


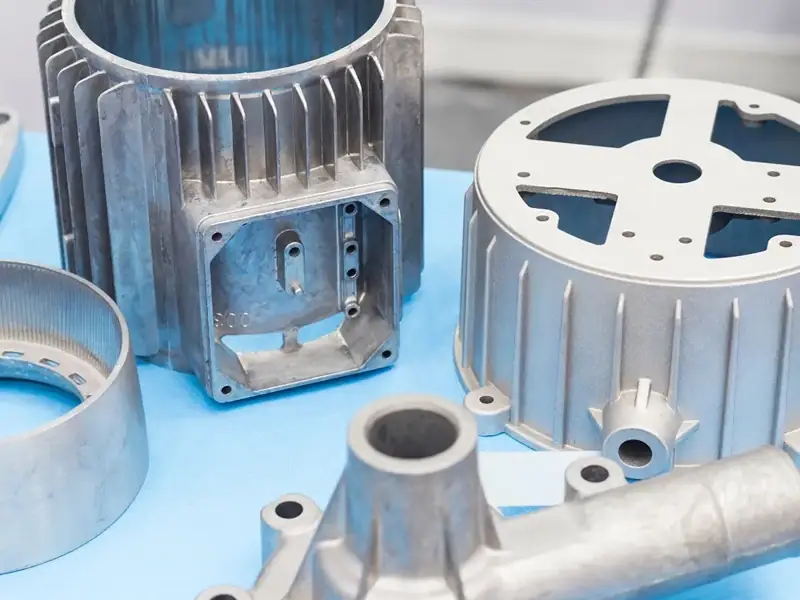
Yüksek kaliteli parçalar
15 yıllık üretim tecrübesiyle HEXIN, tüm aşamalarda kapsamlı kalite kontrolleri ile hassas basınçlı döküm sunmaktadır: üretim öncesi, üretim sırasında, ilk ürün muayenesi ve teslimattan önce.

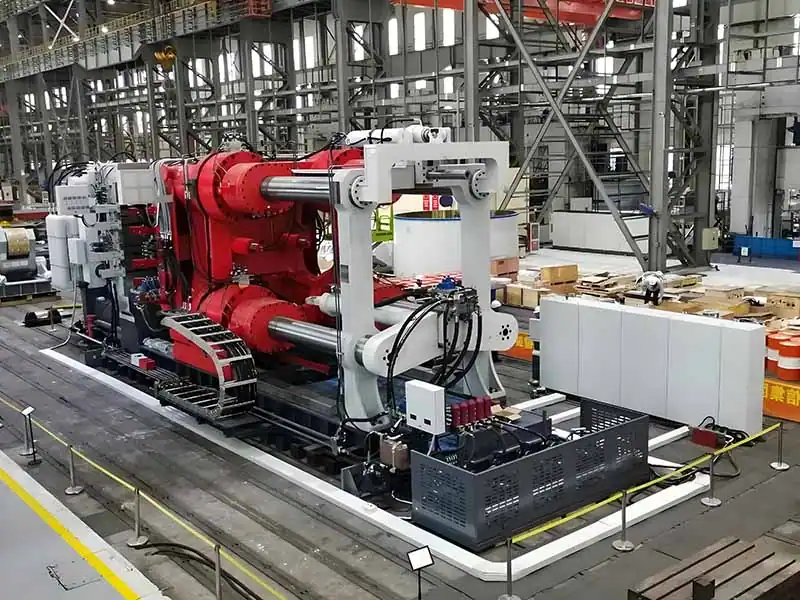
Hızlı ürün teslimatı
HEXIN'in Çin'deki basınçlı döküm üreticileri ağı, verimli ve hızlı üretim sağlar. Yeteneklerimiz arasında karmaşık özelleştirilmiş projeleri desteklemek için son teknoloji otomasyon tesisleri bulunmaktadır.

Basınçlı döküm uzmanları
Özel basınçlı döküm çözümlerinde uzman olarak, ürün dayanıklılığını artırabilir ve maliyetleri düşürebiliriz. İleri teknolojimiz ve makinelerimiz her parçanın yüksek kaliteli, işlevsel ve estetik açıdan hoş olmasını sağlar.
Basınçlı Döküm Nedir
Basınçlı döküm, esas olarak yüksek basınçlı döküm (yüksek basınçlı hızlı prototipleme, karmaşık hassas parçalar ve ince duvarlı yapı için uygun), düşük basınçlı döküm (düşük basınçlı yavaş doldurma, yüksek mekanik özellikler ve içi boş parçalar konusunda uzmanlaşmış) ve yerçekimi dökümü (doğal yerçekimi dökümü, büyük basit parçalar için uygundur) olarak ikiye ayrılan kalıp oluşturan metal parça işleminden geçer. parçalar). Hersin Moulding, hassas döküm ekipmanlarına ve özelleştirilmiş sürece dayanarak, parçaların yüksek hassasiyetini, yüksek yoğunluğunu ve yüzey kalitesini dikkate alarak yeni enerji araçları ve elektronik radyatörlerin ihtiyaçları için kalıp tasarımından son işlemeye kadar tüm süreci sağlar ve müşterilerin ürünlerin üretim verimliliğini ve performansını optimize etmesine yardımcı olur ve prototip geliştirmeden seri üretime kadar kesintisiz bağlantıyı gerçekleştirir.
Hersin'de uzman ekibimiz, yaklaşımımızın özel gereksinimlerinizi karşıladığından emin olmak için her bir basınçlı döküm projesini dikkatle inceler. Her bir bileşenin yüksek dayanıklılık ve estetik standartlarını karşılamasını sağlamak için üretim süreçlerimizin optimizasyonuna öncelik veriyoruz. Gelişmiş döküm tekniklerine odaklanarak ve hassas basınçlı döküm makineleri kullanarak, hem işlev hem de görünüm açısından mükemmelliğe ulaşmanıza yardımcı olabilir ve sonuçta ürününüzün genel değerini artırabiliriz.
Basınçlı dökümün uygulama alanlarıBasınçlı döküm, hassas boyutlara ve tutarlı kaliteye sahip bileşenler üretme kabiliyeti nedeniyle bir dizi endüstride yaygın olarak kullanılan yüksek hassasiyetli, yüksek verimli bir metal döküm işlemidir. Aşağıda basınçlı döküm işleminin ana uygulama alanları yer almaktadır:
Yüksek basınçlı döküm avantajları ve dezavantajlarıYüksek basınçlı basınçlı döküm prosesi, metal parçaların üretiminde bir dizi benzersiz avantaj sunarak otomotiv, tüketici elektroniği ve beyaz eşya endüstrilerindeki karmaşık hassas bileşenler için tercih edilen teknoloji haline getirmektedir:
Düşük basınçlı dökümün avantajları ve dezavantajlarıDüşük basınçlı basınçlı döküm prosesi, metal parçaların üretiminde bir dizi benzersiz avantaja sahiptir ve bu da onu otomotiv, havacılık ve endüstriyel ekipman sektörlerinde yüksek mekanik performanslı bileşenler için tercih edilen teknoloji haline getirmektedir:

Kokil Döküm Avantajları ve DezavantajlarıKokil döküm prosesi, metal parçaların üretimi söz konusu olduğunda bir dizi benzersiz avantaja sahiptir ve bu da onu ağır makine, tarım ekipmanları ve inşaat endüstrilerindeki büyük, kalın duvarlı parçalar için tercih edilen teknoloji haline getirmektedir:

Basınçlı döküm işlemi nedir?
Basınçlı döküm, erimiş metalin (örneğin alüminyum, çinko, magnezyum alaşımları) yüksek basınç altında hassas bir kalıba enjekte edildiği bir döküm işlemidir. Bu işlem karmaşık şekillere ve hassas boyutlara sahip parçalar üretebilir ve otomotiv, elektronik ve ev aletleri endüstrilerinde yaygın olarak kullanılır. Yüksek basınçlı enjeksiyon sayesinde erimiş metal kalıbı doldurur ve soğuduktan sonra parça iyi yüzey kalitesi ve yüksek mukavemet ile oluşturulur.
Basınçlı döküm ne kadar üretken?
Basınçlı döküm prosesi son derece üretkendir ve seri üretime uygundur. Kalıplar yapıldıktan sonra çok sayıda parça verimli bir şekilde üretilebilir. Kalıbı doldurmak için erimiş metalin yüksek basınçlı enjeksiyonu nedeniyle, parçalar kısa sürede şekillendirilebilir, bu da üretim döngüsünü kısaltır, özellikle otomotiv ve elektronik endüstrileri gibi yüksek talep gören endüstriler için uygundur.
Basınçlı döküm sırasında hangi kusurlar oluşabilir?
Basınçlı döküm işlemi sırasında aşağıdaki kusurlar meydana gelebilir:
- hava kabarcığı: Bir gazın kaçamaması veya eşit olmayan bir şekilde soğuması sonucu oluşan boşluk.
- soğuk hava deposuMetalin tam olarak akmaması ve birleşmemesi sonucu oluşan çatlak veya zayıf alan.
- çatırtılar: Kötü kalıp tasarımı, eşit olmayan soğutma veya aşırı metal gerilimi nedeniyle oluşan çatlaklar.
- yüzey kusuru: örneğin, parçanın kozmetik kalitesini etkileyebilecek çizikler, kabarcıklar vb.
Basınçlı dökümler sonradan işlenebilir mi?
Evet, basınçlı dökümler genellikle boyutsal doğruluğu ve yüzey kalitesini daha da iyileştirmek için bazı son işlemlere ihtiyaç duyar. Yaygın son işlem teknikleri şunları içerir:
- talaşlı imalat: Parçaları yeniden boyutlandırmak ve çapakları veya düzensiz yüzeyleri gidermek için frezeleme, tornalama vb.
- yüzey işleme: Parçaların görünüm kalitesini ve korozyon direncini artırmak için kumlama, parlatma, eloksal vb.
- sıcak işlem (örneğin metal): Belirli iş gereksinimlerini karşılamak için tavlama, su verme vb. yöntemlerle bir parçanın sertliğini ve mukavemetini artırmak.
Basınçlı döküm için toleranslar nelerdir?
Basınçlı döküm prosesleri için toleranslar, parçanın boyutuna ve şekline bağlı olarak genellikle ±0,1 mm ile ±0,5 mm arasındadır. Hassas kalıp tasarımı ve sıkı proses kontrolü sayesinde basınçlı dökümler yüksek boyutsal doğruluğa ulaşabilir ve yüksek tolerans gereksinimleri gerektiren endüstriyel uygulamalar için uygundur.
Basınçlı döküm kalıpları için normal teslim süresi nedir?
Basınçlı döküm kalıpları için teslim süresi, kalıbın karmaşıklığına, malzeme seçimine ve üretim tesisinin üretim kapasitesine bağlı olarak genellikle 4 ila 8 haftadır. Kalıp tasarımı karmaşıksa veya birden fazla ayarlama gerektiriyorsa, teslim süresi uzayabilir.
Basınçlı döküm tasarımında nelere dikkat etmeliyim?
Basınçlı döküm tasarımı için aşağıdaki noktaların dikkate alınması gerekir:
- Duvar kalınlığı homojenliği: Soğuk ayrışmayı veya bozulmayı önlemek için parçanın duvar kalınlığı eşit olmalıdır.
- Akılcı Egzoz Tasarımı: Gözeneklilik kusurlarını önlemek için hava ve gazı tahliye etmek için havalandırma delikleri tasarlayın.
- Soğutma sistemi tasarımı: Erimiş metalin homojen bir şekilde soğumasını sağlamak ve iç gerilimi ve deformasyonu azaltmak için kalıp içinde uygun soğutma kanalları bulunmalıdır.
- Yolluk ve kapı tasarımı: Kusurları önlemek için metalin kalıba düzgün akışını sağlamak için yolluk ve kapı sisteminin makul tasarımı.
Basınçlı dökümde porozite neden oluşur ve nasıl önlenebilir?
Gaz veya hava erimiş metalden tamamen dışarı atılmadığında gözeneklilik oluşur. Yaygın nedenler arasında kötü egzoz tasarımı, aşırı metal enjeksiyon hızı ve eşit olmayan soğutma yer alır. Gözenekliliği önlemek için alınacak önlemler şunlardır:
- Geliştirilmiş egzoz tasarımı: Kalıbın yeterli hava delikleri ile tasarlandığından emin olun.
- Enjeksiyon hızının kontrolü: Sıkışmış gaza neden olan aşırı enjeksiyon basınçlarından ve hızlarından kaçının.
- Döküm sıcaklığının optimizasyonu: Erimiş metalin doğru sıcaklıkta olduğundan emin olun ve aşırı soğutma veya aşırı ısınmadan kaçının.























