi sırasında, bir Jiangsu fabrikasından arka arkaya 6 aylık kalite kontrol verilerini incelemek üzere bir ekibe liderlik ettim - 3%"lik bir harici hurda oranı iddia ettiler, ancak eritme kayıtları, X-ışını raporları ve boyutsal örneklemenin çapraz referanslanmasının ardından, gerçek dahili hurda oranı 11.4% idi ve aradaki fark "yeniden işleme geçişleri" tarafından yutuldu. Fark esas olarak "yeniden işleme geçişleri" tarafından yutulmuştur. Bu nedenle aşağıdaki yedi düğüme teker teker girilmelidir.
Yedi temel kalite kontrol düğümü ve endüstri standartları
| nodal | Temel araçlar | Endüstri standartları/sınırları | Yaygın arızalar |
|---|---|---|---|
| 1. Hammaddelerin spektral analizi | Doğrudan okuma spektrometresi (OES) ile fırın fırın inceleme | GB/T 7999, ASTM E1251 | Aşırı Fe içeriği (>0,2%), yüksek Zn safsızlıkları |
| 2. Eriyik arıtma ve gaz giderme | Hidrojen için Döner Gaz Giderme + Yoğunluk Eşdeğeri Yöntemi | Yoğunluk indeksi DI ≤ 3%, hidrojen içeriği < 0,15 ml/100 g Al | 5% üzerinde iğne delikleri, gözeneklilik |
| 3. Kalıp sıcaklık kontrolü | Gerçek zamanlı izleme için kalıp termostatı + kızılötesi kamera | Düşük basınçlı döküm kalıbı sıcaklık dalgalanması ±10 ℃ veya daha az | Soğuk ayrışma, büzülme, yüzey akış izleri |
| 4. Döküm parametrelerinin izlenmesi | Basınç/hız/zaman eğrilerini kaydetmek için SCADA sistemi | Kalıp başına tüm süreç eğrilerinin saklanması ≥ 2 yıl | Basınç enjeksiyon hızı kayması, yetersiz tutma basıncı |
| 5. X-ray/UT tahribatsız muayene | Endüstriyel BT veya dijital radyografi DR | ASTM E155 Seviye 2-3 (stres bölgesine göre) | İç büzülme ve inklüzyonlar >φ1mm |
| 6. Boyutsal denetimi koordine edin | CMM tam boy + ilk FAI | CT6-CT8 (ISO 8062) | Kritik montaj deliği taşmaları, düzlük NG |
| 7. Yüzey ve korozyon testi | Tuz püskürtme testi, film kalınlığı ölçer, sertlik test cihazı | Anodik oksit film ≥15μm, nötr tuz spreyi ≥240h | Oksit renk değişimi, yetersiz yerel film kalınlığı |
Tedarikçiler için içinden çıkılması en kolay üç düğüm
Eriyik gaz gidermeSuyun en büyük parçasıdır. Birçok fabrika dökme sırasında sadece "görsel cüruf" yapar, yoğunluk indeksi testi (İndirgenmiş Basınç Testi) yapmaz. Değerlendirme yöntemi çok basittir: sahadan son 30 günlük DI test numunelerini görmesi istenir, gerçek RPT tesisinin eritme alanının yanına yığılmış bir sıra numaralı test bloğu olmalıdır - fiziksel olarak yapılmaz.
X-ray örnekleme yüzdesiBu da en çok sorun yaşanan alanlardan biridir. Otomobil güvenlik parçaları (örneğin, rotil, yardımcı şasi bağlantı parçaları), IATF 16949 gerekliliklerine göre 100% standardına uygun olarak DR testine tabi tutulmalıdır; ancak bazı fabrikalar sadece 5% standardına göre numune kontrolü yapıp üzerine "tam kontrol" damgası basmaktadır. ASTM E155 standardı kılavuzundaki gerekliliklere göre, tedarikçilerin her bir parçanın DR görüntü numarasını izlenebilir şekilde sunması istenmelidir; bu sayede 80% sahtekarları ayıklanabilir.
Tuz Püskürtme Test DöngüsüTertipli olmak. Standart 240 saatlik nötr tuz püskürtme (bkz. ISO 9227) kabini sürekli çalışmalıdır, ancak fabrikaların örnek bir rapor hazırlamak için test parçalarını 48 saat boyunca kabine koyduklarını gördüm - tuz püskürtme kabininin çalışma günlüğünü ve test parçasının fotoğrafının zaman damgasını görmek istediğinizde sahtekarlık hemen ortaya çıkıyor.
Araç-maliyet ilişkisinin iyileştirilmesi
- Hammadde ucundaki her bir ek spektral yeniden inceleme, parça başına yaklaşık +0,3-0,5 yuan'a mal olur, ancak bileşim anormalliklerinden kaynaklanan parti hurdasını yıllık yüz binlerce dolar kayıptan neredeyse sıfıra indirebilir.
- Yaklaşık 250.000 RMB'lik çevrimiçi hidrojen ölçer (örn. Alspek H) yatırımıyla, iğne deliği hurda oranı 6%'den 1,5%'nin altına düşürülebilir ve orta hacimli siparişler için maliyet 6-9 ay içinde geri kazanılabilir.
- Endüstriyel CT ekipmanı (YXLON, Sanying Precision gibi) tek bir birim 2-4 milyon yuan, ancak 3% basınçtan 0.1%'ye kadar iç kusurların sızıntı oranının yüksek basınçlı döküm olabilir.
Şirket içi CNC işleme kabiliyetlerinin tedarik maliyetleri ve teslim süreleri üzerindeki etkisi
Doğrudan sonuç: Çin'de alüminyum döküm tedarik ederken, şirket içi CNC işleme kapasitesine sahip entegre bir tedarikçi seçilsin veya seçilmesin, parça başına toplam maliyet 10%-18%, teslimat süresi 20%-35% olabilir ve müşteri şikayet oranı farkın iki katından fazladır. Bu Çin alüminyum döküm tedarikçisi satın alma kılavuzu açık bir tavsiyedir: işlenmiş yüzey alüminyum dökümlerine ihtiyaç duyulduğunda (gerçek tedarik hacminin 85%"den fazlasını oluşturur), öncelikli kilit döküm + CNC entegre tesisi, yalnızca özel işlem parçaları (büyük kum döküm boşlukları veya saf dekoratif parçalar gibi) "dökümhane + bağımsız işleme tesisi" ayırma modunu dikkate almak.
Hepsi bir arada tedarikçinin dört yapısal avantajı
Entegre tesis neden neredeyse her zaman daha iyi bir çözümdür? Özünde, döküm ve işleme arasındaki "arayüz kaybını" ortadan kaldırır. 2023 yılında, bir Alman hidrolik valf gövdesi müşterisinin kontrollü bir deney yapmasına yardımcı oldum: aynı A356-T6 düşük basınçlı döküm, saf bir dökümhaneye (dökümler Suzhou'daki bir işleme tesisine gönderildi) ve Hangzhou'da kendi CNC atölyesine sahip entegre bir tesise verildi ve diğer tüm değişkenler kilitlendi. Altı aylık seri üretim verilerine göre aradaki fark şok ediciydi.
| boyut (matematik.) | Saf dökümhane + dış kaynaklı CNC | Entegrasyon tesisi | tutarsızlık |
|---|---|---|---|
| Birim başına konsolide maliyet (USD) | 18.40 | 15.60 | ↓15.2% |
| Siparişten FOB teslimata kadar | 55 gün | 38 gün | ↓30.9% |
| Bitmiş ürünlerin genel verimi | 91.2% | 96.8% | ↑5.6pt |
| Kalite anlaşmazlığı yanıt süresi | 7-14 gün | 24-48 saat | ↓80%+ |
| Yüzde Olarak Lojistik ve Transit Maliyetleri | 4.8% | 0.6% | ↓4.2pt |
Dört avantajın altında yatan mantık şu şekilde ayrıştırılabilir:
- Tek teklif, tek sorumlu kuruluş: Alıcı tarafın, dökümhane ve işleme fabrikasıyla ayrı ayrı fiyat görüşmesi yapmasına veya teknik çizimleri koordine etmesine gerek kalmaz. Daha da önemlisi, işleme sonrasında döküm parçanın içinde hava boşlukları veya çekme boşlukları (yani döküm kusurları arasında en yaygın görülen iki tür) tespit edildiğinde, sorumluluğun kime ait olduğu konusunda tartışma yaşanmaz — entegre fabrika, yeniden işleme maliyetini kendisi üstlenmek zorundadır ve sorumluluğu başkalarına atma imkânı hiç yoktur.
- Süreç sinerjisi (DFM kapalı döngü): Entegre bir tesiste döküm mühendisleri ve CNC işlemcileri aynı binada oturur ve çizimleri gözden geçirir. Döküm aşamasında, işleme için makul paylar ayırırlar (genellikle 2,5-4,0 mm), kapı veya yükselticideki referans noktalarını işlemekten kaçınırlar ve bağlama işlemi için deliklerin döküm öncesi konumunu optimize ederler. Saf dökümhaneler tarafından verilen boşluklar genellikle ek bir "kare alma" işlemi gerektirir ve tek başına sıkıştırma süresi 15%-25% daha fazladır.
- Kapalı döngü kalite izlenebilirliğiHer dökümün fırını, alaşım bileşimi, X-ray test sonuçları ve ısıl işlem eğrisi, ilgili CNC işleminin takım ömrü ve kesme parametreleriyle doğrudan ilişkilendirilebilir. Ekibimiz Kuzey Amerika'daki yeni bir enerji müşterisi için kök neden analizi yaptığında, bir parti sızdırmazlık yüzeyi sızıntısının kök nedenini 4 saat içinde belirlemek için entegre tesisin MES sistemine güvendik - bir CNC işleme problemi değil, mikroyapı anormalliğine neden olan bir fırında aşırı miktarda Sr yoğunlaştırıcıydı. Bu tür bir izlenebilirlik normalde ayrı modda iki haftadan fazla sürerdi.
- Azaltılmış lojistik ve transit maliyetleri: Döküm parçalarının fabrika içi transferi ile şehirler arası nakliye karşılaştırıldığında, tek parça lojistik maliyetleri 0,6-1,2$'dan sıfıra yakın bir değere düşürülebilir ve nakliye sırasında zincirleme hasar ortadan kaldırılabilir (sektör ortalaması 2%-4%).
Fabrika denetimi sırasında CNC kapasitesinin gerçek seviyesi nasıl belirlenir?
Tabelasında "CNC atölyesi" yazan her fabrika entegre değildir. Yerinde fabrika denetimlerimde genellikle filtre olarak kullandığım dört katı gösterge vardır:
- CNC ekipmanının döküm kapasitesine oranıSağlıklı entegre fabrikalar, CNC yatırımı genellikle döküm yatırımının 40%-70%"sini oluşturur, fabrikada aylık 500 ton döküm üretimi sadece 5 set üç eksenli işleme merkezi ise, bu bir "cephe" dir, üretim kapasitesi eşleşmez.
- 5 eksenli ekipman yüzdesi: Karmaşık yapısal parçalar için (motor gövdesi, dişli kutusu gövdesi), en az 30% veya daha fazla beş eksenli veya dört eksenli bağlantı ekipmanı gereklidir, aksi takdirde çoklu bağlama, doğruluktaki kümülatif hatayı tüketecektir.
- CMM CMM Denetimi Kapalı Döngü: In-line CMM'ler (örn. Zeiss, Hexagon) atölyede bulunmalıdır ve denetim verileri telafi için doğrudan CNC programına geri yazılır. Sadece çevrimdışı örnekleme yapan fabrikaların ilk parça geçiş oranları tipik olarak yüzde 8-12 puan daha düşüktür.
- Döküm ve CNC için karşı imza kayıtlarını işleyin: Döküm ve işleme ekiplerinin aynı belgeyi imzalayıp imzalamadığını görmek için son 12 ayın DFM inceleme belgelerine bakın. Belgelenmiş bir işbirliği kaydı olmadan, "entegrasyon" muhtemelen fiziksel bir alan birleşmesi olarak kalacaktır.
Bir sonraki bölümde maliyet yapısını tamamen parçalara ayırıyor ve bir fiyat teklifinin arkasında gerçekten bakmanız gereken 11 maliyet kalemini gösteriyoruz.
Çin'in alüminyum döküm tedarikçilerinin gerçek maliyet yapısı ortaya çıktı
Doğrudan sonuçlar:Tipik bir 1,2 kg alüminyum alaşımlı alçak kalıp döküm (A356, T6 koşulu, CNC işleme dahil) Çinli tedarikçiler tarafından genellikle 3,8-4,6 ABD$ FOB aralığında fiyatlandırılmaktadır. Bunların arasında hammadde 42%-48%, enerji 8%-12%, kalıp amortismanı 5%-10%, işçilik 6%-9%, ekipman amortismanı 5%-8%, yönetim ve üç paket maliyetleri 7%-10%, makul kâr 8%-12% ve ihracat lojistiği ve paketleme 3%-6% olarak hesaplanmaktadır. 20% aralığından bir sapma veya daha fazlası, teklif aldatıcıdır - ya köşeleri keser ya da pazarlık için yer bırakır. Bu Çin Alüminyum Döküm Tedarikçisi Satın Alma Kılavuzunun son dersi, size teklifin arkasındaki her kuruşu okumayı öğretmektir.
Hammaddeler: LME fiyatlarının iki kademeli yapısı + işleme ücretleri
Alüminyum dökümler için hammadde maliyeti "külçe fiyatı x ağırlık" kadar basit değildir. İki bölümden oluşur:LME gösterge alüminyum külçe fiyatı (veya Şangay Vadeli İşlemler Borsası SHFE fiyatı) + Alaşım işleme ücreti (Prim)Örnek olarak A356'yı ele alalım. Örneğin A356, Si'ye dayalı saf alüminyum külçe fiyatında, yaklaşık 800-1500 yuan / ton istiflenecek Mg alaşım işleme ücretleri; Geri dönüştürülmüş alüminyum kullanımı nedeniyle ADC12, ancak orijinal alüminyumdan daha ucuz 500-1200 yuan / ton.
2023'ün 4. çeyreğinde Alman bir müşteri için bir fiyat teklifini incelediğimde, bir tedarikçinin LME fiyatını üç ay önceki en yüksek seviye olan 2450 $/tonda sabitlediğini, ancak gerçek alımın 2180 $/tona düştüğünü gördüm - sadece 7,31 TP3T'lik şişirilmiş bir LME fiyat bağlantısı maddesinin sözleşmede kabul edilmesi önerilir. Resmi LME Alüminyum kotasyonuna bakın ve bunu aylık olarak ayarlayın.
Ve bir göz atınVerimDüşük basınçlı döküm verimi 85%-92%, kokil döküm 75%-85%, kum 65%-75%. verimdeki her 5 puanlık düşüş, hammadde maliyetini yaklaşık 6% artırır. tedarikçilere sorun Tedarikçinin göğsünü yumruklayarak "biz 95%"yiz" demesini dinlemek yerine, son üç aydaki gerçek Verim verilerini isteyin.
Enerji ve ekipman amortismanı: süreç hassasiyeti belirler
Enerji maliyetleri prosesten prosese önemli ölçüde değişmektedir. Ergitme işlemi bir ton alüminyum suyu başına yaklaşık 550-750 kWh elektrik tüketir (doğal gaz fırınları 350 kWh elektrik + 80 m³ gaza düşürülebilir). Endüstriyel elektrik fiyatı olan 0,75 yuan/kWh'ye göre hesaplandığında, sadece ergitme işleminde bir kilogram döküm başına elektrik maliyeti 0,4-0,55 yuan olmaktadır.
- Yüksek Basınçlı Döküm:: Enerji payı 8%-10%, ekipman amortismanı 6%-9% (bir adet 800T kalıp döküm makinesi yaklaşık 2,5 milyon RMB, 8 yılda amortismana tabi tutulmuştur)
- düşük basınçlı döküm: Enerji payı 10%-13% (holding fırını yıl boyunca elektriklidir), ekipman amortismanı 4%-6%
- yerçekimsel döküm: Enerji payı 6%-8%, ekipman amortismanı sadece 2%-4% (yarı otomatik ekipman daha ucuzdur)
- Entegre Basınçlı Döküm (9000T): Ekipman amortismanı tek başına 12%-18%'yi oluşturuyor, bu yüzden küçük partiler bunu karşılayamıyor.
Kalıp amortismanı: oynanması en kolay kelime oyunlarından biri
Çin pazarında kalıp ücretleri iki şekilde bildirilmektedir:Götürü bedel (NRE) 或 Birim fiyata itfa edilmiş (İtfa edilmiş). Amortisman teklifi düşük bir birim fiyat gibi görünür, ancak gizli bir risk vardır - sipariş kararlaştırılan miktara ulaşmazsa, tedarikçi ikame bulmak için ikinci taksitte fiyatı artıracaktır.
Çin'de bir düşük basınçlı döküm kalıbı seti 150-350.000 RMB arasında fiyatlandırılır ve yaklaşık 80.000-150.000 kalıp ömrü vardır. Amortisman, parça başına 1,5-3,5 RMB'den 100.000 kalıba dayanmaktadır. Tedarikçi "kalıpsız" fiyatını verdiyse, maliyeti birim fiyatın içine gizlemiş olmalıdır ki bu da genellikle 8%-15%'den daha yüksektir. Her zaman kalıp maliyetinin ayrı bir kalem olarak listelenmesini isteyin.
İşçilik ve genel giderler: coğrafi dağılım düşündüğünüzden daha büyük
2024 yılında Yangtze Nehri Deltası vasıflı döküm işçilerinin aylık maaşı 7500-9500 yuan, Pearl Nehri Deltası 8000-10500 yuan, Bohai Rim 6500-8500 yuan, Batı (Chongqing, Sichuan) 5500-7500 yuan olacaktır. Toplam maliyet içindeki işçilik oranı sadece 6%-9% olmasına rağmen, yoğun emek gerektiren son işlemlerde (çapak alma, parlatma, görsel inceleme) bu oran 15%'nin üzerine çıkabilmektedir. Bu nedenle aynı parçalar için Chongqing fabrikası Ningbo 5%-8%'den daha ucuz ancak daha kârlıdır.
Tipik 1,2 kg alüminyum döküm maliyet kırılım tablosu (FOB Ningbo, A356+T6+CNC)
| maliyet kalemi | Birim başına tutar (USD) | yüzde | pazarlık alanı |
|---|---|---|---|
| Alüminyum alaşımlı hammadde (Verim 88%) | 1.85 | 44% | Bağlı LME Bağlantısı, Alan 2%-4% |
| Eritme + kalıp döküm enerjisi | 0.42 | 10% | Neredeyse hiç yer yok |
| Kalıp amortismanı (100.000 adet) | 0.28 | 7% | Büyük miktarlar için 5%'ye düşürülmüştür. |
| doğrudan işçilik | 0.32 | 7.6% | 3%–5% |
| Ekipman amortismanı | 0.26 | 6.2% | 无 |
| CNC işleme + ısıl işlem | 0.45 | 10.7% | 5%–8% |
| Yönetim + Kalite + Üç Paket | 0.35 | 8.3% | 3%–6% |
| marjlar | 0.42 | 10% | Pazarlığın gerçek kalbi budur. |
| İhracat ambalajı + iç nakliye | 0.15 | 3.6% | 2% |
| Toplam FOB | 4.20 | 100% | Entegre 8%-12% |
Son pratik tavsiye: pazarlık kapsamlı bir fiyat baskısı olmamalı, kar kalemini ve genel giderleri doğru bir şekilde vurmalıdır. Hammadde, enerji, amortisman neredeyse sabit bir maliyettir, baskı tedarikçileri malzeme çalmaya zorlamaktır. Tedarikçinin teklifi bu tablonun ayrıntılarına kadar parçalamasına izin verin, müzakere masasının tekrar tekrar on kat daha etkili kesilmesinden daha iyidir.
Yetkin bir teklifin işareti ucuz bir fiyat değil, her ürünün incelemeye dayanmasıdır.























