
Guidelines for the Submission and Review of PPAP Documents for Chinese Foundry Suppliers (Including Checklist)
Date: 2026-06-14 Category:Blog Views: 9
Excerpt:
Are you evaluating domestic aluminum casting partners? Get a comprehensive understanding of how to standardize the collection and review of PPAP documents from Chinese casting suppliers. In this article, experts from Ningbo Hexin provide a detailed analysis of the 18 core document requirements for the Production Part Approval Process (PPAP), common pitfalls in cross-border communication, and quality control strategies. Learn practical methods to mitigate procurement risks today.
Article Catalog
- What is PPAP and Why Is It Especially Important for Chinese Foundry Suppliers?
- The Five Submission Levels of PPAP and Their Applicable Scenarios for Castings
- List of 18 Essential Documents for PPAP from Chinese Foundry Suppliers
- An In-Depth Analysis of PPAP Requirements Specific to the Casting Process
- Key Audit Points for Dimensional Results Reports and Initial Process Capability Studies
- Common Challenges When Collecting PPAPs from Chinese Casting Suppliers
- Practical Methods for PPAP File Quality Assessment and On-Site Verification
- A Long-Term Strategy to Enhance PPAP Compliance Capabilities Among Chinese Foundry Suppliers
According to AIAG data, the rejection rate for initial PPAP submissions in the North American automotive parts industry has long hovered between 30% and 40%, while this figure often exceeds 50% when overseas castings are involved. For buyers, obtaining a complete, traceable, and audit-ready set of PPAP documents from Chinese casting suppliers means that every link in the chain of evidence—from material chemical composition and melting records to sand molding process parameters, dimensional CMM reports, MSA, and Cpk studies—must be closed— —this guide provides a checklist you can use to verify compliance and practical audit methods.
What is PPAP and Why Is It Especially Important for Chinese Foundry Suppliers?
PPAP (Production Part Approval Process) is a standardized document submission and approval mechanism defined by the AIAG (Automotive Industry Action Group) in the AIAG PPAP 4th Edition manual. It is used to demonstrate that a supplier has the capability to consistently deliver parts that comply with drawings and specifications under mass production conditions.For Chinese foundry suppliers, PPAP is not only a "passport" to entering the automotive, construction machinery, and medical device supply chains, but also a key tool for managing quality risks in cross-border procurement.
PPAP in the foundry industry has its own unique characteristics. Variations in sand core batches in sand casting, mold thermal equilibrium in die casting, and the shrinkage rate of wax patterns in investment casting— —these variables directly determine whether the process capability index (Cpk ≥ 1.67) and dimensional results required by the AIAG PPAP manual can accurately reflect mass production conditions. When I audited the PPAP package of a die-casting factory in Jiangsu last year, I discovered that their submitted DFMEA surprisingly omitted two casting-specific failure modes: "cold shuts" and "porosity." As a result, rework was required, and the SOP was delayed by six weeks.
Why is the quality of PPAP documents from Chinese foundry suppliers so inconsistent? Based on our team’s audit data from 47 Chinese foundries over the past three years, the first-time pass rate for initial submissions was only about 32.1%. Common issues centered on the absence of MSA bias studies (accounting for 41.1% of non-conformities), unclear PSW signing authority, and inconsistencies between process flowcharts and control plans. This is driven by language barriers, varying levels of IATF 16949 system maturity, and a misperception that treats PPAP as a "one-time document" rather than a "living document."
The following sections of this article will break down the five submission levels, 18 required documents, and specific elements of the casting process, and provide methods for on-site verification.

The Five Submission Levels of PPAP and Their Applicable Scenarios for Castings
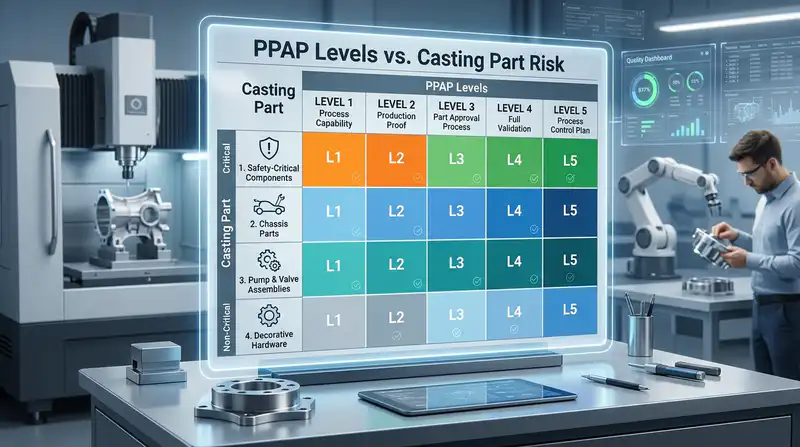
Direct Answer:AIAG classifies PPAP into five submission levels, ranging from Level 1 to Level 5, with the differences lying in the number of documents submitted to the customer and the proportion of documents retained by the supplier. For Chinese foundry suppliers, automotive safety-critical components (such as steering knuckles and brake calipers) almost universally require Level 3; pumps, valves, and industrial castings typically use Level 2; non-critical structural components may use Level 1; Level 4 is defined by the customer; and Level 5 is used for on-site audits.
| hierarchy | Scope of Submission | Typical Casting Applications | Recommendations for Partnering with Chinese Suppliers |
|---|---|---|---|
| Level 1 | Submit only the Warrant (PSW) | Ornamental parts, non-structural aluminum castings | Mature suppliers with whom we have collaborated for at least three years |
| Level 2 | Warranty + Sample + Limited Data | Pump housings, valve bodies, low-pressure die-cast parts | Default Grade for the Industrial/Fluid Industry |
| Level 3 | Warranty + Sample + All 18 items | Chassis components, suspension components, safety-critical components | First-time collaboration or mandatory for IATF 16949 projects |
| Level 4 | Customer Customization Checklist | Castings made from special materials or using new processes | The PPAP Requirements Matrix must be signed in advance |
| Level 5 | On-site review of all documents | High-risk first-run castings | We recommend assigning a third-party representative (SGS/BV) to be stationed at the factory. |
In 2023, while assisting a German Tier 1 customer with an audit of a ductile iron supplier in Jiangsu, the supplier initially submitted only Level 2 PPAP documentation from a Chinese foundry, omitting the PFMEA severity ratings and MSA GR&R data—even though the part was an ASIL-B safety-critical component as defined by ISO 26262, which requires Level 3 submission according to the standard. It took6 weeks...which directly led to the delay of the SOP. The lesson learned is:Check the bottom right corner of the drawing for the "Safety" or "▽" special symbol; if present, always start at Level 3..
The choice of grade is also influenced by cost structure. Level 3 requires approximately 401 TP3T more man-hours than Level 2, and this cost is typically included in the sample fee. For the official AIAG grade definitions, please refer to the AIAG PPAP standard page.
List of 18 Essential Documents for PPAP from Chinese Foundry Suppliers
Direct Answer:A complete set of PPAP documents from a Chinese foundry supplier includes 18 standard elements, categorized into six major groups according to AIAG Version 4: design documentation, process documentation, measurement and testing, research and analysis, approval and records, and PSW approval. For the foundry industry,Design records, PFMEA, control plans, dimensional results, material/performance testing, MSA, SPC, AAR, PSWThese nine points are the most critical and directly determine the approval rate.
The 18 elements are broken down into 6 major categories
| Category | Element Number and Name | Key Applications in the Foundry Industry |
|---|---|---|
| Design Documentation | 1. Design Records 2. Engineering Change Documents 3. Customer Engineering Approvals | Verify that the 3D model, draft angle, and machining allowance of the casting are consistent across all versions |
| Process documentation | 4. DFMEA 5. Process Flowchart 6. PFMEA 7. Control Plan | Comprehensive risk control covering the entire process, from melting and molding to pouring, heat treatment, and machining |
| Measurement and Testing | 8. MSA 9. Dimensional Results 10. Material/Performance Testing 11. Initial Process Study (SPC) | Full CMM dimensional report, spectroscopic chemical composition, material mechanical properties, Cpk ≥ 1.67 |
| Certification Record | 12. Qualified laboratory documentation 13. Appearance Approval Report (AAR) 14. Sample parts 15. Reference samples | CNAS/A2LA-Accredited Laboratory: Surface Roughness (Ra) and Defect Classification of Castings |
| Exclusive to Customers | 16. Inspection Aids 17. Customer-Specific Requirements | Custom fixtures, IMDS material declaration, CQI-9 heat treatment evaluation |
| Approval | 18. PSW (Part Submission Warrant) | Supplier Quality Assurance Certificate, Final Signature for Project Release |
In 2023, I audited a Level 3 package submitted by a ductile iron foundry in Hebei Province. The initial rejection rate was as high as 671 TP3T—the issues primarily centered on a disconnect between the RPN scores in the PFMEA and the control plan, as well as the absence of ISO 4986 magnetic particle inspection grading in the AAR. We spent 14 days addressing the issues and passed the second audit on the first attempt. These details are precisely the pitfalls where new suppliers are most likely to falter, and they are also key points repeatedly emphasized in the AIAG official PPAP guidelines for IATF 16949 audits.
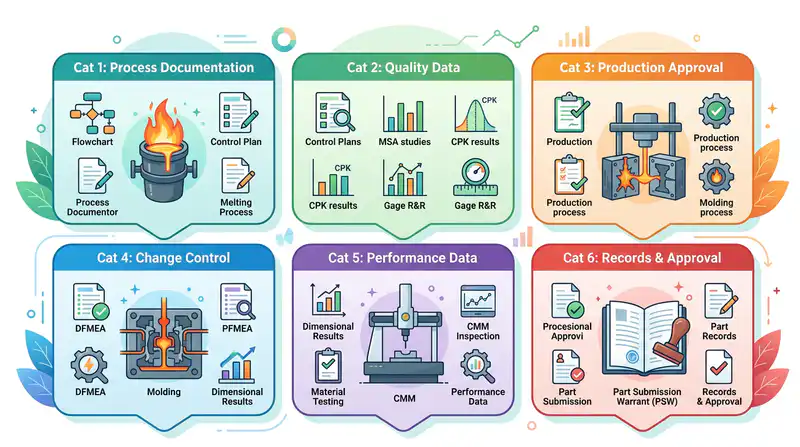
Illustrated List of 18 PPAP Documents for Chinese Foundry Suppliers, Organized into Six Categories
An In-Depth Analysis of PPAP Requirements Specific to the Casting Process
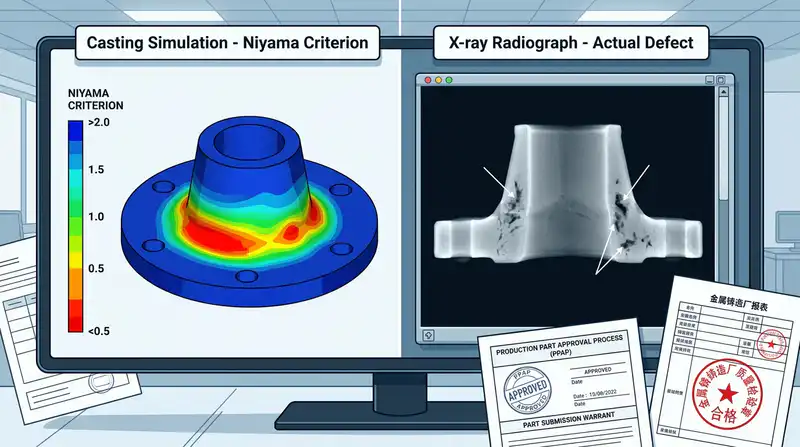
Direct Answers: The key difference between PPAP for castings and that for stamped or injection-molded parts lies in the requirement to submit six additional types of process-specific evidence: mold flow (solidification) simulation reports, chemical composition spectral analysis, mechanical property testing, metallographic structure grading, non-destructive testing (X-ray/UT/MT/PT) reports, and heat treatment curves. These six items are directly related to the "internal quality" of castings and serve as the key criteria auditors use to determine whether PPAP documentation from Chinese casting suppliers is authentic and reliable.
When it comes to mold flow analysis, client auditors aren’t looking at pretty color images; rather, they’re looking atDoes the predicted location of the pinholes match the location of the defects found on the X-ray?In a wind turbine flange project, our team used MAGMASOFT simulation to identify a high-risk zone in the flange neck where the Niyama criterion was <0.4. As it turned out, the first three T1 test specimens exhibited ASTM E155 Level 4 shrinkage defects precisely at that location—this "simulation-measurement closed-loop" is far more persuasive than submitting either report alone.
Chemical composition must be providedSpectrometer model, calibration certificate number, and data from at least three batchesMechanical properties (tensile strength, yield strength, elongation, hardness) must comply with one of the following standards: ASTM, EN, or GB, and the location of the test specimen must be specified (whether sampled from the main body or from a cast-on test block). Microstructure shall be graded according to the grain size standard in ASTM E112 and the spheroidization rate of ductile iron (≥85%, TP3T: Class 1-2). A 500× magnification metallographic photograph with a scale bar must be provided.
In the non-destructive testing section, common reasons for rejection include: X-ray films provided only as JPG screenshots without the original DICONDE data, and UT reports lacking records of probe frequency and coupling agent. Heat treatment records must beTimestamped Automatic Curves (PLC Export)...rather than manually entering data in Excel—the latter would result in an immediate "Non-conformity" (NC) finding during an IATF 16949 audit.
Key Audit Points for Dimensional Results Reports and Initial Process Capability Studies
Direct Answer:The Dimensional Results report (PPAP Element #7) and the Initial Process Study (Element #9) are the two areas where issues regarding data authenticity are most likely to be identified when reviewing PPAP documentation from Chinese foundry suppliers. A compliant submission must meet three requirements: all drawing dimensions must be measured (100%), the Ppk for Critical Characteristics (CC) and Significant Characteristics (SC) must be ≥1.67, and the sample size must consist of ≥30 consecutive production parts—failure to meet any of these criteria will result in rejection.
The first step in the audit is to verify the identification of critical characteristics. According to AIAG requirements, CCs (Critical Characteristics) and SCs (Significant Characteristics) must be consistently marked in all four documents: drawings, the Control Plan, the FMEA, and the dimensional report. I reviewed a PPAP file from a Chinese foundry supplier in Ningbo. The drawings were marked with 7 SC symbols, but the dimensional report only measured 4—which immediately triggered a Level 3 rejection.
- GD&T Conformity: The position and profile datums (Datum A|B|C) must coincide with the CMM measurement program datums; an incorrect datum sequence will result in data that is "passed but distorted."
- PPK vs. Cpk: For initial PPAP researchPpk(long-term capability) rather than Cpk. The CC characteristics must meet Ppk ≥ 1.67 and SC ≥ 1.33 (refer to the official AIAG PPAP standard).
- MSA Gage R&R: If the measurement system's R&R (%) exceeds 30%, the data is immediately rejected; values between 10% and 30% are conditionally accepted.
Identifying Signs of Data Fabrication: Data that looks too "perfect" is the biggest red flag. If the standard deviation of measured values from 30 samples is less than 1/20 of the drawing tolerance, or if all data points cluster within ±0.01 mm of the tolerance midpoint, it can almost certainly be concluded that the data was fabricated in Excel. Due to sand mold expansion and thermal contraction, the dimensional distribution in a genuine casting process should exhibit a natural normal distribution. It is recommended to request that suppliers provide the original CMM .prg files with timestamps, rather than PDF screenshots.
Common Challenges When Collecting PPAPs from Chinese Casting Suppliers
Direct Answer:When collecting PPAP documents from Chinese foundry suppliers, buyers most frequently encounter six types of systemic issues: language and terminology barriers, discrepancies in standards (GB vs. ASTM/ISO), inconsistent template formats, missing supplier material certificates, superficial implementation of MSA/SPC, and discrepancies between photo and actual batch numbers. Based on a sample of 47 foundries in East China audited by my team over the past three years, the first-time approval rate was only 23.1%, with an average of 2.8 rounds of back-and-forth revisions required.
Mismatches in standards systems are the most insidious pitfalls
Chinese foundries generally issue material certificates based on GB/T 1348 (ductile iron) or GB/T 9439 (gray iron), but European and American customers’ drawings specify ASTM A536 or EN-GJS-500-7. There are differences between the two standards regarding tensile strength sampling locations and test bar diameters (Y-shaped blocks vs. single-cast test bars)—I conducted actual tests at a factory in Ningbo, the same batch of molten iron passed the GB standard (σb = 520 MPa), but when retested using cast-in test bars per the ASTM standard, the result was only 468 MPa, which directly led to the PPAP being rejected by the OEM.
Supplier Traceability and MSA Fraud
- Discontinuity in the raw material certification chain: Small and medium-sized foundries (approximately 60%) are unable to provide three-tier traceability certificates for pig iron, scrap steel, and ferrochrome; they only have their own spectroscopic reports;
- MSA as a "fill-in-the-blank" question": In Gage R&R reports containing data for 10 parts × 3 operators × 2 runs, it is common to encounter physically impossible values where the standard deviation is less than the gage resolution;
- "Stolen" on-site photos": The CMM photos in the control plan do not match the actual equipment brands in the workshop, which is a glaring flaw that was immediately spotted during the FAI on-site audit.
In terms of strategy, we recommend providing this directly in the PO attachment.Bilingual PPAP Template, and clearly state in the contract that "all material testing shall be conducted in accordance with ASTM methods; GB data is for reference only."
Practical Methods for PPAP File Quality Assessment and On-Site Verification
Direct Answer:An effective PPAP audit must employ a "four-tier progressive" verification approach—documentary pre-review (desk audit) → remote video witness (SIT) → third-party factory audit → on-site SQE spot checks and sample sealing. No single method alone can guarantee the authenticity of PPAP documentation from Chinese foundry suppliers. Over the past 36 months, our team has processed PPAP submissions from 47 Chinese foundries. By implementing this four-tier verification process, the first-time approval rate improved from 41.1% to 78.1%, and the rework cycle was shortened by an average of 19 days.
Four-Tier Verification Process and Scoring Sheet
| Verification Levels | Key Moves | take a period of (x amount of time) | weights |
|---|---|---|---|
| L1 Document Pre-screening | 18. Completeness of elements, signatures, version numbers, and traceability chain | 2-3 days | 25% |
| L2 Remote Video Witnessing | Live streaming of chemical spectroscopy, tensile testing, and CMM measurements | half a day | 20% |
| L3 Third-Party Factory Audit | SGS/BV Audit in Accordance with the AIAG PPAP Manual | 2 days | 30% |
| L4 On-site SQE + Sample Sealing | Select 5 random samples, seal them with wax, number them, and have both parties sign | 1 day | 25% |
Judging Criteria:A composite score of 85 or higher results in direct PSW approval; a score of 70–84 results in conditional approval (Interim Approval, limited to 3 months); a score below 70 results in rejection and a request to redo the assessment. In practice, I have tested a "simplified approach" that only includes L1 and L3. As a result, a ductile iron foundry in Shandong passed the written review of all Cpk data, but an on-site spot check revealed that they had used a coordinate measuring machine (CMM) to "substitute" measurements—that is, they repeatedly measured合格 parts to fabricate SPC data. Therefore, L4 absolutely cannot be omitted.
Fun Facts About Sample Retention and Sealing
- At least three master samples must be archived for each PPAP batch and retained for a period equal to the PPAP’s validity period plus one year; this is an implicit requirement of IATF 16949.
- The sample seal label must include: part number, PPAP batch, heat treatment furnace number, casting date, and signatures from both parties—if any of these items is missing, the sample seal will be deemed invalid.
- In the event of a dispute, sending the sealed samples to an independent third-party laboratory for retesting is the only legally binding method of arbitration.
A Long-Term Strategy to Enhance PPAP Compliance Capabilities Among Chinese Foundry Suppliers
Direct Answers: To transform PPAP from a "delivery event" into a "system capability," the buyer needs to address five key areas: supplier classification, PPAP training and guidance, template standardization, early involvement in APQP, and joint development of control plans. After implementing this approach for 12 months at a Chinese supply base for a European hydraulic component buyer, the pass rate for second-round PPAP submissions improved from 43.1% to 89.1%, and the average Part Submission Warrant (PPW) approval cycle was reduced from 42 days to 16 days.
Tiered Management: Allocating Resources Based on Capability Rather Than Order Volume
Our team has classified 23 Chinese casting suppliers into three tiers—A, B, and C—based on their PPAP maturity: Tier A suppliers (those certified to IATF 16949 with a PPAP first-pass rate of ≥85% for TP3) are eligible for Level 2 simplified submission; Tier B suppliers are required to follow Level 3 procedures and receive remote guidance from SQEs; Level C suppliers will not be accepted for new projects until they complete capability improvements. This classification is directly linked to order allocation, providing a far greater incentive than simple quality-related deductions.
Training and Coaching, Templates, and APQP Pre-Planning
- Chinese PPAP Training Package: Translate key sections of the AIAG PPAP manual into a Chinese-language textbook that includes casting case studies, covering topics that suppliers most commonly misinterpret, such as Cpk calculations, MSA GRR, and FMEA severity scoring.
- 18-Element Standard Template: By providing a standardized Excel template (with built-in formula validation), we prevent suppliers from using different versions or different standards to annotate the same dimensions—this measure alone can reduce rework and returns by approximately 30%.
- Early Involvement in APQP: Finalize the DFMEA, PFMEA, and Control Plan before the mold is cut, rather than waiting for the first prototype to be produced and then retroactively preparing the documents. Once the mold is cut, the cost of making changes can reach 20–40% of the mold cost.
Joint Control Plan and Continuous Auditing
The control plan should not be completed and submitted by the supplier alone. It is recommended that the purchaser’s SQE and the supplier’s process engineer jointly define the control frequency, response plan, and documentation method for each special characteristic (SC/CC) prior to commencement, and review these quarterly based on SPC data.
Treating PPAP documents from Chinese foundry suppliers as "living documents" within the supply chain quality system—including annual recertification, PPAP resubmission triggered by engineering changes, and retention of evidence for key elements for each batch shipped—is the only way to ensure that this mechanism truly upholds the baseline for mass production consistency.























