
جرد 10 عيوب شائعة في مصبوبات الألومنيوم الصينية وحلول التحقيق في الأسباب الجذرية
المؤلف:H.K.X تاريخ النشر:2026-04-21 التصنيف:التدوين عدد المشاهدات:3216
摘: :
شراء مصبوبات الألومنيوم الصينية غالبًا ما تواجه مشاكل في الجودة مثل المسامية أو الانكماش أو التشققات؟ هذه المقالة من قبل كبار مهندسي نينغبو هي شين تحليل متعمق لـ 10 أنواع من العيوب الشائعة في صب الألومنيوم للخصائص الفيزيائية والأسباب الجذرية. افهم كيفية الكشف بدقة عن المشاكل الخفية من عملية الصب بالقالب وتصميم القالب والجوانب الأساسية الأخرى، لمساعدتك على وضع معايير قبول أكثر علمية وتقليل معدل الخردة بشكل فعال.
فهرس المقالات[مخفي]
- نظرة عامة وتحديد سريع للعيوب الشائعة في مصبوبات الألومنيوم في الصين
- لماذا تستحق جودة مصبوبات الألمنيوم في الصين مناقشة منفصلة
- أسباب المسامية وعيوب الثقب والوقاية منها
- كيفية التفريق بين أنواع المسامية عن طريق الفحص بالأشعة السينية والفحص الشرائحي
- آلية التكوين والتحكم في عملية انكماش عيوب الانكماش والتحلل
- تحليل السبب الجذري للفصل البارد وعيوب الصب السفلي
- مصادر الخبث وعيوب التضمين وإدارة الذوبان النظيف
- تحديد عيوب التشققات والوقاية من التشققات الساخنة والباردة
- الأسباب المنهجية للانحرافات في الأبعاد ومشاكل التشوه
- عيوب السطح علامات التدفق، والفاصوليا الباردة، والالتصاق العفن، والبثور
وفقًا لتقرير الصناعة السنوي لجمعية المسابك الصينية لعام 2023، فإن حوالي 18.71 تيرابايت 3 تيرابايت من مشاكل المنتج المعيبة في صب الألمنيوم تتركز في المسامية والانكماش والشوائب ثلاثة أنواع من العيوب، وهذه الأنواع الثلاثة من العيوب الناجمة عن التكلفة التراكمية لإعادة العمل تمثل أكثر من 601 تيرابايت 3 تيرابايت من خسارة الجودة السنوية لمصنع الصب بالقالب. في هذه الورقة البحثية، نقوم بفرز منهجي للعيوب الشائعة في الأداء النموذجي لصب الألومنيوم الصيني 10، من إدارة الذوبان، وتصميم القالب إلى معلمات العملية لإعطاء السبب الجذري لمسار التحقيق يمكن أن تهبط، لمساعدة المشترين ومهندسي العمليات على تحديد مصدر المشكلة بسرعة.
سواء كنت تقوم بتقييم مورد صيني جديد لصب القوالب أو تتعامل مع مجموعة من المسبوكات غير الطبيعية التي وصلت، يتيح لك الكتالوج التالي الانتقال مباشرةً إلى الحل المناسب حسب العرض.
نظرة عامة وتحديد سريع للعيوب الشائعة في مصبوبات الألومنيوم في الصين
عند الحصول على مسبوكات الألومنيوم من الموردين الصينيين، 80% أو أكثر من النزاعات المرتجعة تركز على عشر فئات من العيوب. قائمة المراجعة السريعة هذه مرتبة حسب تكرار حدوثها:المسامية، والانكماش، والثقوب الانكماشية، والثقوب الانكماشية، والفصل البارد، والصب السفلي، وانحباس الخبث، وانحباس الرمل، والشقوق، والتشوه، وانحراف الأبعاد. إن إتقان هذه العناصر العشرة سيغطي الغالبية العظمى من سيناريوهات النزاع المتعلقة بمراقبة الجودة الواردة.
عندما قمت بتدقيق تقرير PPAP لمصنع صب القوالب في نينغبو في عام 2023، في دفعة واحدة من 2000 قوس ADC12، شكلت المسامية 471 نقطة من إجمالي عدد العيوب، وشكل الفصل البارد 211 نقطة من إجمالي عدد العيوب، وشكل الانحراف في الأبعاد 141 نقطة من إجمالي عدد العيوب - وهو ما يتطابق تقريبًا مع التوزيع النموذجي للعيوب في الصناعة كما نشرته جمعية أمريكا الشمالية لصب القوالب (NADCA). التوزيع هو نفسه تقريبًا. وبعبارة أخرى، فإن العيوب الشائعة في مصبوبات الألومنيوم الصينية ليست "الخصائص الصينية"، ولكن القانون الفيزيائي للعملية، والمفتاح هو تحديد السرعة والقدرة على تتبع السبب الجذري.
قائمة مرجعية سريعة لعشرة أنواع من العيوب
| معيب | الموقع النموذجي | هل يمكن رؤيته بالعين المجردة؟ | وسائل الكشف المفضلة |
|---|---|---|---|
| الثغور (المسامية) | منطقة التصلب النهائي سميكة الجدران سميكة الجدران | مرئي بعد التقطيع | الأشعة السينية/التصوير المقطعي المحوسب |
| مسامية الانكماش | مفصل ساخن | مسدود | الأشعة السينية + قياس الكثافة |
| تجويف الانكماش | وحدة تدفئة مركزية (مثل الطاقة الشمسية) | مشرحة ومرئية | الأشعة السينية |
| إغلاق بارد | جدران رقيقة بعيداً عن البوابة | الاصطفاف السطحي | التصور + الاختراق PT |
| الغطس تحت الماء (سوء إدارة) | رقيقة الجدران في النهاية | أن تكون | التصور |
| إدراج الخبث | السطح العلوي، تحت الناهض | مرقط باللونين الرمادي والأسود | التصوير بالأشعة السينية + تصوير المعادن |
| تضمين الرمال | أجزاء مصبوبة بالرمل من الداخل والخارج | أن تكون | مرئي + علاج طبيعي |
| الكراك | الزوايا الحادة والتغيرات المفاجئة في سُمك الجدار | مرئية جزئياً | PT / MT |
| تشويه | قطع رفيعة طويلة بشكل عام | أن تكون | ثلاثي الإحداثيات CMM |
| انحرافات الأبعاد | أسطح الفراق، وسحب اللب | مسدود | CMM + مقياس قابس التوصيل |
نصيحة عملية: اطبع هذا الجدول وألصقه في محطة IQC، مع الفيلم المرجعي ASTM E155، يمكن لمفتشي الجودة المبتدئين الحكم على الدرجة بشكل مستقل في غضون أسبوع. تقوم الفصول اللاحقة بتفكيك السبب الجذري واحدًا تلو الآخر.
لماذا تستحق جودة مصبوبات الألمنيوم في الصين مناقشة منفصلة
تستحوذ الصين على أكثر من 45% من إجمالي إنتاج قطع الألمنيوم المصبوبة عالمياً (وفقاً لبيانات Statista الخاصة بصناعة الألمنيوم العالمية)، لكن هيكل الصناعة يتسم بالتشتت الشديد — حيث تتعايش المجموعات الكبرى التي تبلغ طاقتها الإنتاجية السنوية 100 ألف طن مع مصانع الصب في البلدات والقرى التي تبلغ طاقتها الإنتاجية السنوية بضع مئات من الأطنان — مما أدى إلى ظهور خصائص واضحة للتدرج التقني في العيوب الشائعة في قطع الألمنيوم المصبوبة الصينية.
يتركز الصب بالقالب (HPDC) في دلتا نهر اليانغتسي ودلتا نهر اللؤلؤ، وعتبة الاستثمار في المعدات عالية، ودرجة الأتمتة رائدة نسبيًا، ولكن المسامية والفصل البارد لا يزالان أصعب مشكلة؛ صب الجاذبية والصب بالضغط المنخفض يوجد في الغالب في شاندونغ، خبي، ولا تزال نسبة ورش العمل ذات المعدات البدائية عالية؛ صب الرمل هو عدد كبير من الاستعانة بمصادر خارجية للمصانع الداخلية الصغيرة، وإعادة استخدام رمل الصب عالية جدًا، مما يؤدي إلى تكرار حدوث أسافين الرمل.
على مستوى سلسلة التوريد، تصل نسبة الألومنيوم المعاد تدويره ADC12 المستخدم إلى 60% أو أكثر، بينما تستخدم بعض المصانع الصغيرة والمتوسطة الحجم مواد خام الألومنيوم الخردة التي لم تخضع لإعادة الاختبار الطيفي من أجل الحفاظ على انخفاض السعر. عندما ساعدت عميلاً ألمانيًا في تدقيق 5 مصانع مرشحة حول نينغبو في عام 2024، وجدت أن محتوى الهيدروجين في سائل الألومنيوم في 3 مصانع تجاوز 0.25 مل/ 100 جم (خط الأمان الصناعي هو 0.15)، وهو ما يفسر مباشرةً سبب إظهار الأشعة السينية لمجموعة المنتجات بأكملها تركيزًا كثيفًا من الثقوب.
ومن خلال فهم هذه البيئة الصناعية القائمة على "المصانع الكبيرة التي تحتل الصدارة والمصانع الصغيرة التي تدعم القاع"، يمكن فهم سبب وجود قواسم جغرافية مشتركة بين العيوب التي يواجهها المشترون في الخارج - مشكلة المسامية في الفصل التالي هي نتاج نموذجي لهذا التقسيم الطبقي لسلسلة التوريد.
أسباب المسامية وعيوب الثقب والوقاية منها
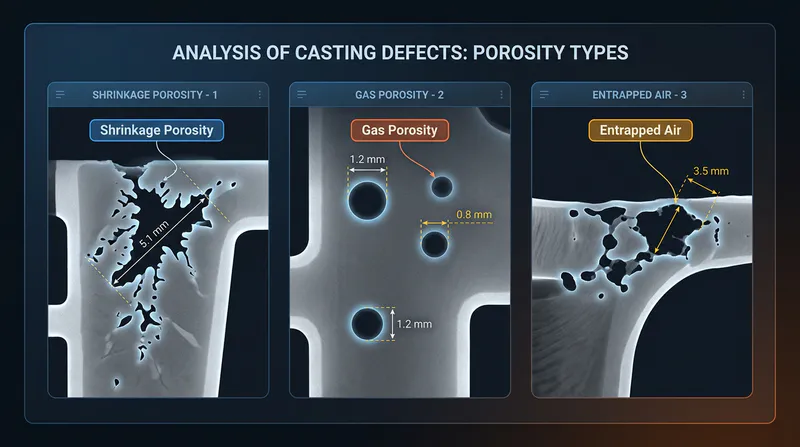
إجابة واضحة ومباشرة:تنقسم مسامية صب الألومنيوم إلى ثلاث فئات - مسامية الهيدروجين (مستديرة، الجدار الداخلي مشرق)، متضمنة في المسامية (غير منتظمة، أكسدة الجدار الداخلي داكنة)، ثقب (قطر <1 مم توزيع كثيف). مفتاح العلاج هو التحكم في محتوى الهيدروجين الذائب أقل من 0.15 مل/100 جم من الألومنيوم، وسرعة التفريغ الدوارة 350-450 دورة في الدقيقة لمدة 8-12 دقيقة، وعمق فتحة عادم القالب 0.08-0.15 مم، والرطوبة النسبية في الورشة أقل من 65%. أي واحد من هذه المؤشرات الأربعة خارج نطاق السيطرة هو السبب المباشر لمشكلة المسامية في العيوب الشائعة في مصبوبات الألومنيوم الصينية.
التمييز بين ثلاثة أنواع من الثغور وأسبابها
- فتحة الهيدروجين: يمتص الألومنيوم السائل الهيدروجين عند درجات الحرارة المرتفعة، ثم يترسب عند التصلب. ومع كل ارتفاع في درجة الحرارة بمقدار 100 درجة مئوية، تتضاعف قابلية ذوبان الهيدروجين (انظر دليل سبائك الألومنيوم الصادر عن ASM International). ويُعد تجاوز درجة حرارة الصهر 760 درجة مئوية مؤشراً على وجود خطر كبير.
- الثغور المتغلغلة:: سرعة الشحن سريعة جدًا أو اضطراب البوابة الناجم عن مصنع الصب بالقالب المنخفض الشائع لم يقم بمحاكاة العداء.
- الثقب:: عادةً ما يكون الهيدروجين + آثار شوائب مؤكسدة تعمل بتناغم، مع كسر "قرص العسل".
مؤشرات مراقبة العمليات القابلة للتنفيذ
عندما كنت أجري تدقيقًا للعملية في مصنع صب قوالب متوسطة الحجم في فوشان في عام 2024، وجدت أن محتوى الهيدروجين الذائب ADC12 لديهم بلغ 0.32 مل/ 100 جم - أي ضعف الحد المسموح به في الصناعة تقريبًا. بعد إدخال جهاز إزالة الغازات الدوارة Foseco FDU وزيادة معدل تدفق الأرجون من 8 لتر/دقيقة إلى 15 لتر/دقيقة، انخفضت مسامية الدفعة من 7.81 TP3T إلى 1.21 TP3T، مما وفر حوالي 140,000 يوان صيني من تكاليف إعادة العمل في شهر واحد.
غالبًا ما يتم التقليل من شأن العوامل البيئية: يمكن أن تصل الرطوبة في الورشة في جنوب الصين خلال موسم الأمطار إلى 85% أو أكثر، كما أن عدم كفاية خبز بطانة الفرن ومغرفة الصب (200 درجة مئوية × 4 ساعات موصى بها) يدخل الهيدروجين مباشرة من تحلل بخار الماء. وهذا هو السبب الأساسي وراء ثبات إنتاجية المصنع نفسه في الربيع والخريف وانخفاضه المفاجئ في الصيف.
كيفية التفريق بين أنواع المسامية عن طريق الفحص بالأشعة السينية والفحص الشرائحي
إجابة مباشرة:: من غير الممكن تحديد السبب الجذري عن طريق الفحص البصري وحده أو عن طريق التسمية العامة "المسامية المفرطة". ويتمثل النهج الصحيح في فحص نمط التوزيع بالأشعة السينية (RT)، ثم إجراء تقطيع ميتالوغرافي للأجزاء المشتبه بها لملاحظة خصائص جدار المسام - المسام الهيدروجينية كروية بجدران مسامية لامعة؛ والمسام المدلفنة مسطحة أو ممزقة بجدران مسامية سوداء مؤكسدة؛ والانكماش على شكل شبكة بين بلورات شجيرية. تتوافق الأشكال الثلاثة مع ثلاثة مسارات مختلفة تمامًا للتصحيح.
المعلمات الرئيسية لتفسير الأشعة السينية
عندما ساعدتُ العام الماضي أحد عملاءنا من فئة الموردين من المستوى الثاني في قطاع السيارات على مراجعة دفعة المنتجات المرتجعة من أحد مصانع الصب بالضغط في دونغغوان، قارنتُها بالمرجع المصور لمعيار ASTM E155، فاكتشفتُ أن العيب الذي صنّفه المورد على أنه "ثقب هوائي" في عينة 37% كان في الواقع انكماشًا. ويختلف اتجاه معالجة هذين العيبين اختلافًا جذريًّا — فالثقوب تتطلب تعديل عملية إزالة الغازات، بينما يتطلب انكماش السبيكة تعديل نظام الصب والتبريد.
البارامترات المقترحة لفحص RT: جهد الأنبوب 150-200 كيلو فولت، حساسية تصل إلى مستوى 2-2 تيرابايت، كثافة سالبة 2.0-3.5 أقل من هذه المواصفات، سيتم حذف الثقوب التي يقل قطرها عن 0.3 مم مباشرةً من الحكم، وهو عيب شائع في مصبوبات الألومنيوم الصينية تعتبر خلافات القبول أكثر النقاط الفنية العمياء شيوعًا.
نقاط أخذ العينات لتصوير المعادن المقطعية
- موقع أخذ العينات:: اقطع عمودياً على طول مركز العيب كما هو موضح في RT، مع ترك هامش لا يقل عن 5 مم لتجنب التلوث الثانوي.
- التلميع + نقش كاشف كيلر:: ملاحظة جدران المسام عند 100x - مسام دائرية لامعة = هدرجة وتغليف غشاء الأكسيد = لفائف الهواء
- SEM+EDSإذا تم الكشف عن إثراء المغنيسيوم والأكسجين في الحفرة، فيمكن أن يتم قفله كخبث مؤكسد مع ثقوب هوائية، والتي يجب تتبعها إلى عملية رفع الخبث.
كلمة مبدأ: تحديد الثغور بدون تشريح هو مجرد تخمين.
آلية التكوين والتحكم في عملية انكماش عيوب الانكماش والتحلل
إجابة مباشرة: الثقوب الناتجة عن الانكماش هي ثقوب مركزة على المستوى الكلي (عادةً ما يزيد قطرها عن 1 مم، وتقع في مناطق التكتل الحراري)، أما الترسبات الناتجة عن الانكماش فهي مسام متفرقة على المستوى المجهري بين البلورات (تتخذ شكلًا إسفنجيًا). وكلاهما في جوهره ناتج عن عدم تعويض الانكماش الناتج عن التصلب بشكل فعال — حيث يبلغ انكماش حجم سبائك الألومنيوم من الحالة السائلة إلى الحالة الصلبة حوالي 6.6% (انظر دليل الصب الصادر عن ASM International)، وإذا تجمدت قنوات تعويض الانكماش في قناة السحب مبكرًا، فإن عيوب الانكماش تكون حتمية.
التفريق في العملية بين الانكماش والتخفيف
- فوهة البركان:: تظهر في منطقة التصلب النهائي (المقاطع السميكة والكبيرة، وتقاطعات الأوتار والألواح)، مع ظلال داكنة غير منتظمة على الأشعة السينية، وجدران شجيرية خشنة للثقوب بعد القطع.
- الانكماش:: موزعة بين التشعبات، وغالبًا ما تكون مصحوبة بالتسرب (فشل اختبار الضغط)، A356 هذه السبائك ذات الفترات الطويلة للتصلب معرضة بشكل خاص.
أوجه القصور النموذجية للعملية في المسابك الصينية
في العام الماضي، قمت بإجراء تحقيق في السبب الجذري في مصنع صب بالجاذبية في فوشان، وهي دفعة من معدل انكماش غلاف علبة التروس بمعدل انكماش يصل إلى 12%. بعد تفكيك القالب، وجدت أن معامل الصاعد كان 0.9 مرة فقط من الوصلات الساخنة - أقل بكثير من عامل الأمان الذي يتطلبه قانون تشفورينوف وهو 1.2 مرة. هذا هو الإغفال الأكثر شيوعًا في التصميم من بين العيوب الشائعة في مصبوبات الألومنيوم الصينية: يتم ضبط الناهضات وفقًا للتجربة، دون حساب المعامل.
نقطة أخرى تم التغاضي عنهاتدرج درجة الحرارة. يتطلب التصلب المتسلسل المؤهل فرقًا في درجة الحرارة من الطرف البعيد إلى الناهض ≥ 15 درجة مئوية / 100 مم. العديد من المصانع قامت بتركيب مجموعة من سخانات القوالب فقط، والأجزاء السميكة من الحديد البارد وكتلة الحديد الزهر وضعت عرضًا (يجب استخدامها في الحديد البارد القائم على النحاس أو الجرافيت للحصول على تدرج أكثر حدة). بعد تعديل معدل انكماش المصنع إلى 2.3%، انخفضت خسائر الخردة بحوالي 80,000 يوان شهريًا.
أما بالنسبة لنظام الصب، فيوصى باعتماد مزيج من الصب السفلي والتنفيس العلوي، ويتم التحكم في سرعة الصب عند 0.8-1.2 كجم/ثانية لتجنب التدفق المضطرب لغاز الشباك الذي يتداخل مع قناة الانكماش.
تحليل السبب الجذري للفصل البارد وعيوب الصب السفلي
إجابة مباشرة:: الإغلاق البارد (الإغلاق البارد) هو الجزء الأمامي من تدفق المعدنين يلتقيان مع درجة الحرارة التي كانت تحت خط الطور السائل، ولا يمكن أن يندمج تمامًا لتشكيل عيب خطي؛ الصب غير الكافي (سوء التشغيل) هو المعدن السائل في تجويف الملء قبل التصلب الناجم عن النقص المحلي. كلاهما له نفس الجذر ونفس المصدر - عدم كفاية الحرارة. في إحصائيات العيوب الشائعة لمسبوكات الألومنيوم في الصين، يمكن أن يصل معدل حدوث هذين النوعين من العيوب على الأجزاء رقيقة الجدران (سمك الجدار <3 مم) إلى 15-20%، وهو ثاني أكبر سبب لعودة الأجزاء رقيقة الجدران بعد المسامية.
تفكيك الأسباب الجذرية الأربعة للعملية
- درجة حرارة السكب المنخفضةيجب الحفاظ على درجة حرارة الصب التقليدية لسبائك A356 عند 700-740 درجة مئوية. أثناء استكشاف أخطاء دفعة من أقواس السيارات للفصل البارد في مصنع للصب بالجاذبية في فوشان في عام 2022، وجدت أن درجة الحرارة المقاسة لفرن الإمساك كانت أقل بمقدار 38 درجة مئوية من تلك الموضحة على جهاز القياس - كان غلاف المزدوجات الحرارية متهالكًا مما تسبب في انحراف القراءات. خفضت المعايرة معدل الفصل البارد من 121 TP3T إلى 1.81 TP3T.
- عدم كفاية التسخين المسبق للقالب:: يجب أن تصل درجة حرارة قوالب الصب بالجاذبية إلى 200-300 درجة مئوية، ويجب أن تكون درجة حرارة قوالب الصب بالقالب 180-220 درجة مئوية.
- عدم التوافق بين معدل التدفق ووقت الملء: يجب أن تكون سرعة تدفق السائل في فتحة الصب الداخلية >30 م/ث، حيث إن السرعة التي تقل عن 25 م/ث تؤدي بسهولة إلى حدوث فجوة باردة (راجع الدليل الفني لجمعية الصب بالضغط في أمريكا الشمالية (NADCA)).
- سوء التهوية:: يؤدي الضغط الخلفي في التجويف إلى إبطاء مقدمة المعدن وتكثيف طبقة الأكسيد السطحية إلى الحد الذي يستحيل معه الاندماج.
إجراءات التفريق بين الصب بالقالب والصب بالجاذبية
| البُعد (رياضيات) | الصب بالقالب عالي الضغط (HPDC) | صب الجاذبية/الضغط المنخفض |
|---|---|---|
| السبب الرئيسي | سرعة ملء غير كافية وسدادات تنفيس الهواء المسدودة | انخفاض درجة حرارة الصب المنخفضة، وسوء تصميم الذرب |
| التدابير المضادة | زيادة المقطع العرضي للبوابة الداخلية، وإضافة خزانات الفائض وصمامات التفريغ | ارفع درجة حرارة الصب بمقدار 10-20 درجة مئوية، وقم بزيادة درجة حرارة الصب بمقدار 10-20 درجة مئوية، وقم بتكثيف الذراع المستقيم، وقم بتسخين القالب في مكانه. |
نصيحة عملية: عند معاينة المصنع، اطلب من المورد فتح سجل القطعة الأولى، وتحقق من ملف درجة حرارة الصب وبيانات مراقبة درجة حرارة القالب - بدون سجل مغلق للمصنع، ستكون عيوب الفصل البارد دائمًا ما وراء الطبيعة.
مصادر الخبث وعيوب التضمين وإدارة الذوبان النظيف
إجابة مباشرةإن تضمين الخبث والتضمين غير المعدني عبارة عن بقع صلبة أو خطوط سوداء تتشكل عندما يتم تغليف طبقة الأكسيد والحطام الحراري وجزيئات الخبث التي لم يتم فصلها عن سائل الألومنيوم في الصب أثناء التصلب. وهي تمثل حوالي 15-20% من العيوب الشائعة في مصبوبات الألومنيوم في الصين، ويشير السبب الجذري بشكل حصري تقريبًا إلى فقدان السيطرة على نظافة الذوبان - وليس الصب.
أربعة مصادر رئيسية للتلوث
- الخبث المؤكسد (جيولوجيا): يتم كنس غشاء الأكسيد (Al₂O₃) على سطح سائل الألومنيوم أثناء النقل والتقليب. ويؤدي كل اضطراب في مستوى السائل إلى تكوين طبقة أكسيد جديدة، راجع المعلومات الفنية الخاصة بعيوب الصب في TWI.
- تشقق بطانة الفرن:: تبدأ بوتقات الجرافيت أو بطانات أفران الجرافيت أو بطانات أفران الياقوت المستخدمة لأكثر من 800 دورة فرن في التخلص من الجسيمات، وغالبًا ما يكون حجمها في نطاق 50-200 ميكرومتر.
- نسبة مفرطة من المواد المستصلحة:: بعض المصانع المحلية الصغيرة والمتوسطة الحجم تعود إلى مادة الفرن (ذرب + خردة) تمثل ما يصل إلى 60-70%، وهو ما يتجاوز بكثير الحد الأعلى الموصى به وهو 30-40%، التأثير التراكمي لفيلم الأكسيد واضح.
- التكرير غير مكتمل:: سداسي كلورو الإيثان أو التكرير بالنيتروجين لمدة تقل عن 5 دقائق، أو أن يكون عامل التكرير مغطى بالرطوبة.
ثلاثة خطوط دفاعية للذوبان النظيف
- ذكي وقادر:: يوصى بالتفريغ بالنفخ الدوار (RDU)، بمعدل تدفق نيتروجين يتراوح بين 2-4 لتر/دقيقة، وسرعة 300-400 دورة في الدقيقة، وزمن معالجة يتراوح بين 8-12 دقيقة، مما يقلل من محتوى الهيدروجين إلى أقل من 0.15 مل/ 100 جرام.
- وضع جانباً:: بعد التكرير، اترك الشوائب تطفو لمدة 10-15 دقيقة، وغالبًا ما يتم حذف هذه الخطوة للمصنع المحلي للاستيلاء على الإيقاع.
- الترشيح:: يمكن أن يحقق تركيب مرشح الرغوة الخزفية (CFF) 10 بيبي أو 20 بيبي في نظام البوابات كفاءة إزالة الشوائب أكثر من 80%.
عندما ساعدت مصنع فوشان للصب بالجاذبية في استكشاف مشكلة البقع السوداء في جسم الصمام الهيدروليكي في عام 2024، أظهر تحليل EDS للشرائح أن المكون الرئيسي للشوائب كان SiO₂-Al₂Al₂O₃، والذي تم إرجاعه إلى تقشر طلاء بطانة مغرفة الصب. وبعد استبداله بطبقة طلاء أساسها الزركونيوم وإضافة مرشحات 20ppi لكل فرن، انخفض معدل الخردة من 8.3% إلى 1.1%، وتم استرداد تكلفة إعادة العمل حوالي 140,000 رنمينبي في شهر واحد. يبلغ سعر الوحدة من صفائح الترشيح أقل من 8 يوان، ولكنه خط الدفاع الأكثر فعالية من حيث التكلفة.
تحديد عيوب التشققات والوقاية من التشققات الساخنة والباردة
إجابة مباشرةيحدث التكسير الساخن (التمزق الساخن) في المرحلة الصلبة بمعدل 85-95% في نهاية التصلب، والشقوق على طول حدود الحبوب الشجيرية نحو المقطع العرضي كان الأكسدة الظلام، والشكل متعرج؛ يحدث التكسير البارد (التكسير البارد) في مرحلة التبريد أو إزالة القوالب بعد التصلب الكامل، والشقوق من خلال البلورة للسير في خط مستقيم، والمقطع العرضي للفضة اللامعة، وغالباً ما تكون مصحوبة بحواف حادة. كلاهما في مصبوبات الألومنيوم الصينية من العيوب الشائعة تمثل حوالي 15-20%، والتمييز خاطئ، واتجاه الوقاية معاكس تمامًا.
الحكم السريع على المظهر ومرحلة التكوين
- التشقق الحراريتقع التشققات في منطقة التصلب الأخيرة (الوصلات الساخنة، وطفرة سمك الجدار)، ويكون السطح مؤكسدًا ومسودًا (يتعرض السطح المتشقق إلى جو يحتوي على الأكسجين في درجات حرارة عالية)، ويكون طرف التشقق مستديرًا، ويكون الاتجاه منحنيًا، كما أن جذر شفة الأجزاء الرملية A356، والمنطقة المحيطة بدبابيس القاذف لأجزاء الصب بالقالب ADC12 هي مناطق الانتشار العالية.
- صدع بارد: بعيدًا عن «التشقق الحراري»، ويظهر غالبًا بعد التبريد عقب إزالة القالب أو بعد التصلب T6، وتكون سطح الشق فضي اللمعان وخاليًا من لون الأكسدة، ويمتد في خط مستقيم عبر الحبيبات. يمكن الرجوع إلى ويكيبيديا - «التشقق الحراري» للاطلاع على الآلية التفصيلية.
توصيات المعلمات ل A356 مقابل ADC12
عندما كنت أقوم باستكشاف أخطاء التكسير الحراري الدفعي لأجزاء هيكل A356-T6 في مصنع أقواس السيارات في سوتشو، قمت بقياس محتوى الحديد عند 0.22% (على الجانب العالي) + درجة حرارة الصب عند 740 درجة مئوية (على الجانب العالي) + التسخين المسبق للقالب عند 150 درجة مئوية فقط، وتم تركيب الثلاثة معًا. التعديل: التحكم في الحديد عند 0.12-0.15%، وخفض درجة حرارة الصب إلى 715 ± 5 درجة مئوية، وزيادة درجة حرارة القالب إلى 220 درجة مئوية، وخفض معدل التكسير الساخن من 7.3% إلى 0.4%. بالنسبة لمسبوكات القوالب ADC12، يحدث التكسير البارد في الغالب بسبب إزالة القالب قبل الأوان - يوصى بتأخير فتح القالب بعد الضغط لمدة تتراوح بين 1.5 و2 ثانية للسماح بانخفاض درجة حرارة السطح إلى 0.5 درجة مئوية. يجب فتح القالب في وقت لاحق للسماح بانخفاض درجة حرارة سطح الصب إلى 0.5 درجة مئوية. بالنسبة لمسبوكات القوالب ADC12، يحدث التشقق البارد في الغالب بسبب إزالة القالب قبل الأوان - يوصى بتأخير فتح القالب لمدة 1.5-2 ثانية بعد الضغط، بحيث يمكن خفض درجة حرارة سطح الصب إلى أقل من 380 درجة مئوية قبل الإخراج، وفي الوقت نفسه، يجب تجنب توزيع قضبان القاذف على المناطق رقيقة الجدران، مما يقلل بشكل كبير من هذا النوع من عيوب التشقق الشائعة في مصبوبات الألومنيوم.
تعد درجة حرارة الماء المستخدم في عملية التبريد في المعالجة الحرارية T6 متغيرًا رئيسيًّا أيضًا: فعندما تقل درجة حرارة الماء عن 40 درجة مئوية، ترتفع الإجهادات المتبقية في قطع A356 بشكل حاد، لذا يُوصى باستخدام ماء دافئ بدرجة حرارة تتراوح بين 60 و80 درجة مئوية في عملية التبريد لتحقيق التوازن بين القوة وخطر التشقق (انظر الوثائق الفنية الصادرة عن جمعية ASM للمعالجة الحرارية).
الأسباب المنهجية للانحرافات في الأبعاد ومشاكل التشوه
إجابة مباشرةنادرًا ما تكون التجاوزات في الأبعاد نتيجة عملية واحدة، بل هي نتيجة تراكم خمسة أخطاء: تآكل القالب، وانحرافات ضبط الانكماش، وضغوطات إزالة القوالب، وارتداد المعالجة الحرارية، وانحراف مسند التصنيع. يمكن أن ينتهي الأمر بالمصنع الذي يتحكم في عنصر واحد عند ± 0.05 مم بجزء نهائي يبلغ ± 0.3 مم عند تكديسه - وهي أصعب فئة من العيوب الشائعة في مصبوبات الألومنيوم الصينية التي يمكن تتبعها.
التحلل الكمي لمصادر الخطأ الخمسة
- تآكل القالبقوالب الصب بالقالب ذات الضغط العالي كل 100,000 مرة من تغير حجم التجويف كل 100,000 مرة من تجويف القالب بحوالي 0.02-0.05 مم، يؤدي انهيار سطح الفراق إلى زيادة سماكة الحافة المتطايرة، وإزاحة سماكة الجدار.
- خطأ في الانكماشA356 معدل انكماش A356 من 1.2-1.4%، ولكن الانكماش الفعلي للأجزاء رقيقة الجدران من الأجزاء ذات الجدران السميكة أقل من 20-30%، إذا كان القالب وفقًا لمعدل الانكماش الموحد للنظام المفتوح، يجب أن تكون نهاية الأجزاء الكبيرة ضعيفة للغاية.
- إزالة التشوه في القوالب: يؤدي التوزيع غير المتساوي للقضبان الداعمة إلى حدوث تشوه بلاستيكي موضعي، حيث تقل مقاومة الخضوع لسبائك الألومنيوم عند 500 درجة مئوية عن تلك الخاصة بسبائك 15% في درجة الحرارة العادية (انظر بيانات ASM International الخاصة بخصائص ميكانيكية سبائك الألومنيوم في درجات الحرارة العالية).
- تشوه المعالجة الحرارية T6:: يمكن أن يؤدي اختلاف 5 درجات مئوية في درجة حرارة الماء أثناء التبريد بالمحلول إلى حدوث اعوجاج إضافي بمقدار 0.1-0.2 مم.
- انجراف المسند المضاف آلياً:: عندما لا يتطابق المسند الفارغ مع مسند التصميم، يتم نقل الخطأ بالكامل إلى أسطح التزاوج الحرجة.
دور CMM و FAI في مراقبة الدفعات
في عام 2024، تدخلتُ في شكوى تتعلق بالتشوه قدمها أحد عملاءنا في غوانغدونغ المتخصصين في قطع الصب بالضغط — حيث كان هناك انحراف في مواقع فتحات الدعامات يتجاوز 0.15 مم في 8 إلى 12 قطعة من كل 100 قطعة. وبمقارنة ذلك بتقرير FAI (فحص القطعة الأولى، First Article Inspection) الخاص بهم، تبين أن المورد اكتفى بقياس ثلاث نقاط فقط باستخدام الفرجار، ولم يقم بإجراء مسح ثلاثي الأبعاد كامل الأبعاد باستخدام جهاز قياس التنسيق الثلاثي (CMM). وبعد فرض استخدام جهاز قياس التنسيق الثلاثي (CMM) من Zeiss لإجراء عملية اعتماد قطع الإنتاج (PPAP) على 42 نقطة مميزة (وفقًا لمعايير AIAG)، انخفض معدل العيوب في الشهر التالي إلى 1.31 TP3T.
نصيحة عملية: يجب أن ينص العقد على "مراجعة واحدة بالحجم الكامل لـ CMM لكل 2000 قطعة" بدلاً من الاعتماد على القطعة الأولى فقط. إن منحنى عمر القالب ينجرف باستمرار ولا يمكن التقاطه بواسطة FAI ثابت.
عيوب السطح علامات التدفق، والفاصوليا الباردة، والالتصاق العفن، والبثور
إجابة مباشرةأجزاء الألومنيوم المصبوبة بالقالب من العيوب السطحية الأربعة الرئيسية لها سبب جذري واضح للعملية - علامات التدفق (علامات التدفق) من درجة حرارة القالب منخفضة للغاية والمعدن السائل على طول فرق درجة الحرارة؛ الفاصوليا الباردة (الرقائق الباردة) هي الذرب في التصلب المسبق للجسيمات الصغيرة المتضمنة في التجويف؛ القالب اللزج (اللحام) هو سائل الألومنيوم ولحام انتشار الصلب القالب; التنقر (التنقر/البثور) يرجع في الغالب إلى بقايا عامل تحرير القالب أو إنتاج غاز العادم. هذه المجموعة من العيوب الشائعة في مصبوبات الألومنيوم الصينية هي عنصر لا يمكن التسامح معه في الأجزاء الخارجية للسيارات والأجهزة المنزلية الخارجية.
حدود التحكم البارامترية لأربعة أنواع من العيوب السطحية
- ندبة التدفقتزداد المخاطر عندما تكون درجة حرارة القالب أقل من 180 درجة مئوية. يوصي ADC12 لصب القالب بدرجة حرارة القالب 200-240 درجة مئوية وسرعة حقن منخفضة أقل من 0.3 م/ث لتجنب التبريد المبكر للحافة الأمامية.
- الفاصوليا الباردة: بقايا الكعكة ودرجات حرارة غلاف البوابة <150 درجة مئوية هي الأسباب الرئيسية. يمكن أن يؤدي تقصير فترات فتح وإغلاق القالب والتحكم المستقل في درجة حرارة الزيت في غلاف الذراع (عند 180-200 درجة مئوية) إلى التخلص من الحبوب الباردة فوق 90%.
- التمسك بالقالب: يتمتع سائل الألومنيوم الذي يقل محتوى الحديد فيه عن 0.8% بقدرة تجاذب قوية جدًا تجاه فولاذ القوالب H13. الحل — التحكم في عمق طبقة النيتريد عند 0.1-0.15 مم، أو استخدام طلاء PVD من شركة Oerlikon Balzers (مثل CrN وAlTiN)، مما يقلل معدل حدوث الالتصاق بالقوالب من 12% إلى أقل من 1%.
- مثقوبةيجب أن تكون نسبة التخفيف لعامل الإطلاق ثابتة عند 1:80-1:100، ويجب أن يكون وقت النفخ بعد الرش ≥1.5 ثانية لضمان تبخر الماء، وإلا فإن بخار الماء المتبقي سوف يتبخر ليشكل فقاعات تشبه النقاط في لحظة إغلاق القالب.
حدود التفاوت المسموح به للأجزاء الخارجية
عندما قمت بتدقيق مجموعة من مقابض الأبواب المصبوبة بالقالب لشركة سيارات ألمانية في عام 2024، تم وضع علامة على رسم العميل بعيوب الجانب A Φ0.3 مم ولا تزيد عن نقطتين لكل 100 سم² - وهو معيار نموذجي للتشطيبات الخارجية للسيارات. أما الأجزاء الخارجية للأجهزة (مثل لوحة مكيف الهواء) فهي متساهلة نسبيًا، حيث تسمح بـ Φ0.5 مم، ومع ذلك، طالما تم إجراء السفع الرملي أو المعالجة بأكسيد الألومنيوم بعد المعالجة، فإن علامات التدفق والحفر ستكون مكبرة ومرئية، ويجب أن تتم بشكل صحيح في عملية الصب بالقالب في وقت واحد، حيث تبلغ تكلفة المعالجة في النهاية الخلفية 8-10 أضعاف تكلفة النهاية الأمامية.
سوف تتسبب قوة التثبيت غير الكافية (نسبة المساحة المسقطة <1.3 مرة) في حدوث حواف متطايرة إلى جانب البقع، ويمكن تقديم نقطة التحويل عالية السرعة لمنحنى سرعة الحقن بمقدار 10 مللي ثانية لتحسين علامات التدفق بشكل كبير - هذه المعلمات التفصيلية هي العتبات الحقيقية لتمييز الموردين المؤهلين عن كبار الموردين. يمكن الرجوع إلى معايير تصنيف جودة السطح الصادرة عن جمعية الصب بالقالب في أمريكا الشمالية NADCA (الدرجة 1-5) كأساس للقبول.























