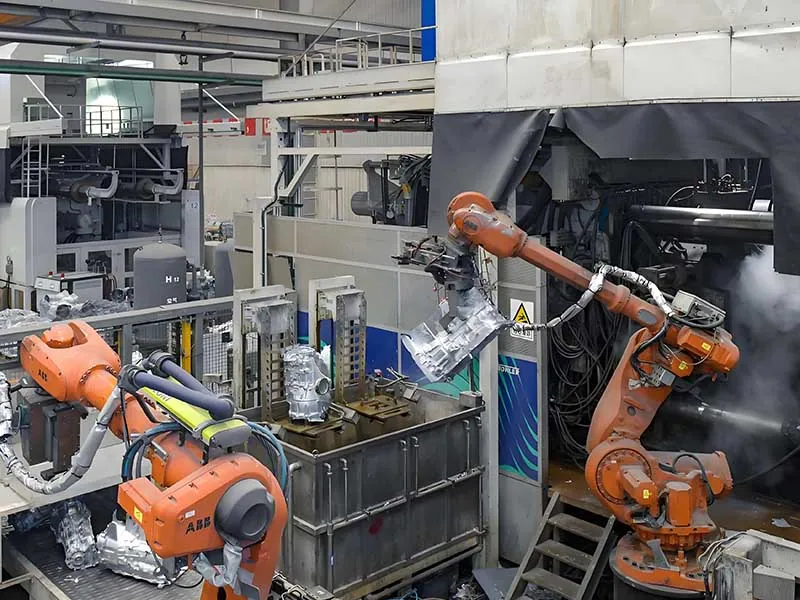
Usine de moulage sous pression d'aluminiumCréer une expérience utilisateur optimale grâce aux services technologiques
Ligne d'assistance mondiale+86 18312962656

Nouvelles de l'industrie chinoise du moulage d'alliages d'aluminium, technologie des procédés, nouvelles sur la qualité des produits
Envoyez votre demande maintenant![]()
Ningbo Hexin Moulding Co.
Fabricant de produits en alliage d'aluminium, nous fournissons à nos clients des solutions professionnelles et rapides de moulage d'alliage d'aluminium.